Изобретение относится к изготовлению полых изделий из полимерных материалов путем формования листовых заготовок и соединения кромок склеиванием, преимущественно к изготовлению мячей для настольного тенниса из целлулоида.
Цель изобретения - повышение качества изделий.
На фиг. 1 изображена полоса заготовки с группой пробитых технологических отиз отформованной заготовки, совмещенная с подрезкой фасок по длине окружности торцов полушарий. Ширина фасок у большого 4 и малого 5 полушарий одинакова и равна ширине шва мяча (примерно 2 мм). Фаски прорезываются на всю глубину стенки мяча. Подрезка фасок у большого полушария производится резцами, перемещающимися с радиусом, равным радиусу поверхности торца большого
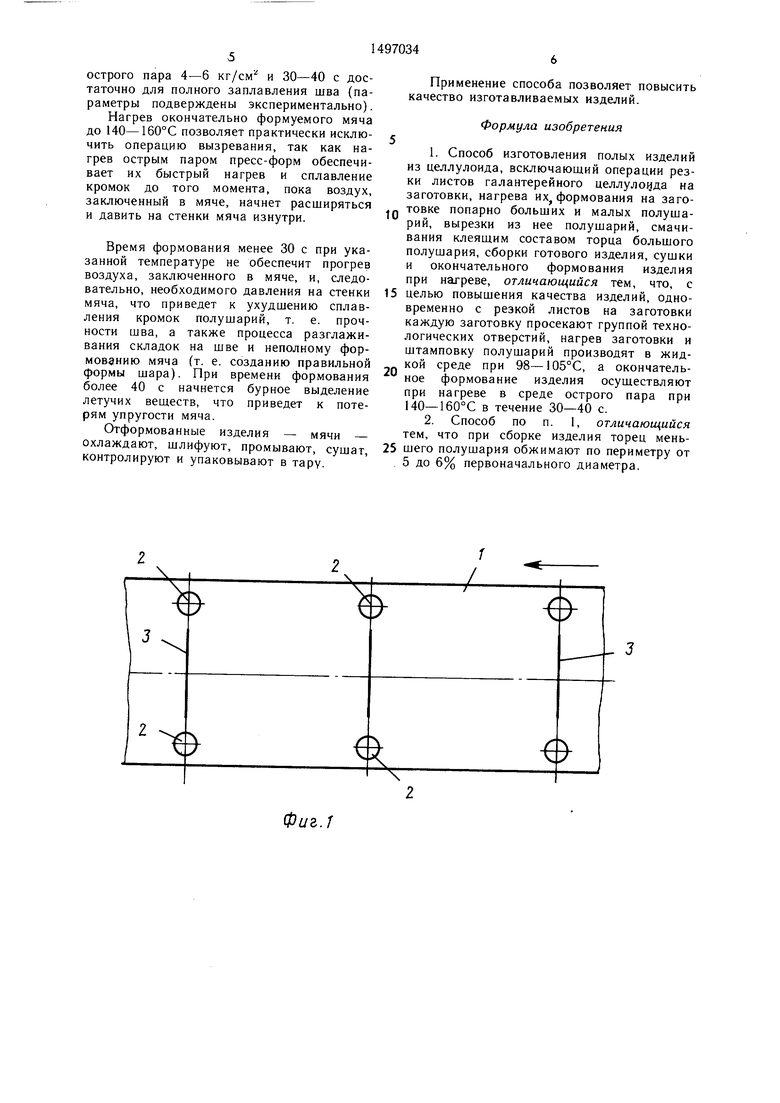
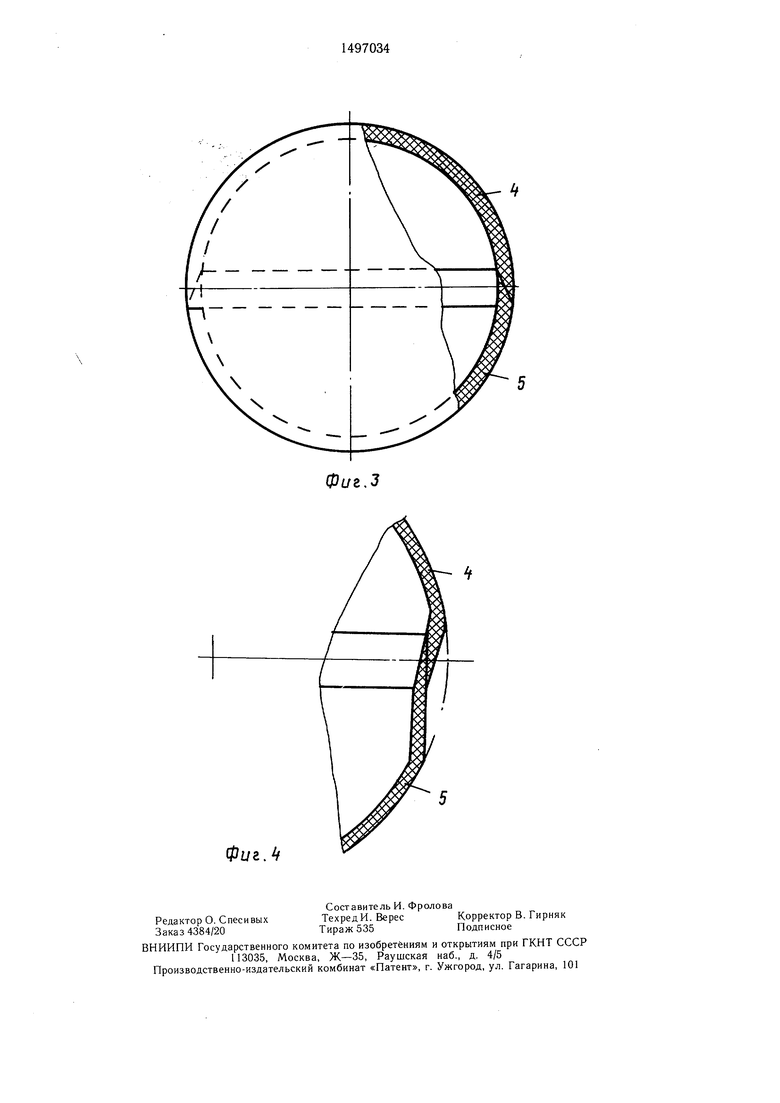
верстий; на фиг. 2 - полоса заготовки полушария, с углом наклона относительво время формовки полушарий; на фиг. 3 - общий вид мяча для настольного тенниса, пример конкретного выполнения; на фиг. 4 - место соединения полушарий до формования.
Предложенный способ осуществляется следующим образом: Лист галантерейного целлулоида размером 1380X660X0,5 мм режется на полосы заготовки 1 шириной 60 мм и длиной 660 мм. Одновременно просекается девять технологических отверстий 2 и 3. Они предназначены для беспрепятственного истечения целлулоида заготовки с целью равномерной вытяжки полушарий. Отверстия 2 могут быть использовано для закрепления заготовки 1 при формовании: заготовка 1 фиксируется этими отверстиями на установочных штырях штамповочного автомата. Перед началом формования заготовка 1, матрицы и пуансоны, размещенные на вращающемся барабане, помещаются в
