Область техники, к которой относится изобретение
Настоящее изобретение относится к амортизирующему материалу из формованного полимерного продукта, имеющего структуру с пружинящими свойствами, способу изготовления такого материала и пресс-формам, используемым при изготовлении амортизирующего материала, в частности к способу изготовления формованного полимерного изделия (продукта), имеющего структуру с пружинящими свойствами, обладающего высокими ударной прочностью и несущей способностью, удовлетворяющего специальным и общим требованиям в отношении формы и размеров в различных областях промышленности, в частности, материалу для опоры, на которую можно садиться или ложиться, например сиденья в автотранспортных средствах, мотоциклах, велосипедах, электропоездах и самолетах, седла для верховой езды, стулья, диваны и кровати, и способу изготовления амортизирующего материала, утилизация которого недорога и необременительна, стоимость изготовления невысока благодаря упрощению технологического оборудования, а точность формования более высока, а также оборудованию, необходимому для изготовления амортизирующего материала.
Уровень техники
В настоящее время, пенополиуретан является основным материалом подушек для сидений и кроватей в автотранспортных средствах, мотоциклах, велосипедах, электропоездах и самолетах. Обычно подушки используются в той или иной форме как опоры, на которые можно садиться и ложиться, вне зависимости от того, подвергаются ли они воздействию вибрации при использовании или нет. Действительно, пенополиуретан широко используется в самых различных случаях, и распространенность этого материала обусловлена в значительной степени простотой изготовления и дешевизной.
Одна такая подушка была раскрыта, например, в патенте Японии №2995325, предлагающем подкладку подушки для автомобильного сиденья. В этой подкладке подушки рабочая поверхность выполнена из одного слоя вспененного материала с высокой упругостью, а вспененный материал с высокой упругостью выполнен из пенополиуретана, содержащего 10 весовых % или менее толиленадиизоцианата (TDI), а остальная часть изоцианата представляет собой дифенилметандиизоцианат. В патенте Японии №2548477 предлагается конструкция подушки, получаемая спеканием друг с другом полиэфирных волокон, имеющих высокую температуру плавления, посредством термопластичного эластомера с низкой температурой плавления. В открытой патентной публикации Японии (Кокай) №2000-51011 предлагается подушка, которая получается частичным скреплением друг с другом синтетических волокон и натуральных волокон толщиной от 1 до 20 денье посредством клея из синтетической резины или посредством химических связей.
Обычно, когда человек садится на сиденье из пенополиуретана, его вес стремится к концентрации в одной точке до такой степени, что пенополиуретан в этом месте продавливается глубоко. При этом состояние равновесия становится неустойчивым, и при длительном пребывании на таком сиденье человек устает. Главная причина этого состоит в следующем. При изготовлении изделия из пенополиуретана, вспениваемый материал помещается в форму и равномерно вспенивается, чем обеспечивается однородность плотности и жесткости материала. При такой технологии сложно получить изделие, отдельные части которого имеют разную плотность и жесткость в соответствии со своими функциями. Более того, поскольку пенополиуретан обладает такой мягкостью и эластичностью, что когда человек вдавливает своим весом сиденье из пенополиуретана, он ощущает обратное давление на ягодицы от твердого дна и вертикальное качание, его ноги могут занеметь и при длительном сидении ощущение усталости становится сильным. Возьмем, к примеру, полиуретановое сиденье для автомобиля или мотоцикла. Существует много требований к конструкции и технологии изготовления такого сиденья, но плотность материала, самого по себе, настолько однородна, что когда человек сидит на сиденье, распределение давления на поверхности сиденья постоянно изменяется, и поэтому пенополиуретан может оказаться непригодным для выполнения функций сиденья. Изготовление изделий из пенополиуретана обычно производится вспениванием, и поэтому материалу свойственна однородная пружинистость, либо ему придается ряд сильно отличающихся амортизирующих свойств. Поэтому для изделия из пенополиуретана сложно изменить свои амортизирующие свойства в соответствии с предъявляемыми требованиями. Сиденье мотоцикла должно изменять свои амортизирующие свойства в соответствии с типом мотоцикла, например, в зависимости от того, предназначен ли этот мотоцикл для туризма, дорожных гонок или мотокросса, или в зависимости от позы мотоциклиста во время езды. Из-за того что сиденье не может изменить свои амортизирующие свойства в соответствии с типом мотоцикла или позой мотоциклиста, мотоциклист должен либо переносить вес на сиденье, либо приподниматься с него в процессе гонок, что при повторении в течение длительного времени может привести к подъему общего центра тяжести и нарушению баланса.
Помимо этого, имеются сложности с переработкой пенополиуретанов из-за того, что это термореактивные пластики. Поэтому единственной возможностью переработки пенополиуретанов является измельчение их в стружку с последующим ее склеиванием для получения материала, представляющего собой склеенную пенополиуретановую стружку/крошку, либо их можно сжигать для получения тепла. Утилизация пенополиуретана включает его захоронение на свалках или сжигание. Однако при использовании пенополиуретана не удается получить стабильные почвы из-за их малой плотности и мягкости, поэтому выбор подходящих мест захоронения ограничен. Пенополиуретаны могут быть переработаны в мелкие частицы или порошок, для чего, однако, требуются дополнительные производственные и финансовые затраты. Кроме того, при сжигании пенополиуретана образуется газообразная синильная кислота, которая вызывает повреждения установок сжигания и требует больших затрат для нейтрализации. Как было указано выше, трудно обеспечить утилизацию пенополиуретанов в соответствии с нормами соответствующих законодательных требований, не нанося ущерба окружающей среде в процессе утилизации и после нее.
Помимо сказанного выше, с пенополиуретанами связаны и другие, описанные ниже, проблемы. Для получения отформованной детали из пенополиуретана в пресс-форму вдувается вспениваемый материал (например, на три минуты), после чего отформованная деталь отделяется от формы. Процедура отделения сложна, а формование занимает продолжительное время. Возникают сложности с очисткой пенополиуретановых изделий. Это обусловлено тем, что аминовый катализатор, используемый в технологическом процессе, остается в порах вспененного материала и является источником неприятного запаха. Пенополиуретан сохраняет тепло, создает спертую атмосферу, и существует опасение, что при длительном пребывании на ярком свету он может воспламениться. Пенополиуретаны характеризуются низким уровнем безопасности для окружающей среды.
Несмотря на то, что 2020 г. установлен как предельный срок использования хлорфторуглерод - фреон (CFC) заменителей, используемых в качестве пенообразующих веществ, до сих пор не найдено другое вещество, превосходящее по рабочим характеристикам CFC-заменитель. Толиленадиизоцианат (TDI), представляющий собой изоцианат, обычно используемый в производстве мягких пенополиуретанов, очень вреден, и согласно Уведомлению №25 Министерства Труда Правительства Японии должен использоваться при концентрациях не выше 0,005 промилле. На многих производствах из-за недостаточно строгого контроля при использовании TDI наносится ущерб здоровью работников.
Вышеупомянутая подкладка подушки сиденья для автотранспортного средства, раскрытая в патенте Японии №2995325, имеет усовершенствованные характеристики мягкого пенополиуретана, но не свободна от недостатков пенополиуретанов. В конструкции подушки, предложенной в патенте Японии №2548477, возникают сложности с переработкой из-за спекания полиэфирных волокон с высокой температурой плавления посредством термопластичного эластомера с низкой температурой плавления, вследствие чего усложняется технология и стоимость производства. Хотя подушка, предложенная в открытой патентной публикации Японии №2000-510111 (Кокай), обладает преимуществами, обусловленными отличной воздухопроницаемостью и возможностью очистки, она также имеет недостатки - низкая долговечность, сложность технологии изготовления и высокие производственные расходы. Кроме того, поскольку резиновый клей и пенополиуретан с химическими связями полимеров представляют собой термореактивные полимеры, а подушка содержит не одну деталь, возникают сложности с ее переработкой.
В настоящее время, однако, несмотря на наличие большого числа описанных выше проблем, связанных с использованием пенополиуретанов, нет иного материала для замены пенополиуретана, столь же дешевого и пригодного для использования в качестве материала для подушки сиденья в автотранспортных средствах, мотоциклах, велосипедах, электропоездах и самолетах и кроватей.
Раскрытие изобретения
С учетом сказанного выше, цель настоящего изобретения состоит в обеспечении способа изготовления амортизирующего материала, состоящего из формованного полимерного продукта, имеющего структуру с пружинящими свойствами, в частности, материала, пригодного для использования при изготовлении различных опор, на которых можно сидеть и лежать, например сидений автотранспортных средств, мотоциклов, велосипедов, электропоездов и самолетов, сидений для верховой езды, стульев, диванов и кроватей. Более конкретно, целью изобретения является способ изготовления формованного продукта (изделия), в котором упрощен процесс формовки, формованный продукт может иметь любую форму и размер, производственные затраты невелики, и можно без труда изготавливать подушки, удовлетворяющие самым разнообразным требованиям, предъявляемым к пружинистым изделиям, например, устойчивостью к продавливанию и возможностью сидящему на них человеку распределить свой вес равномерно по рабочей поверхности так, чтобы даже длительное сидение не было утомительным, обладать устойчивостью к ударам и высокой несущей способностью. В частности, целью изобретения является создание способа изготовления формованного продукта, отличающегося простотой технологического оборудования, низкими производственными затратами, повышенной точностью формования, небольшой трудоемкостью и позволяющего получать законченные изделия, в которых концы изделия не будут распадаться даже без специального применения операций обрезки или скругления после формования.
Для достижения указанных целей, в соответствии с настоящим изобретением, предлагается способ изготовления амортизирующего материала из формованного полимерного продукта, имеющего структуру с пружинящими свойствами, в котором осуществляют формование трехмерной структуры с пустотами и заданной объемной плотностью, вводя в соприкосновение, свивая и собирая вместе смежные произвольно расположенные петли или спирали (завитки) сплошных и/или полых непрерывных (длинных) нитей (волокон) и/или коротких нитей, полученных из термопластичного полимера, затем нагревают пуансон пресс-формы или матрицу пресс-формы и/или трехмерную структуру до температуры, достаточной для размягчения трехмерной структуры, далее осуществляют сжатие трехмерной структуры вдавливанием пуансона в матрицу с обеспечением плотного контакта между ними и затем отверждение трехмерной структуры посредством охлаждения.
В предпочтительном варианте выполнения, способ дополнительно содержит шаг удаления излишних концов трехмерной структуры, выступающих между пуансоном и матрицей при их сдавливании, посредством термического резака, благодаря чему концы одновременно обрезают и оплавляют.
В предпочтительном варианте выполнения непрерывные и/или короткие нити включают нити (волокна), выполненные из общеупотребимых пластиков (полиолефинов, полистироловых полимеров, метакриловых полимеров, полихлорвинила и др.) либо конструкционных пластиков (полиамида, поликарбоната, насыщенного полиэфира, полиацеталя и др.). В предпочтительном варианте выполнения они изготавливаются, например, из термопластичных эластомеров, например, полиэтилена (РЕ), полипропилена (РР) и нейлона.
В частности, в предпочтительном варианте выполнения нити делаются из смеси, получаемой добавлением винилацетатного полимера (VAC), этиленвинилацетатного сополимера (EVA) или стирол-бутадиен стирола (SBS) к полиолефиновому полимеру, например РЕ или PP. Весовое отношение в смеси с винилацетатом полиолефинового полимера к VAC или EVA составляет 70-97% к 3-30%, желательно 80-90% к 10-20%. Если содержание VAC равно или ниже 3 весовых %, то ударная вязкость трехмерной структуры будет низкой. В противном случае, если весовое содержание VAC будет равно или выше 30%, то ухудшатся тепловые характеристики структуры. Весовое отношение полиолефинового полимера к SBS составляет 50-97% к 3-50%, а в предпочтительном варианте выполнения - 70-90% к 10-30%. Полиолефиновый полимер может быть регенерированным полимером.
Длинные и/или короткие нити могут быть сплошными или полыми. Если непрерывные и/или короткие нити полые, то такие нити более предпочтительны, так как воздух, заключенный в полостях нитей, действует как пружина, сообщая нитям свойства, характерные для пружины. Воздух, заключенный в полостях нитей, также ослабляет тенденцию к сминанию нитей, проявляющуюся после длительного и интенсивного использования. Воздух, заключенный в полостях нитей, также сохраняет жесткость трехмерной структуры. Полости нитей могут служить продолжением друг друга, либо могут быть независимы друг от друга. В качестве примера можно привести нити, у которых каждое из отдельных полых волокон может иметь полости с перегородками между соседними полостями. Если в качестве материала нитей используется смесь сплошных нитей и полых нитей, то соотношение между сплошными нитями и полыми нитями составляет, в предпочтительном варианте выполнения, 0-50:50-100. Далее, если полые нити используются в центральной части структуры и покрыты сплошными нитями, то получившаяся структура будет иметь требуемые тактильные свойства.
В предпочтительном варианте выполнения, сплошные непрерывные и/или короткие нити имеют диаметр от 0,3 до 3,0 мм, в частности от 0,7 до 1,0 мм. Если сплошная непрерывная нить имеет диаметр 0,3 мм или меньше, то нити теряют упругость и спекаются друг с другом настолько сильно, что коэффициент пустотности становится недопустимо низок. В противном случае, если сплошные непрерывные нити имеют диаметр, равный 3,0 мм или более, то нити становятся настолько упругими, что они не образуют петель и завитков, не спекаются друг с другом, что ведет к снижению прочности. Если нити включают полые нити, то в предпочтительном варианте выполнения их диаметр составляет от 1,0 до 3,0 мм, в частности от 1,5 до 2,0 мм. Если коэффициент пустотности равен или ниже 10%, то теряется преимущество снижения веса изделия по отношению к объему за счет использования полых нитей. Напротив, если коэффициент пустотности равен или превышает 80%, полые нити потеряют свои амортизационные свойства.