но оси полушария, равным 10±1 и с продольной подачей, равной толщине стенки полущария (2 мм). Подрезка торцов малого полущария производится вращаю- 5 щейся вокруг оси и подвижной в осевом направлении фрезой, установленной внутри полущария с углом наклона, равным 10±1°.
Величина углов определяется из зависимости.
20
tga Н
25
где Н - ширина шва;
h - толщина стенки мяча;
ос- угол наклона при вершине торца.
Зная ширину шва мяча (у лучших мячей класса «экстра она равна 2 мм) и температуру стенки мяча ,38 мм), находим:
tga ,19- a 10°46
Исходя из вероятных отклонений разразогретую до кипения воду 98°С или воду 30 меров L и Н,а определен равным 10dzl°.
с добавлением глицерина для повышения температуры разогревающей жидкости до 105°С. Другие жидкости использовать нельзя, так как они вступают в химическую реакцию с целлулоидом.
На помещенной в горячую воду заготов- 35 дуется ке 1 формуют одновременно двенадцатью пуансонами попарно больщие и малые полушарии. Штамповка полушарий в жидкой горячей среде обеспечивает оптимальные физико-механические свойства материала, ста- JQ бильность 1 оторых характеризуется постоянством температуры окружающей среды (включая температуру пуансонов). Образование складок предотвращается, так как материал хорошо прогрет и практически течет, а метод фиксации заготовок 1 не препятст- 45 охлаждением проточной водой.