Объемная плотность формованного полимерного продукта, имеющего структуру с пружинящими свойствами, может составлять от 0,005 до 0,08 г/см3 или менее, в предпочтительном варианте выполнения от 0,02 до 0,06 г/см3. Если объемная плотность этого материала окажется равной 0,005 г/см3 или менее, то изделие будет иметь пониженную прочность. С другой стороны, если объемная плотность материала будет 0,08 г/см3 или более, то будет утеряно преимущество малого веса продукта из нитей относительно его объема. Формованный полимерный продукт, имеющий структуру с пружинящими свойствами, может иметь однородную плотность по всей структуре, либо структура продукта может содержать субструктуру с высокой плотностью и субструктуру с низкой плотностью, чередующиеся с определенным интервалом. В последнем случае субструктура с низкой плотностью может иметь плотность от 0,005 до 0,03 г/см3, желательно от 0,008 до 0,03 г/см3, а лучше всего от 0,01 до 0,03 г/см3. Субструктура с высокой плотностью может иметь плотность от 0,03 до 0,08 г/см3, в предпочтительном варианте выполнения от 0,04 до 0,07 г/см3, а в наиболее предпочтительном варианте от 0,05 до 0,06 г/см3.
Коэффициент пустотности формованного полимерного продукта, имеющего структуру с пружинящими свойствами, может составлять от 96 до 99%, в предпочтительном варианте от 97 до 99%, а в наиболее предпочтительном варианте от 97 до 98%. Для обеспечения эластичности и прочности структуры как подушки, а также для снижения ее веса коэффициент пустотности должен быть в указанных выше пределах, [коэффициент пустотности, %]=(1-[объемная плотность]/[плотность полимера])×100
Амортизирующий материал, в предпочтительном варианте выполнения, получается посредством послойного объединения формованных полимерных продуктов, имеющих структуру с пружинящими свойствами, в слоистую конструкцию. В предпочтительном варианте выполнения, амортизирующий материал используется как материал сидений в автотранспортных средствах, мотоциклах, велосипедах, электропоездах и самолетах, сиденьях для верховой езды, стульях, диванах и кроватях. Амортизирующий материал может быть использован вместо пеноуретанов в качестве материала опоры, на которой можно сидеть и лежать вне зависимости от того, подвергается ли эта опора воздействию вибраций или нет.
В частности, когда амортизирующий материал используется в качестве материала сиденья автотранспортного средства или мотоцикла, которые подвержены воздействию интенсивных вибраций в процессе эксплуатации, предпочтительно использование амортизирующего материала, поскольку он может быть легко приспособлен к различным индивидуальным требованиям (например, поддерживание груза) транспортного средства, поскольку толщиной материала можно управлять.
Матрицу пресс-формы в предпочтительном варианте выполнения выполняют из бетона. При использовании бетонной пресс-формы можно обойтись без разделительных средств, что снижает производственные затраты. Пуансон пресс-формы, в предпочтительном варианте выполнения, представляет собой основание, к которому может быть прикреплен амортизирующий материал. В этом случае отпадает необходимость в подготовке отдельного пуансона пресс-формы, что позволяет сократить производственные затраты, а точность формования будет улучшена. Охлаждение может быть естественным либо принудительным. В предпочтительном варианте выполнения, принудительное охлаждение основано на использовании воды.
Амортизирующий материал, в соответствии с настоящим изобретением, более приспособлен для вторичной переработки, чем полиуретан, и лучше приспособлен к удовлетворению потребностей потребителя в отношении выполнения конкретных функций, чем полиуретан. Формование амортизирующего материала выполняется прессованием (в форме под давлением). Поэтому имеется возможность создания изделия, форма которого соответствует форме данного пользователя, либо по заказу пользователя, что является дополнительным преимуществом изделия. Более того, путем выбора диаметра нитей, составляющих формованный полимерный продукт, имеющий структуру с пружинящими свойствами, материала нитей и их денье, объемной плотности и коэффициента пустотности можно получить формованный полимерный продукт с желаемыми пружинящими свойствами. Хотя отдельные нити, составляющие амортизирующий материал, в соответствии с изобретением, эквивалентны друг другу в отношении пружинящих свойств, они могут придавать изделию различные свойства, будучи по-разному спрессованными в процессе формования прессованием (под давлением). Поэтому имеется возможность создать амортизирующий материал, в котором отдельные части обладают разными амортизирующими свойствами и в котором, при прикладывании веса, вес получает различную опору, в зависимости оттого места, с которым имеется соприкосновение. Более того, посредством регулировки хода пуансона пресс-формы имеется возможность устанавливать требуемую толщину формованного продукта.
В частности, пуансон пресс-формы может включать в себя основание (которое может являться составным элементом амортизирующего материала, составляющего изделие), к которому может прикрепляться формованный полимерный продукт, имеющий структуру с пружинящими свойствами. При этом отпадает необходимость в специально изготавливаемом пуансоне пресс-формы, что сокращает производственные расходы. Более того, поскольку часть изделия используется как элемент (формовочная часть) формовочного устройства, то улучшается точность формования. В предпочтительном варианте выполнения вертикальное перемещение по крайней мере одной из двух стыкующихся частей пресс-формы осуществляют посредством домкрата типа "пантограф" (домкрат-пантограф). По сравнению с гидравлическим цилиндром и пневматическим цилиндром, которые используются в обычных устройствах для формования полиуретановых изделий, упомянутая конструкция настолько проста, что ее использование будет способствовать снижению производственных затрат, а также упрощению технологического оборудования. В предпочтительном варианте выполнения, конструкция пуансона пресс-формы выдерживает груз в одну тонну или более. В том случае если матрица пресс-формы выполнена из бетона, то можно будет избежать применения разделительного средства, которое понадобилось бы в противном случае, а также сократить производственные расходы по сравнению с технологией изготовления, использующей для тех же целей металлические пресс-формы. Более того, поскольку процесс формования упрощается и сокращаются требующиеся для формования затраты времени, становится возможным массовое производство амортизирующего материала. Охлаждение может осуществляться за счет естественного охлаждения либо принудительным охлаждением. В предпочтительном варианте выполнения, принудительное охлаждение основано на использовании воды.
Согласно изобретению предлагается бетонная матрица пресс-формы, предназначенная для получения формованного полимерного продукта, имеющего структуру с пружинящими свойствами, выполненная из отвержденной бетонной массы, залитой в пространство внутри каркаса, сделанного по эталонной матрице пресс-формы, пригодной для формования полимерного продукта, имеющего структуру с пружинящими свойствами.
Как правило, при изготовлении формованного полимерного продукта, имеющего структуру с пружинящими свойствами, описанного выше, края продукта распадаются после формования, поэтому после формования требуется обрезка или закругление, что вызывает неудобство. В представляемом здесь формованном полимерном продукте, имеющем структуру с пружинящими свойствами, обрезка и оплавление краев продукта после прессования может выполняться термическим резаком, что позволяет отказаться от упомянутой выше процедуры обрезки и исключить излишние операции, при этом отрезают термическим резаком излишние края, выступающие из трехмерной структуры в зазор между двумя стыкующимися частями пресс-формы и одновременно сплавляют вместе открытые концы нитей на краях.
В соответствии с вышеизложенным, согласно изобретению, предлагается амортизирующий материал из формованного полимерного продукта, имеющего структуру с пружинящими свойствами, включающий по меньшей мере два слоя из наложенных друг на друга листов, каждый из которых содержит трехмерную структуру, которые имеют одинаковые или различные пружинящие свойства, состоят из соприкасающихся, свитых и собранных смежных произвольно расположенных петель или спиралей сплошных и/или полых непрерывных нитей и/или коротких нитей, полученных из термопластичного полимера, и подверглись нагреву в пуансоне пресс-формы или в матрице пресс-формы до температуры, достаточной для размягчения трехмерной структуры, сжатию при сведении двух стыкующихся частей пресс-формы и отверждению охлаждением.
В соответствии с другим вариантом осуществления изобретения предлагается амортизирующий материал из формованного полимерного продукта, имеющего структуру с пружинящими свойствами, содержащий трехмерную структуру, состоящую из соприкасающихся, свитых и собранных смежных произвольно расположенных петель или спиралей сплошных и/или полых непрерывных нитей и/или коротких нитей, полученных из термопластичного полимера, и имеющую на своих верхней и нижней поверхностях по меньшей мере две выпуклости, образованные на заранее определенных линейных областях посредством нити из термопластичного полимера, сшивающей края каждой области и укороченной за счет давления.
Кроме того, предлагается способ изготовления амортизирующего материала из формованного полимерного продукта, имеющего структуру с пружинящими свойствами, в котором осуществляют экструдирование расплава термопластичного полимера в нити и вводят в соприкосновение, свивают и собирают смежные произвольно расположенные петли или спирали непрерывных нитей, с образованием трехмерной структуры с пустотами и заданной объемной плотностью, затем обрезают края трехмерной структуры, образующей формованный полимерный продукт, имеющий структуру с пружинящими свойствами, с получением U-образного или V-образного профиля, и сшивают полученные края нитью из термопластичного полимера, а также сшивают нитью из термопластичного полимера края заранее определенных линейных областей на верхней и нижней поверхностях трехмерной структуры, и укорачивают нити давлением.
В частном варианте осуществления способа трехмерную структуру помещают в матрицу пресс-формы, нагревают матрицу пресс-формы и/или трехмерную структуру до температуры, достаточной для размягчения трехмерной структуры, осуществляют сжатие трехмерной структуры вдавливанием пуансона пресс-формы в матрицу пресс-формы с обеспечением плотного контакта между ними, охлаждают трехмерную структуру с приданием ей постоянных пружинящих свойств и сшивают нитью из термопластичного полимера края в заранее определенных линейных областях на верхней и нижней поверхностях трехмерной структуры с последующим укорачиванием нити давлением.
Краткое описание чертежей
Цели и преимущества изобретения станут очевидными из приведенного ниже подробного описания предпочтительных вариантов выполнения изобретения со ссылками на приложенные чертежи, на которых:
Фиг.1 представляет аксонометрическое изображение амортизирующего материала, прикрепленного к основанию 4.
Фиг.2 представляет вид спереди и вид сзади амортизирующего материала 1, прикрепленного к основанию 4, соответственно.
Фиг.3 представляет вид сбоку мотоцикла 10, оснащенного сиденьем с амортизирующим материалом 1.
Фиг.4 представляет аксонометрические изображения основания 4 под разными углами.
Фиг.5 представляет первый шаг прессования, выполняемый в отношении амортизирующего материала 1.
Фиг.6 представляет первый шаг прессования, выполняемый в отношении амортизирующего материала 1, показанный под другим углом.
Фиг.7 представляет второй шаг прессования, выполняемый в отношении амортизирующего материала 1.
Фиг.8 представляет второй шаг прессования, выполняемый в отношении амортизирующего материала 1, показанный под другим углом.
Фиг.9 представляет третий шаг прессования, выполняемый в отношении амортизирующего материала 1.
Фиг.10 иллюстрирует шаг прикрепления амортизирующего материала 1 к основанию.
Фиг.11 представляет блок-схему шагов, необходимых для изготовления формованного полимерного продукта 30, имеющего структуру с пружинящими свойствами (далее - пружинящей или пружинной структурой).
Фиг.12 представляет аксонометрическое изображение устройства для изготовления формованного полимерного продукта 30 с пружинящей структурой, в соответствии с настоящим изобретением.
Фиг.13 представляет аксонометрическое изображение другого устройства для изготовления формованного полимерного продукта 30 с пружинящей структурой, в соответствии с настоящим изобретением.
Фиг.14 представляет аксонометрическое изображение еще одного устройства для изготовления формованного полимерного продукта 30 с пружинящей структурой, в соответствии с настоящим изобретением.
Фиг.15 представляет поперечные сечения других формованных полимерных продуктов 30 с пружинящей структурой, в соответствии с настоящим изобретением.
Фиг.16 представляет поперечные сечения еще других формованных полимерных продуктов 30 с пружинящей структурой, в соответствии с настоящим изобретением.
Фиг.17 представляет вид сзади пресс-формы 622 и ее аксонометрическое изображение.
Фиг.18 представляет поперечные сечения формованного полимерного продукта 30 с пружинящей структурой и нитей 31.
Фиг.19 показывает поперечные сечения другого амортизирующего материала 1, в соответствии с настоящим изобретением.
Фиг.20 показывает поперечные сечения еще одного амортизирующего материала 1, в соответствии с настоящим изобретением.
Фиг.21 представляет другой вариант выполнения прессования, необходимого для формования амортизирующего материала 1.
Фиг.22 представляет еще один вариант выполнения прессования, необходимого для формования амортизирующего материала 1.
Фиг.23 представляет пример процесса прессования применительно к амортизирующему материалу 1 с использованием обычного оборудования.
Фиг.24 представляет другой пример процесса прессования, используемого применительно к амортизирующему материалу 1.
Фиг.25 представляет еще один пример процесса прессования, используемого применительно к амортизирующему материалу 1.
Фиг.26 представляет еще один пример процесса прессования, используемого применительно к амортизирующему материалу 1, с использованием обычного оборудования.
Осуществление изобретения
Как понятно из пояснений к аксонометрическому изображению, представленному на Фиг.1, и виду спереди и виду сзади, показанным на Фиг.2а и 2b, амортизирующий материал 1 получают подготовкой термопластичного полимера (например, термопластичного эластомера), например композиции, получаемой смешиванием, к примеру, полиолефинового полимера, например РЕ, РР и т.д., с VAC, EVA или SBS, и переработкой композиции в формованный полимерный продукт 30 с пружинящей структурой или трехмерной структурой, и проведение формовки изделия или структуры прессованием.
Описание формованного полимерного продукта 30 с пружинящей структурой
Сначала будет описан формованный полимерный продукт (заготовка) 30 с пружинящей структурой.
Формованный полимерный продукт 30 с пружинящей структурой, используемый в настоящем варианте выполнения изобретения, представляет собой трехмерную структуру с пустотами, получаемую введением в соприкосновение (соединением), свиванием и сбором вместе (объединением) смежных произвольно расположенных петель и завитков длинных и/или коротких нитей (просто нитей 31), выполненных из вышеописанной композиции. Нити представляют собой многочисленные петли и завитки (см. местный вид А на Фиг.1, где детали, о которых идет речь, представлены в увеличенном виде). В этом варианте выполнения, формованный полимерный продукт 30 с пружинящей структурой содержит полые нити 31, сечение 31а которых показано на Фиг.1 (см. местный вид В на Фиг.1, изображающий укрупненно эту деталь).
В этом варианте выполнения, объемная плотность трехмерной структуры может составлять от 0,005 до 0,03 г/см3, в предпочтительном варианте выполнения от 0,008 до 0,03 г/см3, а в наиболее предпочтительном варианте выполнения от 0,01 до 0,03 г/см3. Коэффициент пустотности трехмерной структуры может составлять от 96 до 99%, в предпочтительном варианте выполнения от 97 до 99%, а в наиболее предпочтительном варианте выполнения от 97 до 98%.
Описание амортизирующего материала 1
Далее приводится описание амортизирующего материала 1.
Амортизирующий материал 1 получается прессованием формованного полимерного продукта 30 с пружинящей структурой. Амортизирующий материал в данном варианте выполнения, в основном, используется как материал сидений велосипедов с мотором (например, мотоциклов 10).
Амортизирующий материал 1 имеет двухслойную конструкцию, состоящую из двух листовых слоев (заготовок) - верхний слой 2 и нижележащий слой 3. Эти два слоя могут иметь одинаковые пружинящие свойства либо различные пружинящие свойства. Два листовых слоя, в предпочтительном варианте выполнения, скрепляются друг с другом клеящим веществом либо двухсторонней клеящей лентой. Различные пружинящие свойства могут быть приданы двум листовым слоям или разным частям каждого слоя соответствующим изменением плотности формованного полимерного продукта 30 с пружинящей структурой, его материала и/или диаметра нитей продукта, составляющих листовые слои. В предпочтительном варианте выполнения, два слоя имеют различные пружинящие свойства так, что, например, верхний слой ощущается как более жесткий, в то время как нижележащий слой кажется на ощупь более мягким.
Согласно данному конкретному варианту выполнения, верхний листовой слой 2 является менее жестким (более мягким), чем нижележащий листовой слой 3. Это сделано из-за того, что нижележащий слой должен быть прикреплен к основанию 4, в то время как верхний лист 2 вступает в непосредственный контакт с ягодицами ездока при езде. В предпочтительном варианте выполнения, верхний листовой слой 2 на своей верхней поверхности имеет выпуклость, которой придана форма, совместимая с формой ягодиц ездока, находящегося на сиденье в рабочей позе. С другой стороны, поскольку нижележащий листовой слой 3 прикреплен к основанию 4, он должен быть более жестким, чем верхний листовой слой 2. В предпочтительном варианте выполнения, амортизирующий материал имеет такую конструкцию, что его форма поддерживается за счет жесткости нижележащего листового слоя 3.
Амортизирующий материал 1 имеет определенную поддерживающую способность благодаря наличию нижележащего листового слоя 3. Типичное сиденье велосипеда с мотором, в котором используется пеноуретан, обычно испытывает сильный обратный толчок от поверхности дороги после упругого движения вниз в направлении дороги. Для поглощения этого обратного толчка обычные мотоциклетные сиденья из пенополиуретана часто включают цилиндрические пружины, заделанные внутрь пенополиуретана. В соответствии с настоящим изобретением сиденье имеет двухслойную конструкцию: более мягкий верхний листовой слой 2, предназначенный для приема веса человека, и более жесткий нижележащий листовой слой 3, предназначенный для поглощения направленных вниз упругих смещений. Данный конструктивный признак позволяет избежать использования цилиндрических пружин. Соответственно, сиденье в данном варианте выполнения обладает преимуществами в отношении веса и простоты конструкции, а также в том, что не требует дополнительных элементов для поглощения направленных вниз упругих смещений. Более того, масса сиденья относительно невелика, что понижает его центр тяжести и способствует стабильности позы ездока в процессе езды. Кроме того, посредством регулирования хода пуансона пресс-формы имеется возможность придавать амортизирующему материалу 1 требуемую толщину в разных его частях. Таким образом, регулировкой хода пуансона пресс-формы можно изготавливать амортизирующие материалы, отличающиеся по размеру, форме и профилю для получения различных характеристик удерживающей способности.
Поскольку амортизирующий материал 1 состоит из формованного полимерного продукта 30 с пружинящей структурой, его воздухопроницаемость настолько высока, что в нем не происходит накапливание влаги. Более того, если по трубопроводу от кондиционера пропускать охлажденный или подогретый воздух через амортизирующий материал сиденья мотоцикла 10, ездок может согреваться или охлаждаться во время езды. Если таким образом оборудовано сидение автотранспортного средства, то эта уже имеющаяся функция может быть использована, вместо установки специального оборудования.
Форма амортизирующего материала 1, имеющего двухслойную конструкцию, содержащую верхний листовой слой 2 и нижележащий листовой слой 3, не ограничена только той, что описана со ссылками на чертежи, и может быть любой, в соответствии с требованиями применения. Например, амортизирующий материал 1 может иметь однослойную конструкцию. Либо амортизирующий материал может иметь многослойную конструкцию, содержащую два и более слоя. Что касается амортизирующего материала с многослойной конструкцией, то, по крайней мере, один нижележащий слой может быть выполнен из синтетической резины, а, по крайней мере, один из слоев (желательно, верхние слои), в предпочтительном варианте выполнения, делаются из термопластичного полимера. Форма выпуклости не ограничена формой, описанной выше. Форма, профиль и размер изделия из амортизирующего материала могут быть выбраны так, чтобы наиболее точно соответствовать требованиям по стандартам на изделия, их функциям и индивидуальным требованиям заказчика.
В предпочтительном варианте выполнения, поверх амортизирующего материала, имеющего многослойную структуру (например, верхний листовой слой 2 амортизирующего материала 1) накладывается покрывающий амортизирующий материал, состоящий из формованного полимерного продукта 30 с пружинящей структурой (пришиваемый вручную, либо на швейной машине), и используется покрывающий сиденье лист. В таком случае, возможно создать волнообразные выпуклости, которые, как правило, отсутствуют на сиденьях, выполненных обычным формованием, для придания амортизирующему материалу такую форму, профиль и размер, чтобы наилучшим образом удовлетворить требованиям в отношении стандартов на изделия, функций и индивидуальных потребностей клиента. Таким образом, можно изменить размер, форму и профиль сиденья мотоцикла в соответствии с типом мотоцикла и формой тела ездока. Более конкретно, если сиденье предназначено для мотоцикла 10 или автотранспортного средства, водитель которого (например, водитель-профессионал) предъявляет жесткие требования к позе во время езды, то возможно изменить размеры, форму или профиль сиденья в соответствии с требованиями пользователя таким образом, что сиденье может точно соответствовать его позе во время езды и работы, что даст дополнительное преимущество сиденью.
Как верхний листовой слой 2, так и нижний листовой слой 3 имеют форму, соответствующую форме основания 4. На аксонометрических изображениях на Фиг.4а и 4b ясно видно, что основание 4 образует нижнюю часть сиденья мотоцикла 10. Основание 4 имеет упор 4а со своей передней стороны и выпуклость 4b сзади. Выпуклость 4b на своей нижней стороне имеет крепежный элемент 4с, посредством которого сиденье прикрепляется к раме мотоцикла 10. На основании 4 имеется несколько (например, шесть) прокладок 4d из резины, прикрепленных к его нижней стороне. Также, как видно из чертежа, имеется много пазов и отверстий.
Устройство для изготовления амортизирующего материала 1 и соответствующий способ
Далее, со ссылками на Фиг.5-10, приводится описание устройства для изготовления амортизирующего материала и способа, представляющих вариант осуществления изобретения. Способ изготовления формованного полимерного продукта 30 с пружинящей структурой будет описан в дальнейшем.
1) Шаг подачи материала
На Фиг.5 показан вид сбоку установки для изготовления амортизирующего материала 1. Этот чертеж используется для иллюстрации первого шага прессования при формовании амортизирующего материала. На Фиг.6 представлен вид спереди той же установки, также иллюстрирующий первый шаг формования. Как видно по Фиг.5 и 6, один или более формованный полимерный продукт 30 с пружинящей структурой помещается в матрицу 11 пресс-формы, выполненную из бетона (далее, просто матрица пресс-формы). По крайней мере два используемых формованных полимерных продукта 30 могут обладать одинаковыми пружинящими свойствами либо отличными друг от друга свойствами. Как было показано выше, каждый формованный полимерный продукт 30 представляет собой трехмерную структуру с пустотами, полученную введением в соприкосновение, свиванием и сбором вместе смежных произвольно расположенных петель и завитков нитей 31 (см. местный вид С на Фиг.5, показывающей нити в увеличенном виде).
Согласно данному способу изготовления, требуется подогреть формованный полимерный продукт 30 с пружинящей структурой до температуры, превышающей температуру размягчения полимеров, составляющих нити 31. Для этого, в полость 12, образованную внутри матрицы 11 пресс-формы, по линии 13 подачи горячей воды подается горячая вода (в предпочтительном варианте выполнения вода имеет температуру 70°С или выше) для нагревания формованных полимерных продуктов 30 с пружинящей структурой для их размягчения. При подаче горячей воды в полость матрицы 11 пресс-формы горячая вода проникает внутрь формованных полимерных продуктов 30 и нагревает их изнутри матрицы 11 пресс-формы. С другой стороны, матрица 11 пресс-формы может быть сама нагрета нагревателем. В этом случае, теплопроводящий элемент (например, нагреватель) желательно поместить внутри бетонных стенок матрицы 11 пресс-формы. В предпочтительном варианте выполнения, матрица 11 пресс-формы покрыта термоизоляционным материалом (например, ящиком, выполненным из дерева или пенополимера). Если необходимо нагревать воздух (включая воздух в полостях, если нити полые), окружающий нити 31, образующие формованный полимерный продукт 30 с пружинящей структурой, то желательно использовать дополнительное тепло, поступающее от нагревателя, встроенного в бетонные стенки матрицы 11 пресс-формы. Вместо линии 13 подачи горячей воды может использоваться линия 17 подачи пара либо что-то аналогичное. При использовании линии 17 подачи пара, впускные отверстия для пара делаются в стенке матрицы 11 пресс-формы с тем, чтобы пар мог входить через впускные отверстия в полость 12 внутри пресс-формы. В предпочтительном варианте выполнения пар для нагревания формуемого продукта инжектируется в пресс-форму после закрывания пресс-формы. Этот способ нагревания является предпочтительным, поскольку обеспечивает равномерную передачу тепла формуемому изделию. Когда, кроме нагревания, для прессования требуется также и повышенное давление, нагрев паром более предпочтителен, поскольку пар не только нагревает формуемое изделие, но и также может воздействовать на него давлением. Нагревание паром также эффективно для воздействия давлением при нагревании формуемого изделия, когда формуемое изделие имеет настолько сложную форму, что создать равномерное давление механическим путем невозможно.
Подготовка матрицы 11 пресс-формы может быть выполнена следующим образом. Из подходящего материала, например гипса или подобного ему, делается каркас. Каркас переворачивается и закрепляется на горизонтальной плите. На каркас или на плиту наносится разделительное средство. Цементный порошок перемешивается с водой до получения пасты, паста заливается в пространство, образуемое каркасом, после чего каркас удаляется, и остается бетонная пресс-форма. А именно, после затвердевания цементной пасты каркас переворачивается в исходное положение, и каркас и горизонтальная плита удаляются, обнажая бетонную матрицу 11 пресс-формы. В процессе подготовки имеется возможность путем создания пространства под горизонтальной плитой, прикрепленной к каркасу, и путем регулирования высоты этого пространства изменять прочность, жесткость и толщину бетона нужным образом. Например, для увеличения толщины бетона, необходимо только снизить положение фиксации плиты. Поскольку бетон обладает высокой пластичностью и легко образует требуемые формы при заливке в каркас для затвердевания, стоимость изготовления бетонной матрицы 11 пресс-формы относительно мала (1/50-1/100 доля стоимости изготовления аналогичной пресс-формы обычным способом). Бетон, помимо прочего, дает возможность изготавливать матрицы 11 пресс-формы сложной конфигурации, а также массовое изготовление одной и той же формы с высокой точностью. Например, для формования пресс-форм одного размера, один и тот каркас может использоваться многократно. Далее, поскольку бетонная пресс-форма входит в плотное соприкосновение с расплавом, только плотное смыкание стыкующихся частей пресс-формы обеспечивает прессование формованного продукта, у которого степень чистоты наружных поверхностей соответствует уровню, достигаемому абразивной полировкой. В том случае, если каркас имеет на внутренней стенке рельеф, то этот рельеф будет перенесен на соответствующую наружную стену формованного продукта. Либо если стыкуемые части пресс-формы стыкуются с проложенным между ними виниловым листом, наружная поверхность формованного продукта будет иметь отпечатки, соответствующие текстуре либо рисунку поверхности винилового листа. Более того, поскольку матрица 11 пресс-формы выполнена из бетона, она легко выдерживает высокое давление, возникающее при прессовании амортизирующего материала 1, а ее долговечность настолько высока, что позволяет выдерживать десятки тысяч циклов формования. Вес матрицы 11 пресс-формы, в предпочтительном варианте выполнения, составляет от 50 до 100 кг.
Пуансон 14 пресс-формы может включать основание 4 и платформу 14а пуансона (см. Фиг.4а и 4b). Пуансон 14 пресс-формы закрепляется в нескольких точках посредством крепежных элементов к дистальному концу домкрата-пантографа 15. Пуансон 14 пресс-формы, приведенный в движение домкратом-пантографом 15, стыкуется с матрицей 11 пресс-формы, создавая при этом давление сверху на формованный полимерный продукт 30 с пружинящей структурой, помещенный в полости 12 матрицы 11 пресс-формы. В предпочтительном варианте выполнения, прочность пуансона 14 пресс-формы позволяет ему выдерживать усилия 10 т и более. В этом варианте выполнения, несколько (например, три) домкратов-пантографов 15 прикреплены к одному пуансону 14 пресс-формы. Этим увеличивается давление, прикладываемое к формуемому изделию, а также давление распределяется по нескольким (например, трем) точкам. Домкрат-пантограф 15 может управляться вручную, либо, при необходимости, иметь автоматизированное управление с использованием мотора 15а. Проксимальный конец домкрата-пантографа 15 прикреплен к крышке 18, а крышка 18 опирается на стойки 19, расположенные на верхних краях матрицы 11 пресс-формы. Использование домкрата-пантографа 15 дает возможность упростить конструкцию установки, что ведет к снижению расходов. Вместо домкрата-пантографа 15, однако, может быть использован гидравлический или пневматический цилиндр или что-то подобное.
В предпочтительном варианте выполнения, пуансон 14 пресс-формы включает в качестве его элемента основание, которое также входит в состав конечного изделия. Основание 4 прикреплено к платформе 14а пуансона пресс-формы, причем нижняя часть основания обращена к нижней части платформы. Верхняя поверхность платформы 14а пуансона пресс-формы прикреплена посредством соединительных элементов к домкрату-пантографу 15. Поскольку часть изделия (основание 4) также входит в качестве элемента (пуансон 14 пресс-формы) в прессующее устройство, достаточно только подготовить матрицу 11 пресс-формы, а отдельной подготовки пуансона 14 пресс-формы не требуется. В обычной технологии формования пенополиуретановых изделий требуется по отдельности готовить пуансоны и матрицы пресс-формы. В установке, использующей способ в соответствии с настоящим изобретением, поскольку часть изделия является элементом пуансона пресс-формы, в изготовлении опорной плиты и пуансона нет необходимости, что ведет к сокращению расходов и повышению точности формовки.
2) Процесс сдавливания пресс-формы
На Фиг.7 представлен вид сбоку установки для изготовления амортизирующего материала 1, который иллюстрирует второй шаг формования прессованием, используемый для формования амортизирующего материала, в то время как на Фиг.8 показан вид спереди сечения той же установки, который иллюстрирует второй шаг формования прессованием. Как видно на чертежах на Фиг.7 и 8, домкрат-пантограф 15, приведенный в действие, толкает пуансон 14 пресс-формы (который воздействует на основание 4) вниз, как показано стрелками на Фиг.7 и 8, сжимая формуемое изделие. В данном конкретном варианте выполнения матрица 11 пресс-формы установлена таким образом, что пуансон пресс-формы может войти в полость 12 на большую глубину. А именно, матрица 11 пресс-формы может быть установлена таким образом, чтобы позволить пуансону 14 пресс-формы войти в полость до требуемого уровня. Схождением двух частей пресс-формы можно изменять толщину амортизирующего материала в соответствии с заданными требованиями путем изменения хода одной части пресс-формы относительно другой. Таким образом, используя одну и ту же пару стыкующихся частей пресс-формы, можно изготавливать амортизирующие материалы различной толщины. Излишне говорить, что также можно и изменять плотность амортизирующих материалов. Как показано выше, используя одну и ту же пару стыкующихся частей пресс-формы, возможно изготавливать различные амортизирующие материалы, различающиеся по плотности, пружинящим свойствам и жесткости просто посредством регулировки относительного перемещения стыкующихся частей пресс-формы нужным образом.
В показанной установке возможно легко регулировать толщину амортизирующего материала 1 путем изменения взаимного перемещения стыкующихся частей пресс-формы. В том случае, если требуется изготовить тонкий амортизирующий материал 1, необходимо только установить взаимное перемещение между двумя стыкующимися частями пресс-формы до требуемого малого расстояния. С другой стороны, если требуется изготовить толстый амортизирующий материал 1, необходимо только установить взаимное перемещение между двумя стыкующимися частями пресс-формы до требуемого увеличенного расстояния. Таким образом, в данной установке имеется возможность легко изменять толщину амортизирующего материала 1. Также возможно легко изменять плотность, пружинящие свойства и жесткость амортизирующего материала. Если угол наклона внутренних боковых стенок матрицы 11 пресс-формы (показанные на чертежах внутренние боковые стенки приблизительно перпендикулярны основанию), по необходимости, сделан меньше, чем показан на чертежах, можно изготовить амортизирующий материал, профиль которого имеет требуемый угол наклона. Требуемый угол наклона может, например, составлять от 1/50 до 1/400 (например, 1/200). Наклон может быть сделан внутрь или наружу. Если матрица 11 пресс-формы имеет слишком большой угол наклона внутрь, будет сложно установить относительное смещение между двумя стыкующимися частями пресс-формы нужной величины. Таким образом, возможно, используя одну и ту же пару стыкующихся частей пресс-формы, изготавливать одинаковые амортизирующие материалы 1, имеющие различную требуемую толщину. Например, возможно изготавливать амортизирующий материал в соответствии с конкретным индивидуальным заказом, то есть изготовить амортизирующий материал, в точности соответствующий требованиям отдельных заказчиков. Применительно к частям сиденья, обращенным к внутренней поверхности бедер ездока, желательно изготовить эти части так, чтобы они имели более высокую плотность и жесткость за счет пружинящих свойств. Этим улучшается амортизирующая способность и долговечность сиденья.
В целом, контур сиденья определяется позой ездока во время езды и является более или менее неизменным. Толщина сиденья, однако, может изменяться в зависимости от типа (требуемая поддерживающая способность) мотоцикла. Таким образом, необходимо отрегулировать толщину амортизирующего материала 1 в соответствии с типом мотоцикла. Если в качестве амортизирующего материала используется пенополиуретан, он превращается в формованный продукт в процессе вспенивания. При этом формованный продукт испытывает равномерное расширение в процессе формования при использовании одних и тех же пресс-форм. Таким образом, требуется приготовить несколько стыкующихся пар частей пресс-формы в том случае, если требуется изготовить амортизирующие материалы, имеющие различные плотности и толщины. В соответствии со способом настоящего изобретения, проблем, с которыми приходится сталкиваться в обычной технологии изготовления пенополиуретановых изделий, можно легко избежать.
3) Процесс обрезки
На Фиг.9 показан фрагмент изображения установки для изготовления амортизирующего материала 1, используемый для иллюстрации третьего шага формования прессованием, требуемого для изготовления амортизирующего материала. Как видно на чертеже на Фиг.9, после выдерживания частей пресс-формы в сведенном состоянии в течение заданного времени термический резак 16 передвигается вдоль краев пуансона 14 пресс-формы, удаляя облой 32, выступающий по краям пуансона 14 пресс-формы (см. местный вид на Фиг.9, где эта часть показана в увеличенном виде), посредством обрезки этого облоя с одновременным оплавлением концов нитей облоя. При обычной технологии, края формованного продукта обрезаются после формования для получения требуемого размера, что усложняет требуемые для этого операции. В способе, предложенном в изобретении, обрезка формованного продукта выполняется просто. В частности, поскольку обрезка производится на шаге, следующем вслед за прессованием, имеется возможность выполнить оплавление открытых концов нитей облоя для исключения их разрушения при эксплуатации, что позволяет избежать операции удаления облоя при подгонке размеров формованного продукта и упростить процедуры проверки после прессования.
4) Процесс отделения формованного продукта
Холодная вода заливается в полость 12 матрицы 11 пресс-формы для отверждения формованного полимерного продукта 30 с пружинящей структурой. Вода вливается резко, а не постепенно, благодаря чему сокращается время затвердевания. По прохождению времени, достаточного для затвердевания формованного продукта, он отделяется от частей пресс-формы. Затвердел формованный продукт или нет, определяется ослаблением давления домкрата-пантографа 15 и проверкой наличия пружинной реакции со стороны формованного продукта. Отсутствие пружинной реакции со стороны формованного продукта означает, что формованный продукт затвердел в достаточной мере. После этого повторяются циклы поочередного нагревания/охлаждения матрицы 11 пресс-формы и/или формованного полимерного продукта. Если формованный продукт состоит из полых нитей, то имеется возможность предотвратить пружинную обратную реакцию продукта 30 посредством поддержания равновесного состояния воздушных масс, заключенных в полостях нитей.
В том случае, если матрица 11 пресс-формы выполнена из бетона, полимер, даже будучи расплавленным, не прилипает к внутренним стенкам пресс-формы, что позволяет избежать применения разделительного средства. При использовании в устройстве прессования обычных пресс-форм температура в процессе прессования поднимается настолько резко, что полимерный расплав легко прилипает к внутренним стенкам пресс-форм. Для решения этой проблемы, в процессе формования пенополиуретановых изделий совершенно необходимо использовать разделительные средства, что требует дополнительного времени и технологических операций. В том случае если стыкуемые части пресс-формы выполнены из бетона, формуемое изделие настолько плотно соприкасается со стенками частей пресс-формы, что обеспечивается массовое изготовление копий, обладающих строго одинаковыми размерами и формой, даже и в случае сложной формы.
5) Завершающие операции
На Фиг.10 показано, каким образом амортизирующий материал 1 прикрепляется к основанию, верхний лист 2 и нижележащий лист 3, подготовленные, как это было описано выше, помещаются один на другой, а их сборка накладывается на основание 4. Выполненный термической формовкой лист 5 из винилового кожезаменителя накладывается на сборку и фиксируется скобкой к основанию 4. В другом варианте, крепление листа 5 из винилового кожезаменителя к основанию 4 может быть выполнено клеящей лентой. Если в нижележащем листе 3 в процессе формования допустимо наличие выемок (или пазов), которые захватываются соответствующими выемками (или пазами), образованными на основании 4, то имеется возможность закрепления сборки на основании без использования скобки или двухсторонней ленты. Крепление слоя верхнего листа 2 на нижележащий лист 3 может фиксироваться посредством клеящего вещества или клейкой ленты между двумя противолежащими поверхностями. В другом варианте, два листа могут иметь выемки или пазы на противолежащих поверхностях, которые будут входить в зацепление друг с другом при соединении двух листов. При этом для соединения двух листов не потребуется использования клеящего вещества или клейкой ленты. Следует отметить, однако, что процесс сборки верхнего листа 2, нижележащего листа 3 и основания 4 может и не потребовать какой-либо специальной процедуры крепления, поскольку они закрываются листом 5 из винилового кожезаменителя в завершающей операции.
Способ изготовления формованного полимерного продукта 30 с пружинящей структурой
Далее приводится описание примера изготовления формованного полимерного продукта 30 с пружинящей структурой, в соответствии с изложенным выше.
Как показано на диаграммах на Фиг.11, согласно способу в соответствии с настоящим вариантом выполнения изготовления формованного полимерного продукта 30 с пружинящей структурой, полиолефиновый полимер, например РЕ, РР или подобный, и другой полимер, например VAC, EVA или SBS, подаются в соответствующем количестве через барабан, питающий механизм или дозатор, и полимерное сырье смешивается в сухом виде либо растворяется в растворителе, перемешивается и гранулируется. Порошкообразная смесь или гранулы передаются в загрузочный бункер 21 или экструзионный пресс 20. Более конкретно, полимерное сырье, например РР и SBS, смешиваются посредством барабана (смесительное устройство KR компании Kato Scientific Instruments) при 40 об/мин в течение 15 мин.
Далее, как показано на аксонометрическом изображении на Фиг.12, смесь, содержащая полимерное сырье, подается через загрузочный бункер 21 в одноосный (с диаметром оси 65 мм) экструзионный пресс (экструдер) 20. Смесь расплавляется при заданной температуре (например, от 200 до 260°С), расплав перемешивается и подвергается жидкой экструзии с заданной скоростью сквозь множество фильер, подхватывается протяжным устройством 23, которое будет описано ниже, и формуется в сплошные и/или полые непрерывные нити 31, имеющие заданный диаметр (например, от 600 до 90000 денье, в предпочтительном варианте от 3000 до 30000 денье, а в наиболее предпочтительном варианте от 6000 до 10000 денье). Нити 31 в расплавленном виде образуют петли диаметром от 1 до 10 мм, желательно от 1 до 5 мм, и далее выводятся протяжным устройством внутри ванны 25 (с водой), при этом соседние нити, соприкасаясь друг с другом под водой, перепутываются, образуя случайные петли. Соприкасающиеся и спутанные части нитей частично сплавляются и скрепляются друг с другом. Нити 31 могут содержать сплошные нити и полые нити в заданном соотношении.
Толщина и объемная плотность трехмерной структуры или масса случайных петель могут быть установлены нужным образом посредством регулирования расстояния между оттягивающими (приемными) валками 24, 24 протяжного устройства 23 в ванне 25. Трехмерная структура (например, толщиной от 10 до 200 мм и шириной 2000 мм), получаемая из нитей 31 с образованием массы случайно расположенных завитков и петель, затвердевших в воде, подается на другую пару оттягивающих валков 26, 26, и образует формованный полимерный продукт 30 с пружинящей структурой.
Когда нити 31, образовавшие петли в воде, выводятся протяжным устройством 23, амортизирующие свойства получающейся трехмерной структуры могут быть нужным образом изменены посредством регулирования скорости работы протяжного устройства 23. Трехмерная структура, в том случае, если необходимо получить достаточно высокую объемную плотность, должна иметь объемную плотность от 0,03 до 0,08 г/см3, в предпочтительном варианте выполнения от 0,04 до 0,07 г/см3, а в наиболее предпочтительном варианте от 0,05 до 0,06 г/см3. Трехмерная структура, в том случае если требуется получение достаточно низкого коэффициента пустотности, должна иметь коэффициент пустотности от 91 до 97%, в предпочтительном варианте от 92 до 96%, а в наиболее предпочтительном варианте от 93 до 94%.
Скорость перемещения нитей протяжным устройством 23 устанавливается низкой с интервалом, например, от 3 до 5 м, например, снижением скорости вращения оттягивающих валков 24, 24 до нижнего заданного уровня в определенные регулярные интервалы. При этом возможно получить формованный полимерный продукт 30 с пружинящей структурой, имеющий ряд чередующихся областей с высокой плотностью и низкой плотностью, повторяющихся с регулярными интервалами в продольном направлении (например, от 30 до 50 см), причем области с высокой плотностью получаются, когда нити перемещаются с низкой скоростью, а области с низкой плотностью получаются, когда - с высокой скоростью.
Как показано на Фиг.13, если предполагается, что трехмерная структура, например, формованный полимерный продукт 30 с пружинящей структурой, не может быть изогнута оттягивающими валками 24, 24, скорость работы протяжного устройства можно установить таким образом, чтобы образовывалась трехмерная структура, содержащая ряд областей с высокой плотностью и с низкой плотностью, и настроить протяжное устройство таким образом, чтобы трехмерная структура могла изгибаться в областях с малой плотностью. Формованный полимерный продукт 30 с пружинящей структурой, полученный описанным выше процессом, разрезается резаком 27 на куски нужной длины. Ванна 25 имеет впускные и выпускные вентили (здесь не показаны).
На Фиг.14 приведен вид другого устройства, у которого резак 127 расположен в воде в ванне 125 ниже протяжного устройства 123, а транспортирующее устройство 128, содержащее конвейер с многочисленными шипами на поверхности, помещено в воде в ванне 125 напротив протяжного устройства. Конвейер, накалывая на шипы куски пружинящей структуры, образующиеся при разрезании трехмерной структуры, тем самым удерживает их на своей поверхности и относит их в заданные места. Элементы устройства, соответствующие аналогичным элементам в предыдущем варианте выполнения, имеют аналогичные цифровые обозначения с добавлением, однако, 1 в третьем разряде чисел.
Описанным выше способом может быть получен формованный полимерный продукт 30 с пружинящей структурой, имеющий, например, объемную плотность 0,03 г/см3 и толщину 50 мм. Трехмерная структура может быть изготовлена с использованием субструктур, каждая из которых обладает каким-либо одним свойством или комбинацией свойств, отличающихся от свойств других. Подробности фактического изготовления формованных полимерных продуктов 30 с пружинящей структурой с использованием описанного способа, и результаты проведенных с ними испытаний можно узнать в ЕР 00-1-182-826AI либо иных публикациях авторов настоящего изобретения.
Другие варианты выполнения формованного полимерного продукта 30 с пружинящей структурой
Далее будут описаны формованные полимерные продукты 30 с пружинящей структурой в иных вариантах выполнения, нежели показанные выше. Процесс их формования основан на вязкости полимерного сырья.
В процессе формования полимерного продукта 30 с пружинящей структурой, описанном выше, можно получить трехмерную структуру, которая содержит части, различающиеся по амортизирующим свойствам, посредством регулирования скорости вывода (нитей) и температуры нагревания. Например, можно получить формованный полимерный продукт 130 с пружинящей структурой, как показано на Фиг.15а, где амортизирующая способность ослабляется постепенно, либо через заданные интервалы, по мере перемещения испытательного щупа от периферии продукта к его сердцевине. В данном конкретном примере, периферия продукта образована твердой частью 130а, в то время как сердцевина образована мягкой частью 130b. Распределение амортизирующий способности может быть сделано обратным, как показано на Фиг.15b в формованном полимерном продукте 230 с пружинящей структурой, где сердцевина состоит из твердой части 230а, в то время как наружная часть 230b более мягкая. Также имеется возможность получить формованный полимерный продукт с пружинящей структурой, в котором разные амортизирующие свойства распределены "пятнами" (например, два пятна) по изделию, как это иллюстрирует продукт 330, показанный на Фиг.15с.
Формованный полимерный продукт с пружинящей структурой, аналогичный продукту 130, подходит в качестве амортизирующего материала для сиденья мотоцикла 10. Поскольку амортизирующий материал 1 имеет жесткие боковые поверхности, они хорошо соответствуют выпуклостям в средней части бедра ездока, когда ездок садится в сиденье и принимает позу, соответствующую нормальной езде. Формованный полимерный продукт с пружинящей структурой, аналогичный продукту 230, подходит в качестве материала для шлема. Единая трехмерная структура с мягкой поверхностью (соприкасается с головой) и жесткой сердцевиной позволяет изготавливать головные уборы (солнцезащитные шляпы и шлемы), не портящие прическу. Подобные головные уборы имеют преимущества, так как предотвращают попадание солнечных лучей, но имеют превосходную воздухопроницаемость.
Амортизирующий материал сиденья может выполнять свои функции, если обладает достаточно жесткой наружной поверхностью в соответствии с весом, приложенным к сиденью, и деформацией, которую этот вес вызывает. В таком случае, можно получить формованный полимерный продукт с пружинящей структурой, подготовив несколько тонких трехмерных структур, каждая из которых имеет свою плотность, и сложив их в определенной комбинации в единую слоистую конструкцию, вместо того, чтобы изготавливать единую трехмерную структуру, содержащую части, обладающие различной плотностью. При использовании этого способа можно сэкономить в количестве полимера, необходимого для создания пружинящей структуры, и поднять производительность. Например, можно получить формованный полимерный продукт с пружинящей структурой 430, показанный на Фиг.16а, посредством подготовки трехмерной структуры 430а, размещением под ней другой структуры 430b с более низкой объемной плотностью, а под ней - другой структуры 430с с еще меньшей объемной плотностью и скреплением всех трех структур в единую слоистую структуру.
Также возможно получить формованный полимерный продукт 30 с пружинящей структурой 530, показанный на Фиг.16b, который частично усилен полостями 530а (разделительные перегородки), которые выполнены в структуре нагреванием отдельных мест, из которых выплавляются нити. Образование полостей может быть выполнено перед операцией формования прессованием либо после нее. Также возможно получить формованный полимерный продукт 30 с пружинящей структурой, показанный на Фиг.16с, где в каждой полости имеется фиксатор 530b, например, металлическая скоба. Фиксатор может быть вставлен в полость перед операцией формования прессованием либо после нее.
Диаметр нитей 31, составляющих формованный полимерный продукт 30 с пружинящей структурой, не обязательно должен быть однородным. Даже если для сиденья используется единый амортизирующий материал, вес, прилагаемый к данной его части, зависит от того, какую часть сиденья занимает эта часть. Увеличение жесткости данной части может быть достигнуто путем изменения объемной плотности этой части, а также изменением диаметра и/или жесткости нитей, составляющих эту часть. В предпочтительном варианте выполнения, например, толстые и/или жесткие нити распределяются в части, которая находится в соприкосновении с ягодицами ездока, и несет при езде значительную часть его веса.
Для изготовления пружинящей структуры, в которой одна часть (например, центральная часть) содержит больше толстых нитей, чем другие части, пресс-форма 622 имеет фильеры, как показано на Фиг.17а, где фильеры 622а, соответствующие центральной части, имеют больший диаметр, чем у оставшихся фильер 622b. При использовании такой пресс-формы 622 толстые нити 631 экструдируются из центральной части вместе с обычными тонкими нитями 31, экструдируемыми из остальных частей, как это показано на Фиг.17b. Имеется возможность создать пружинящую структуру, в которой жесткость изменяется по сложной схеме посредством описанной выше пресс-формы.
Также имеется возможность создать амортизирующий материал, который содержит нити, имеющие такую же толщину и объемную плотность, что и сходные по конструкции, но более мягкие или более жесткие, чем в сходной конструкции, посредством использования материала нитей, отличающегося от материала в сравнимой конструкции. Например, если амортизирующий материал 1 используется для сиденья мотоцикла 10, можно использовать различный материал для нитей в соответствии с весом пользователя, что повысит рыночную ценность сиденья.
Также возможно переплести нити пружинящей структуры с природными волокнами либо металлической проволокой для создания сложной пружинящей структуры. Модифицировав таким образом нити пружинящей структуры, можно улучшить, например, термическую устойчивость, тенденцию к сминанию при длительном использовании и прочность нитей на растяжение, что является слабым местом нитей из синтетических полимеров. В предпочтительном варианте выполнения, например, нити 731 перевиваются с множеством металлических проволок 733, как показано в формованном полимерном продукте 730 с пружинящей структурой, представленном на Фиг.18а. Также, в предпочтительном варианте выполнения, полые нити 731 объединяются с металлической проволокой не только перевиванием, но и продеванием металлических проволок в полости нитей, как это показано на видах сечений комбинированных нитей на Фиг.18b и 18с.
Амортизирующие материалы 1, представляющие другие варианты выполнения
Когда матрица 11 пресс-формы и пуансон 14 пресс-формы смыкаются, сжимая заготовку из формованного полимерного продукта 30 с пружинящей структурой, можно ступенчато изменить температуру нагревания для создания тем самым пружинящей структуры, в которой жесткость изменяется от одной части к другой. Например, можно создать амортизирующий материал 101, как показано на Фиг.19а, где нижняя часть 101а (листовая часть) имеет большую жесткость, а верхняя часть 101b - мягкая. Края 101с, в предпочтительном варианте выполнения, нагреваются для придания им жесткости. В предпочтительном варианте выполнения, например, краевые части 101с, где концы нитей завиваются от нагревания, подвергаются обработке для придания им формы листа при обрезке. Краевые части 101 могут устанавливаться на плотную посадку в соответствующие края основания 4. В предпочтительном варианте выполнения, перед сборкой, краевые части 101с разводятся и за счет пружинящих свойств возвращаются в прежнее состояние, сцепляясь с соответствующими краями основания. Такая конструкция позволяет прикреплять амортизирующий материал к основанию без использования скоб, а также отделять от основания.
Когда матрица 11 пресс-формы и пуансон 14 пресс-формы смыкаются, сжимая заготовку из формованного полимерного продукта 30 с пружинящей структурой, матрица 11 пресс-формы может быть сильно нагрета, чтобы поднять температуру пресс-формы до такого уровня, чтобы расплавить поверхность формуемого изделия, которое, при затвердевании, образует твердую оболочку, покрывающую формуемое изделие (формование поверхностного слоя). При использовании этого способа можно расплавить с последующим затвердеванием только самый верхний слой 201а формуемого изделия или формованного полимерного продукта 30 с пружинящей структурой, как это показано на Фиг.19b на примере амортизирующего материала 201, для которого в дальнейшем не потребуется покрытия (например, покрытия виниловым кожезаменителем 5). Этот способ также можно использовать для формования приборной панели, используя полимер в качестве материала. А именно, в соответствии с настоящим способом, можно не только отформовать продукт, но и отформовать твердый поверхностный слой вокруг отформованного продукта. В частности, если амортизирующий материал 1 должен обладать водонепроницаемостью или стойкостью к растворителям либо должен иметь защитное покрытие, то для формования поверхностного слоя 201а предпочтительно использовать формование поверхностного слоя, основанное на горячем обжиге.
Поскольку амортизирующий материал 1, включающий формованный полимерный продукт 30 с пружинящей структурой, в соответствии с настоящим вариантом выполнения, обладает высокой воздухопроницаемостью, то для данного применения более желательно отказаться от использования винилового кожезаменителя 5, чем покрывать амортизирующий материал 1 кожей. Если покрытие из винилового кожезаменителя не используется, то, в предпочтительном варианте выполнения, формованный полимерный продукт 30 с пружинящей структурой покрывается сеткой 306, как показано на амортизирующих материалах 301 на Фиг.20а и 20b. Сетка 306 может быть нанесена поверх амортизирующего материала 310 после формования прессованием. В предпочтительном варианте выполнения, сетка 306 выполнена из водоотталкивающего материала (например, пластика). При этом сетка 306 может сохранять прекрасную воздухопроницаемость, и, таким образом, сиденье удобно использовать даже при высокой влажности и в дождливое время года. Особенно такое сиденье подходит для использования в багги, которые обычно ездят по песчаным трассам. Сетка 306 предотвращает разрушение амортизирующего материала 301 настолько эффективно, что повышает долговечность сиденья. Размер ячеек сетки 306 не ограничен тем, что показан на чертеже, а может быть сделан любым. Виниловый кожезаменитель 5 может быть нанесен поверх покрытого сеткой амортизирующего материала. Это может понадобиться в случае, когда сиденье установлено в электропоезде и, в случае повреждения, для предотвращения попадания в сидение посторонних предметов.
Стыкующиеся части пресс-формы в других вариантах выполнения
В приведенных выше вариантах выполнения, матрица 11 пресс-формы расположена внизу, а пуансон 14 пресс-формы расположен сверху, но это расположение двух частей пресс-формы может быть и обратным. Если принято обратное расположение, матрица 11 пресс-формы прикладывает свой вес к формуемому изделию в процессе прессования, и это формование прессованием производится давлениями, развиваемыми как сжимающим устройством, так и под воздействием веса матрицы пресс-формы. Как матрица 11 пресс-формы, так и пуансон 14 пресс-формы, в предпочтительном варианте выполнения сделаны из бетона, металла или пластика, армированного стекловолокном (FRP). В том случае, если более тяжелая часть пресс-формы устанавливается сверху (давящая сторона) и стыкуется с противоположной частью, расположенной внизу, можно использовать вес верхней части пресс-формы для формования прессованием. Например, формование прессованием может быть выполнено путем установки одной части пресс-формы, выполненной из более тяжелого бетона, сверху, а другой части пресс-формы, выполненной из более легкого бетона, снизу, либо разместив более крупную часть пресс-формы сверху, а меньшую часть - внизу.
Этот вариант выполнения включает домкрат-пантограф 15 для быстрого приложения однородного давления на формуемое изделие. Однако если формование прессованием использует давление, создаваемое весом более тяжелой части пресс-формы, размещаемой сверху, появляется возможность обойтись без домкрата-пантографа 15. Например, в установке для прессования, показанной на Фиг.21, пуансон 114 пресс-формы подвешен на компенсаторах 115 или аналогичных элементах, каждый из которых содержит пружинящий материал, а формование прессованием осуществляется посредством опускания пуансона 114 пресс-формы в матрицу 111 пресс-формы под действием собственного веса, как показано стрелками на чертеже. В другом варианте, пуансон 214 пресс-формы может быть соединен шарниром 215 с матрицей 211 пресс-формы, как это показано на Фиг.22. Пуансон 214 пресс-формы открывается на заданный угол, расплав полимера заливается в полость в матрице 211 пресс-формы, после чего пуансон сдвигается как показано стрелкой на чертеже до тех пор, пока он не закрывает полость внутри матрицы 211 пресс-формы. Тем самым выполняется формование прессованием с использованием веса пуансона 214 пресс-формы.
На Фиг.23а, 23b представлен пример процесса прессования амортизирующего материала 1 с использованием обычных пресс-форм.
Фиг.24-26 относятся к другим вариантам выполнения. В установках, показанных на этих чертежах, вертикальное расположение матрицы пресс-формы и пуансона пресс-формы меняется на обратное. В этих установках вес бетонной матрицы 11 пресс-формы, располагающейся сверху, служит для создания давления при формовании прессованием. Если матрица 111 пресс-формы подвешена на компенсаторах 115, выполненных из пружинящего материала, формование прессованием может быть осуществлено путем стыковки с пуансоном 114 пресс-формы под действием ее собственного веса, как это показано стрелками на чертеже (Фиг.24). В другом варианте, пуансон 214 пресс-формы может быть соединен посредством шарнира 215 с матрицей 211 пресс-формы, как это показано на Фиг.25. Пуансон 214 пресс-формы открывается на заданный угол, пуансон перемещается как показано стрелками на чертеже, пока он не закроет полость внутри матрицы пресс-формы, и таким образом выполняется формование прессованием с использованием веса матрицы 211 пресс-формы при стыковке с пуансоном 214 пресс-формы.
Хотя выше было упомянуто, что в предпочтительном варианте выполнения матрицу 11 пресс-формы следует делать из бетона, возможно с тем же успехом, что и посредством устройства в соответствии с изобретением, также использовать и обычное устройство, приспособленное для формования пенополиуретана, если пресс-формы изменены таким образом, что увеличены поля для обрезки и обеспечена возможность расширения формуемого изделия в результате прессования, как это показано на Фиг.26а и 26b. Например, в обычной установке части полимерного сырья (в жидком виде) заливаются в полость, и верхняя часть 314 пресс-формы и нижняя часть 311 пресс-формы стыкуются, закрывая полость, и полимеры вспениваются в полости (вспенивание является результатом смешивания двух полимеров). Однако устройство может быть модифицировано следующим образом: формованный полимерный продукт 30 с пружинящей структурой помещается в полость, продукт сжимается за счет стыковки двух частей пресс-формы, а облой, выступающий из стыкующихся частей пресс-формы, удаляется за счет давления, развиваемого при плотном сведении двух стыкуемых частей пресс-формы. При этом возникает возможность получения амортизирующего материала 1, как в варианте выполнения настоящего изобретения, без использования устройства с бетонными стыкуемыми частями пресс-формы. Либо, в предпочтительном варианте, проводить обрезку формованного продукта термическим резаком после снятия верхней части пресс-формы. Стыкуемые части 311, 314 пресс-формы обычного устройства могут быть сделаны из металла, например железа. В предпочтительном варианте выполнения, пресс-форма делается из бетона или металла, но также может быть сделана из комплексного синтетического полимерного материала, например пластика, армированного стекловолокном (FRP).
Как показано на Фиг.26а и 26b, можно использовать часть (например, нижнюю часть 311 пресс-формы) обычного устройства. Например, в соответствии с порядком использования обычного устройства, части полимерного сырья (в жидком виде) заливаются в полость, верхняя часть пресс-формы (не показана) и нижняя часть 311 пресс-формы стыкуются, закрывая пресс-форму, и полимеры в полости вспениваются (в результате смешивания двух полимеров). Вместо этого, формованный полимерный продукт 30 с пружинящей структурой помещается в устройство, и может быть подвергнут прессованию путем стыковки пуансона 314 пресс-формы с нижней частью 311 пресс-формы, снабженной основанием 4 (не показано).
Для процесса формования прессованием имеет значение температура окружающей среды или управление температурой. В процессе прессования, части полимерного сырья размягчаются и переплетаются. Это перемешивание, однако, не происходит на молекулярном уровне, поскольку полимеры не расплавляются полностью. При этом воздушные массы, заключенные в формуемом изделии, являются тем же воздухом, который находился в частях полимерного сырья. Для того чтобы отформовать изделие должным образом, необходимо температуру воздушных масс выровнять с температурой размягчения частей полимерного сырья. В противном случае, если повышенная температура внезапно понизится до значительно более низкого уровня, произойдет расширение воздушных масс, что может вызвать упругую реакцию, нарушающую правильность формования, если не будет сохраняться стыковка двух частей пресс-формы для поддержания состояния равновесия.
Промышленная применимость
Согласно приведенному описанию, в соответствии с изобретением, можно быстро изготавливать амортизирующий материал, содержащий формованный полимерный продукт с пружинящей структурой, который обладает требуемым сопротивлением в отношении к прилагаемому весу и удару. Возможно также массовое производство такого амортизирующего материала. Поскольку изготовление таких амортизирующих материалов основано на формовании прессованием, имеется возможность легко изменять размер и форму отдельных изделий. Если амортизирующий материал должен подвергаться вертикальным вибрациям, горизонтальным вибрациям или комплексным вибрациям, то по обеим сторонам амортизирующего материала можно сделать выпуклости и углубления, чтобы амортизирующий материал мог как можно лучше поглощать вибрации.
В соответствии со способом, предложенным в настоящем изобретении, поскольку облой одновременно обрезается и оплавляется термическим резаком, который движется вдоль краев пуансона пресс-формы при смыкании двух стыкуемых частей пресс-формы, обрезка становится простой операцией. В частности, поскольку обрезка выполняется на этой стадии формования, предотвращая разрушение открытых нитей по краям, тем самым делается ненужной операция обрезки и снятия облоя, необходимая в противном случае после прессования, благодаря чему сокращается трудоемкость обработки после прессования.
Кроме того, поскольку основание, к которому прикрепляется формованный полимерный продукт с пружинящей структурой, также выполняет функцию пуансона пресс-формы, для выполнения формования требуется подготовить только матрицу пресс-формы, что ведет к сокращению производственных затрат. Далее, поскольку изделие само по себе используется как часть формующего устройства, улучшается точность формования.
Имеется возможность, при использовании устройства формования, включающего единую пару стыкующихся частей пресс-формы в соответствии с настоящим изобретением, изготавливать амортизирующий материал, части которого отличаются друг от друга толщиной. Таким образом, используя одно и то же устройство, можно изготавливать различные амортизирующие материалы, отличающиеся по размеру, форме и плотности, в соответствии с индивидуальными требованиями, не применяя разнообразные пары частей пресс-формы. В частности, имеется возможность при необходимости изготавливать сиденья для конкретного типа мотоцикла, изменять толщину сиденья в зависимости от типа мотоцикла (необходимую поддерживающую способность). Например, используя способ в соответствии с настоящим изобретением, можно, при необходимости, изготавливать тонкие амортизирующие материалы, регулировать формующее устройство таким образом, чтобы уменьшалось расстояние между двумя стыкующимися частями пресс-формы. Наоборот, когда требуется изготавливать толстые амортизирующие материалы, можно регулировать формующее устройство так, чтобы расстояние между двумя стыкующимися частями пресс-формы стало большим. Таким образом, можно изготовить амортизирующий материал в соответствии с индивидуальным заказом, то есть сделать амортизирующий материал, точно отвечающий индивидуальным требованиям конкретных заказчиков.
Далее, в соответствии с предложенным в изобретении способом, возможно легко изготавливать амортизирующие материалы, отличающиеся по своим свойствам, включая толщину, путем простого регулирования интервала перемещения между двумя стыкующимися частями пресс-формы, и выбором подходящего материала (например, диаметра нити, текстуры, объемной плотности и коэффициента пустотности). В частности, в соответствии с предложенным в изобретении способом, возможно с помощью одного устройства изготавливать различные амортизирующие материалы согласно индивидуальным требованиям, отличающиеся по размеру, форме и плотности, не прибегая к использованию многочисленных пар частей пресс-формы. Например, возможно, если требуется изготовить сиденья для мотоциклов или автотранспортных средств определенного типа, то могут быть сделаны сиденья, толщина которых изменяется в зависимости от типа мотоцикла или автотранспортного средства (необходимая поддерживающая способность). Более того, в соответствии с предложенным в изобретении способом, возможно изготавливать амортизирующие материалы, в которых распределение пружинящих свойств и жесткости может быть сделано любым, просто изменением интервала перемещения между двумя стыкующимися частями пресс-формы, без изменения физических свойств самого амортизирующего материала. Например, когда амортизирующий материал используется в качестве сиденья мотоцикла или автотранспортного средства, имеется возможность изменения амортизирующего материала в соответствии с типом мотоцикла (для туризма, дорожных гонок или мотокросса), не прибегая к каким-либо сложным технологическим процессам, что было бы необходимо в противном случае. Если амортизирующий материал используется как материал сиденья мотоцикла для мотокросса, он может быть изготовлен так, чтобы выдерживать вес ездока. При этом ездок может управлять мотоциклом, сидя на сиденье, что гарантирует его устойчивость во время езды.
Если амортизирующий материал содержит два или более слоев, можно легко изменять свойства амортизирующего материала путем соответствующего выбора составляющих его формованных полимерных продуктов с пружинящей структурой (например, в отношении диаметра нитей, материала, объемной плотности, коэффициента пустотности и др.) либо путем регулирования интервала перемещения между двумя стыкующимися частями пресс-формы. Например, распределение пружинящих свойств между верхним слоем и нижележащим слоем может быть изменено, согласно требованиям, без применения какой-либо сложной технологии: достаточно просто иметь комбинацию верхнего и нижележащего слоев с одинаковыми пружинящими свойствами, либо иметь одну жесткость у верхнего слоя и меньшую жесткость у нижележащего слоя. Также возможно составить такую комбинацию верхних слоев с нижележащими слоями, чтобы сформировать ступенчатое изменение толщины между соседними слоями для создания центрального выступа.
Таким образом, имеется возможность изготавливать сиденья, которые могут легко выполнить заданные требования, например соответствие предъявляемым к изделию стандартам, функциональные требования и индивидуальные потребности клиента, благодаря чему растет ценность изделия. Например, если амортизирующий материал используется в качестве материала сиденья мотоцикла или автотранспортного средства, возможно изменить сиденье согласно типу мотоцикла или автотранспортного средства или анатомическим особенностям ездока. Более конкретно, если сиденье предназначено для мотоцикла или автотранспортного средства, для водителя которого (например, водителя-профессионала) важно поддержание определенной позы во время езды, имеется возможность изменить сиденье в соответствии с требованиями пользователя так, чтобы сиденье могло точно соответствовать требованиям к позе водителя и особенностям эксплуатации. Если амортизирующий материал используется как материал сиденья мотоцикла для мотокросса, он может быть изготовлен так, чтобы выдерживать вес ездока. При этом ездок может управлять мотоциклом, сидя на сиденье, что гарантирует его устойчивость во время езды.
В соответствии с предложенным в изобретении способом, изготовление амортизирующих материалов отличается простотой по сравнению с изделиями из пенополиуретана, подвергающимися вторичной переработке обычными способами. В отличие от пенополиуретана, при изготовлении изделий из которого используются токсичные материалы, например толиленадиизоцианат (TDI) и др., формованный полимерный продукт, в соответствии с настоящим изобретением, может быть изготовлен без выделения токсичных газов, чем обеспечиваются хорошие условия для работы.
В соответствии с предложенным в изобретении способом, такие полимеры, как РЕ и аналогичные, могут быть переработаны в упаковку для пищевого масла из термопластичных полимеров либо разлагаемые микроорганизмами пластиковые пленки для применения в сельском хозяйстве, что дает дополнительные преимущества. Амортизирующие материалы, выполненные из формованного полимерного продукта с пружинящей структурой, сами могут подвергаться многократной переработке с расплавлением использованных амортизирующих материалов и использования расплавления в процессе формования прессованием. Формованный полимерный продукт в соответствии с настоящим изобретением настолько хорошо пригоден для многократной переработки, что не представляет никакой нагрузки на окружающую среду даже и в том случае, если подлежит переработке после использования. Более того, формованный полимерный продукт в соответствии с настоящим изобретением может быть изготовлен с небольшими производственными затратами, поскольку для его изготовления могут быть использованы полимеры вторичной переработки.
Предложенный в изобретении амортизирующий материал, выполненный из формованного полимерного продукта с пружинящей структурой, обладает высокой долговечностью и устойчивостью к сминанию даже после продолжительного использования, обладает очень небольшим местным продавливанием и не создает ощущения касания твердого дна или вертикального раскачивания. Более того, амортизирующий материал, когда на него садится пользователь, равномерно воспринимает вес пользователя по всей области соприкосновения с амортизирующей структурой. Поэтому амортизирующий материал вызывает меньшее утомление пользователя, чем подушки из пенополиуретана, и меньшее напряжение у пользователя. Таким образом, амортизирующий материал в соответствии с изобретением, создает у пользователя специфическое ощущение отсутствия напряжения, которое практически недостижимо у подушки из пенополиуретана.
Амортизирующий материал в соответствии с изобретением из формованного полимерного продукта с пружинящей структурой обладает настолько хорошими пружинящими свойствами, что при использовании его для сидений автотранспортного средства или мотоцикла можно обойтись без применения цилиндрических пружин, которые устанавливались под обычными сиденьями автотранспортных средств или мотоциклов для поглощения реакции от неровности поверхности дороги, создающей неудобства ездоку. Этим упрощается конструкция сиденья, понижается центр тяжести, что помогает стабилизировать при езде автотранспортное средство или мотоцикл.
Поскольку формованный полимерный продукт в соответствии с настоящим изобретением имеет структуру с вытянутыми пустотами, он обладает такой хорошей воздухопроницаемостью, что не задерживает влагу. В том случае если по трубе от кондиционера подается подогретый или охлажденный воздух, он может проходить сквозь амортизирующий материал сиденья мотоцикла, и ездок может согреваться или охлаждаться во время езды. Поскольку амортизирующий материал устойчив к воздействию воды и не подвержен разложению, будучи пропитанным водой, его с успехом можно использовать как материал сиденья мотоцикла. Амортизирующий материал можно мыть водой, и даже после этого он быстро высыхает.
Как было описано выше, предложенный в изобретении способ изготовления амортизирующего материала из формованного полимерного продукта с пружинящей структурой с успехом используется для получения амортизирующего материала, состоящего из формованного полимерного продукта с пружинящей структурой, то есть материала, используемого в качестве любой опоры, на которой можно сидеть или лежать, например сиденья автотранспортных средств, мотоциклов, велосипедов, электропоездов, самолетов, седел для верховой езды, стульев, диванов и кроватей, вне зависимости от того, подвергается ли сиденье воздействию вибраций или нет, в качестве замены обычного амортизирующего материала из пенополиуретана.
Если амортизирующий материал используется как опорный элемент сиденья, на которое во время эксплуатации должны воздействовать вибрации, то необходимо одну из поверхностей амортизирующего материала подвергнуть формованию прессованием. С другой стороны, если амортизирующий материал используется в качестве опорного элемента сиденья, на которое в процессе эксплуатации могут воздействовать интенсивные вибрации, например сиденья автотранспортного средства или мотоцикла, то желательно, чтобы два или более амортизирующих материала перекрывали друг друга, из которых каждый содержит формованный полимерный продукт с пружинящей структурой со свисающими боковыми частями.
Если в устройстве для формования прессованием используется домкрат-пантограф вместо гидравлического устройства, то устройство может иметь более простую конструкцию, за счет чего может быть достигнуто сокращение производственных расходов. Кроме того, в устройстве такой конструкции проще регулировать интервал перемещения между стыкующимися частями пресс-формы.
Варианты выполнения настоящего изобретения не ограничены вариантами, перечисленными выше, но допускают большое число изменений и модификаций в пределах технической области притязаний изобретения. Кроме того, поскольку в вышеприведенной конструкции могут быть сделаны определенные изменения в пределах области притязаний изобретения, предполагается, что любые изменения и варианты выполнения, эквивалентные вышеописанным, должны считаться включенными в пределы технической области притязаний изобретения.
Таким образом, приведенная ниже формула изобретения, отражающая наиболее широкую область притязаний, не направлена на какое-либо устройство, имеющее конкретную конструкцию, а предназначена для защиты сущности заявляемого изобретения. Настоящее изобретение обладает новизной и промышленной применимостью и, как целое, оно не является очевидным из уровня техники на момент его создания для специалиста среднего уровня. Более того, настоящее изобретение является пионерским и имеет революционный характер. Таким образом, приведенная ниже формула изобретения подлежит самой широкой интерпретации для обеспечения легальной защиты настоящего изобретения.
Из вышепревиденного описания очевидно, что приведенные выше цели, а также цели, очевидно вытекающие из описания, полностью достигнуты. Кроме того, поскольку некоторые изменения могут быть сделаны в описанной выше конструкции в пределах области притязаний изобретения, подразумевается, что все содержащееся в вышеприведенном описании или показанное в приложенных чертежах должно интерпретироваться только как иллюстрация и не восприниматься в ограничительном смысле.
Также подразумевается, что нижеприведенная формула охватывает все общие, частные и эквивалентные признаки описанного здесь изобретения.


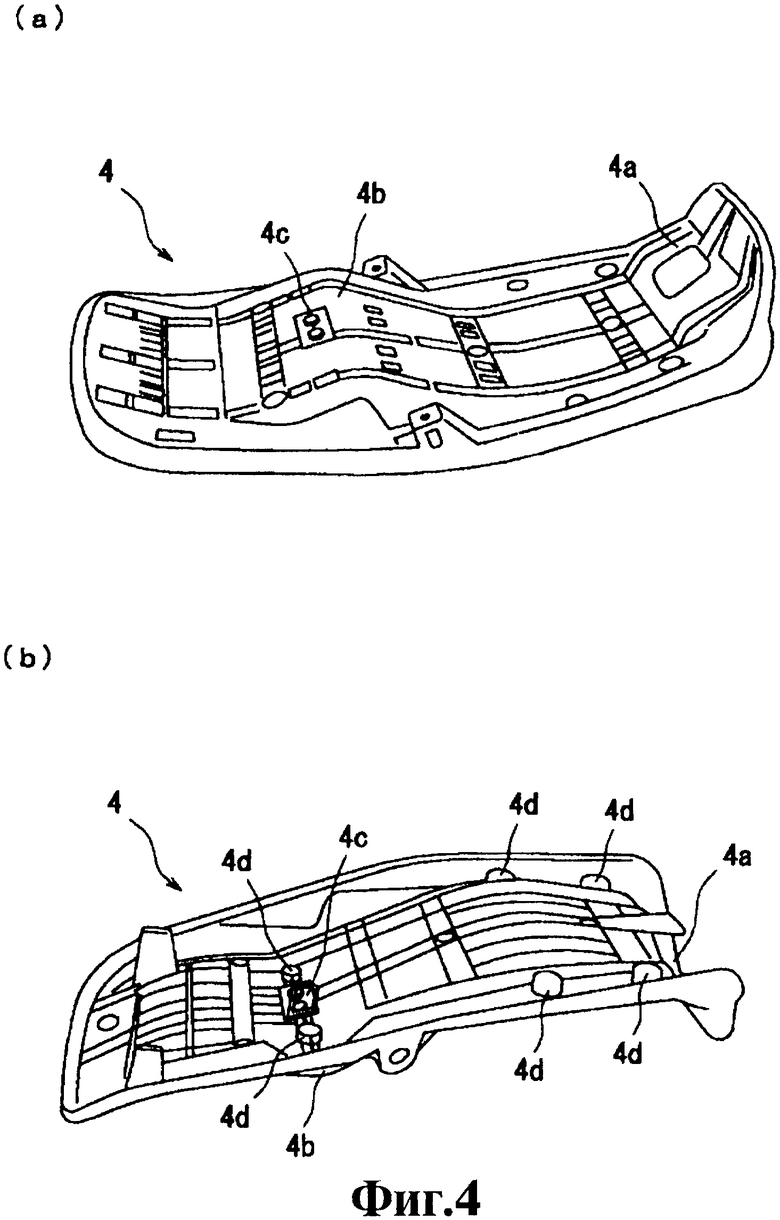



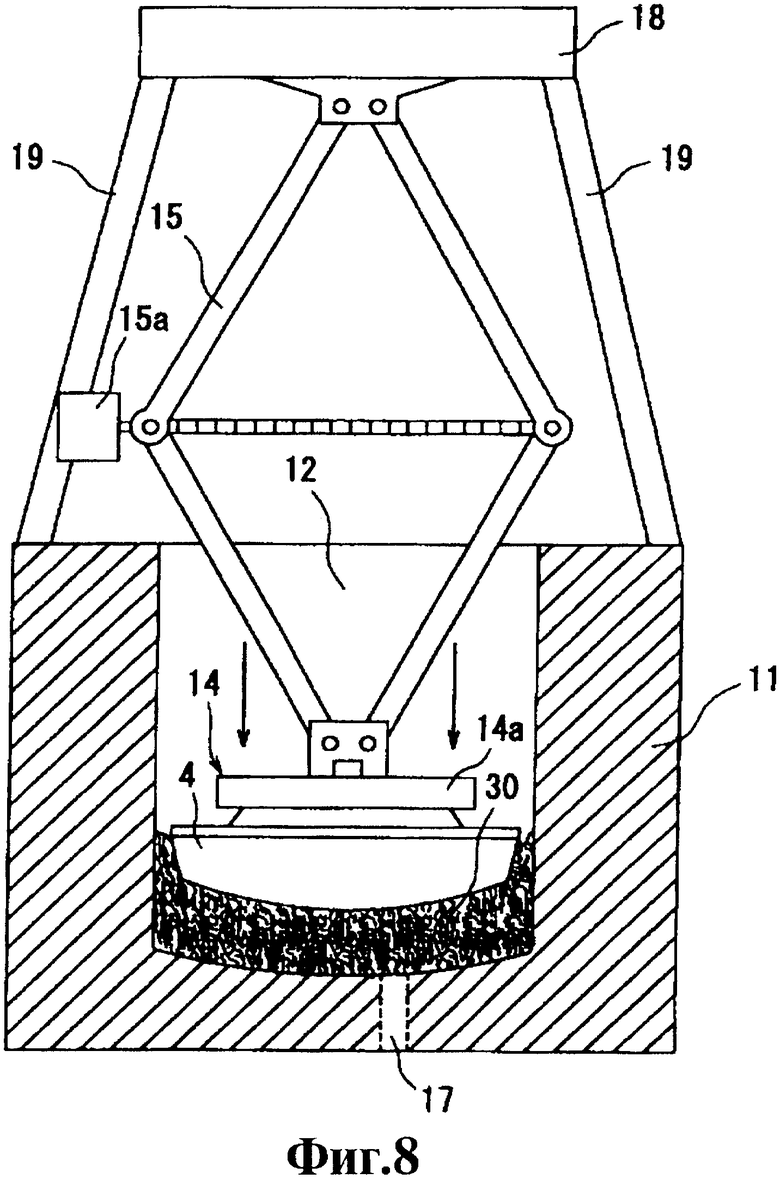



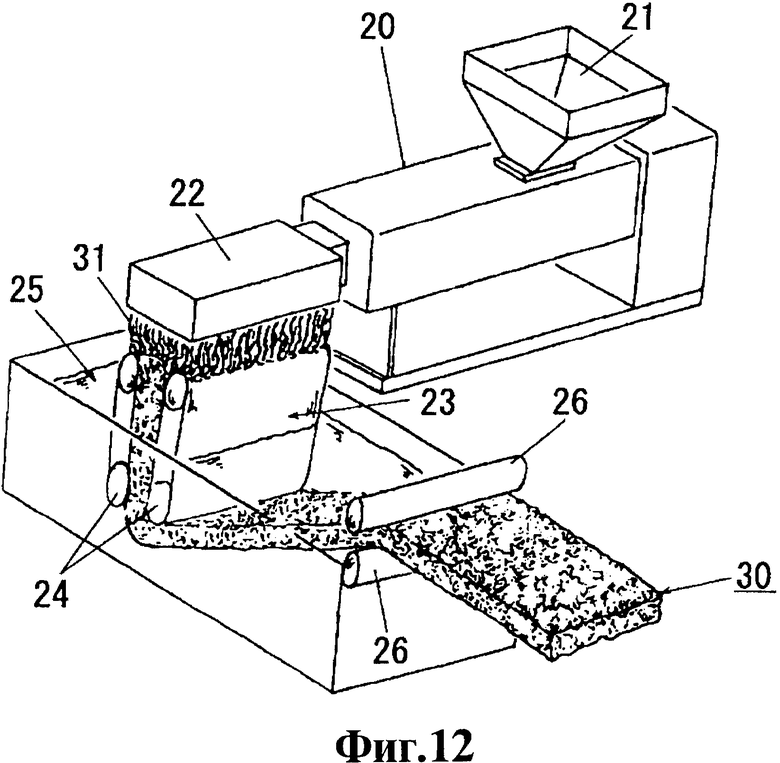


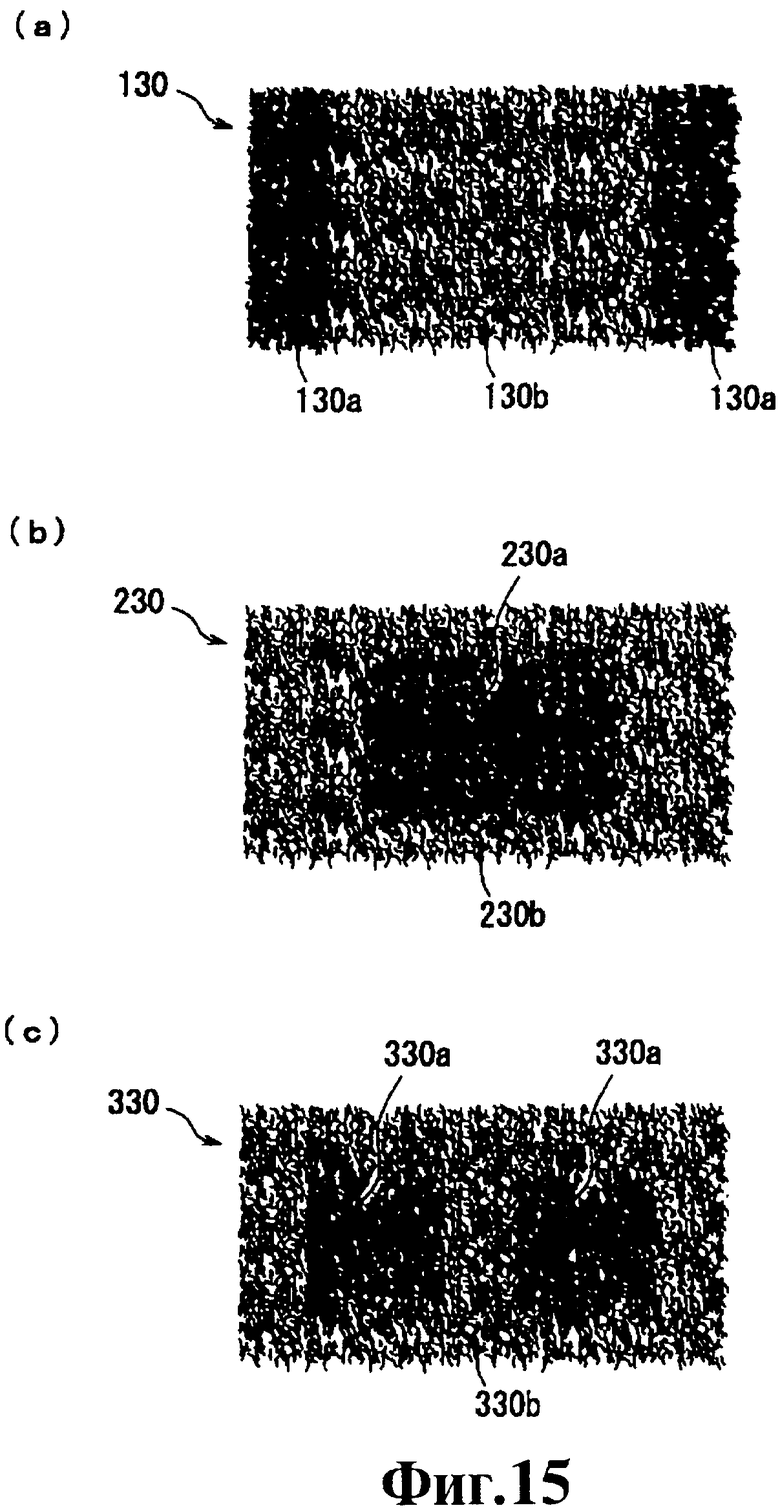


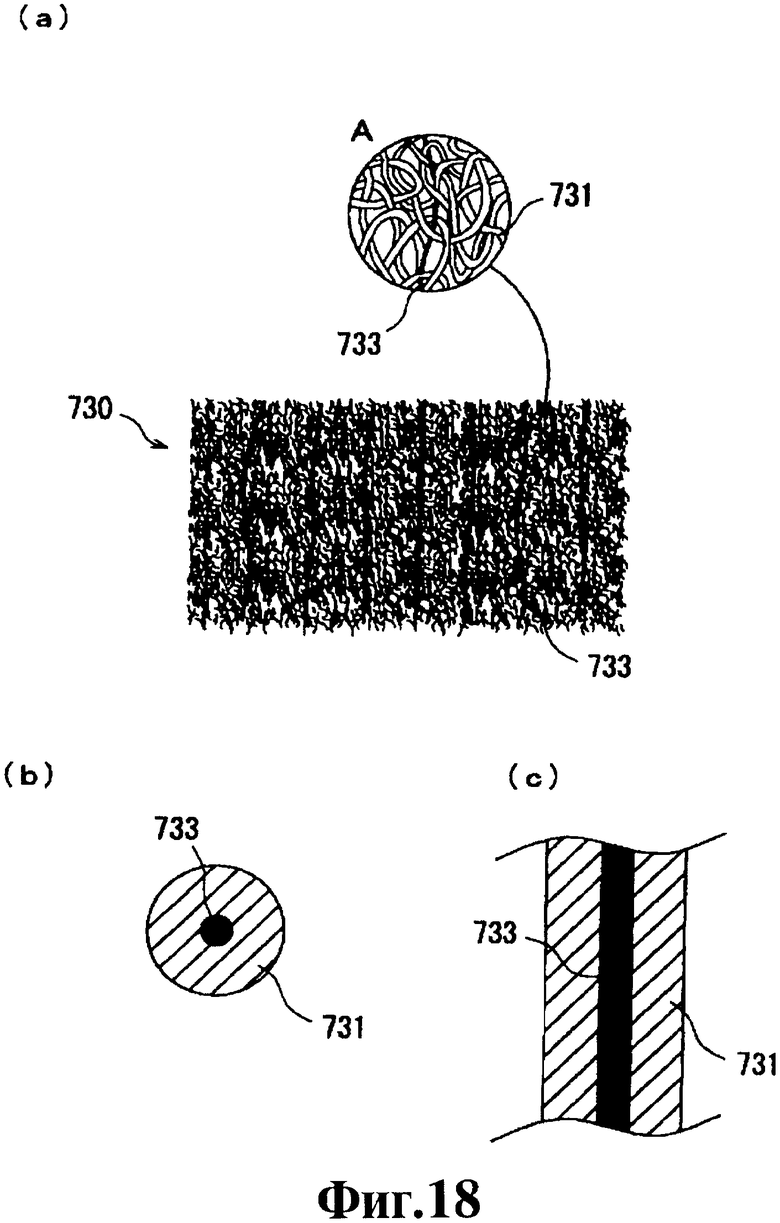
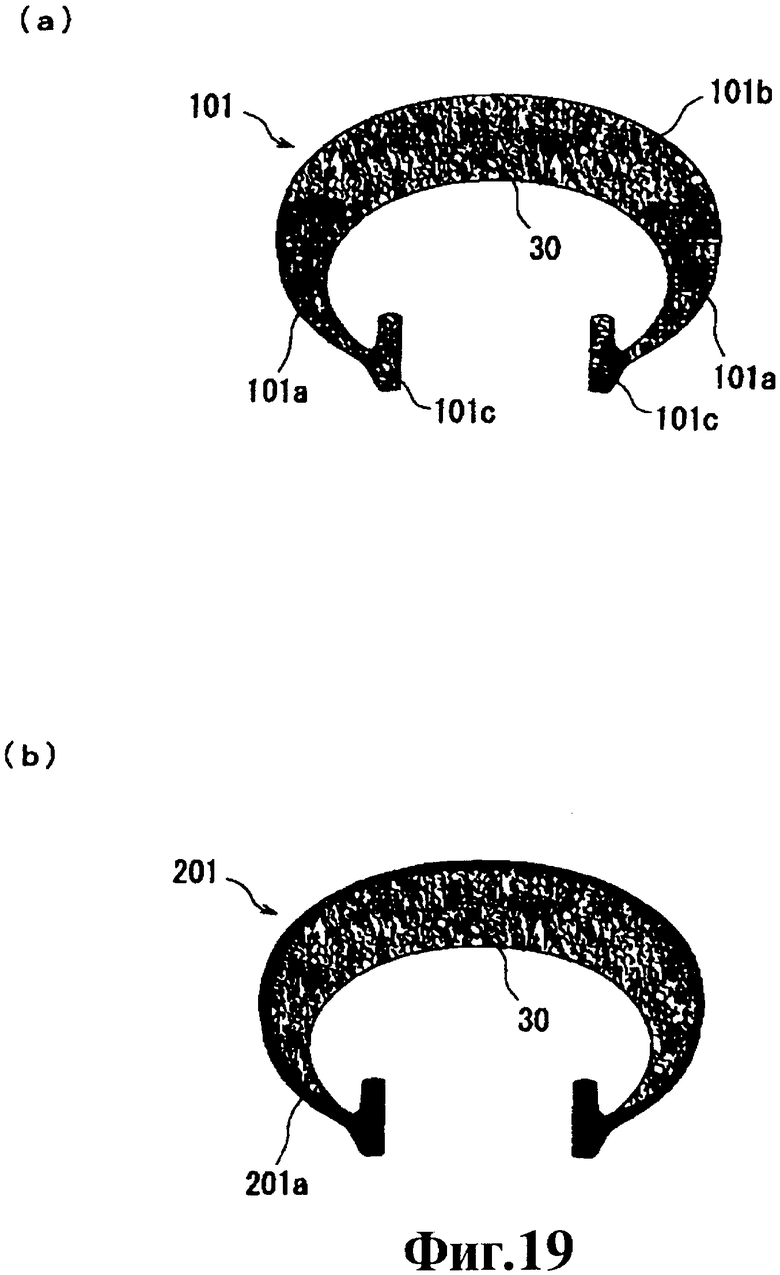
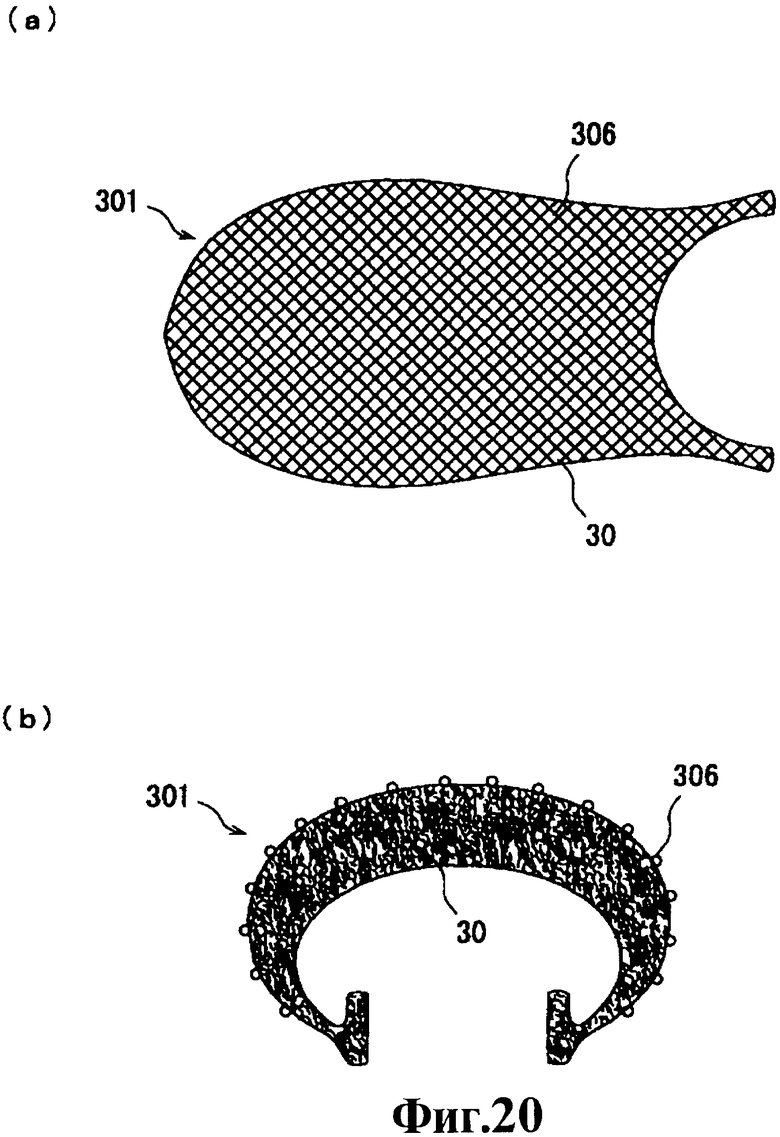






Изобретение относится к амортизирующему материалу из формованного полимерного продукта и к способу его изготовления. Амортизирующий материал из формованного полимерного продукта имеет трехмерную структуру с пустотами и заданной объемной плотностью. Трехмерная структура сформирована посредством введения в соприкосновение, свивания и собирания смежных произвольно расположенных петель или спиралей сплошных и/или полых непрерывных нитей и/или коротких нитей из термопластичного полимера. Структура подвергается нагреву в пуансоне или в матрице пресс-формы до температуры, достаточной для размягчения трехмерной структуры. Структура подвергается сжатию до толщины, соответствующей длине хода пуансона, и отверждению охлаждением. Техническим результатом изобретения является повышение точности и упрощение процесса формования изделия. 4 н. и 6 з.п. ф-лы, 42 ил.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Устройство для термической обрезки стыкуемых элементов | 1981 |
|
SU988485A1 |
| Матрица для изготовления строительныхиздЕлий C РЕльЕфНыМ РиСуНКОМ | 1979 |
|
SU841983A1 |
| Камерный фильтр-пресс автоматического действия | 1981 |
|
SU990263A2 |
| Нетканый многослойный материал | 1981 |
|
SU988924A1 |