Для большей надежности собираемых мячей торец малого полушария 4 при сборке обжимают по периметру от 5 до 6% от первоначального диаметра. Более чем на 6% обжатие не рекомен- во избежание поломок. Далее контролируют взаимное положение полушарий, устраняя перекосы и несоосность, смачивают торец большого полушария клеющим раствором и собирают изделие - мяч.
После этого изделие окончательно формуют в пресс-формах, нагреваемых острым паром при 1 140-160°С и давлении
4-6 кг/см в течение 30-40 с с последующим фиксированием формы изделия
вует свободному пластическому течению целлулоида.
Время формования каждой пары полуща- рий не менее 10 с. Этого времени достаточно для равномерной вытяжки материала.
так как успевает произойти перестройка 50 шарий.
Такая температура обеспечивает хо- рощее размягчение материала и удаление определенного количества летучих веществ для получения требуемой упругости стенок мяча и полное сплавление двух полуПри температуре ниже 140°С увеличивается время формования, а также снижается качество шва по прочности и по товарному виду (остаются следы в месте контакта полушарий, а также нерасправленные складки от формования).
структуры волокон материала на молекулярном уровне.
Охлаждение заготовки после формования производится на том же барабане потоком водопроводной воды.
После того, как форма полущарий зафиксирована при остывании до температуры менее 50°С, производится попарная вырезка больщих 4 и малых 5 полушарий
из отформованной заготовки, совмещенная с подрезкой фасок по длине окружности торцов полушарий. Ширина фасок у большого 4 и малого 5 полушарий одинакова и равна ширине шва мяча (примерно 2 мм). Фаски прорезываются на всю глубину стенки мяча. Подрезка фасок у большого полушария производится резцами, перемещающимися с радиусом, равным радиусу поверхности торца большого
полушария, с углом наклона относитель полушария, с углом наклона относительно оси полушария, равным 10±1 и с продольной подачей, равной толщине стенки полущария (2 мм). Подрезка торцов малого полущария производится вращаю- 5 щейся вокруг оси и подвижной в осевом направлении фрезой, установленной внутри полущария с углом наклона, равным 10±1°.
Величина углов определяется из зависимости.
20
tga Н
5
где Н - ширина шва;
h - толщина стенки мяча;
ос- угол наклона при вершине торца.
Зная ширину шва мяча (у лучших мячей класса «экстра она равна 2 мм) и температуру стенки мяча ,38 мм), находим:
tga ,19- a 10°46
Исходя из вероятных отклонений размеров L и Н,а определен равным 10dzl°.
дуется охлаждением проточной водой.
Для большей надежности собираемых мячей торец малого полушария 4 при сборке обжимают по периметру от 5 до 6% от первоначального диаметра. Более чем на 6% обжатие не рекомен- во избежание поломок. Далее контролируют взаимное положение полушарий, устраняя перекосы и несоосность, смачивают торец большого полушария клеющим раствором и собирают изделие - мяч.
После этого изделие окончательно формуют в пресс-формах, нагреваемых острым паром при 1 140-160°С и давлении
4-6 кг/см в течение 30-40 с с последующим фиксированием формы изделия
дуется охлаждением проточной водой.
шарий.
Такая температура обеспечивает хо- рощее размягчение материала и удаление определенного количества летучих веществ для получения требуемой упругости стенок мяча и полное сплавление двух полу 50 шарий.
55
При температуре ниже 140°С увеличивается время формования, а также снижается качество шва по прочности и по товарному виду (остаются следы в месте контакта полушарий, а также нерасправленные складки от формования).
При t 170°С мячи взрываются. Оптимальная температура формования 140- 160°С. При этой температуре давление
5 -6 кг/см
острого пара 4-6 кг/см и 30-40 с достаточно для полного заплавления шва (параметры подверждены экспериментально). Нагрев окончательно формуемого мяча до 140-160°С позволяет практически исключить операцию вызревания, так как нагрев острым паром пресс-форм обеспечивает их быстрый нагрев и сплавление кромок до того момента, пока воздух, заключенный в мяче, начнет расширяться и давить на стенки мяча изнутри.
Время формования менее 30 с при указанной температуре не обеспечит прогрев воздуха, заключенного в мяче, и, следовательно, необходимого давления на стенки мяча, что приведет к ухудшению сплавления кромок полушарий, т. е. проч- также процесса разглажи- на шве и неполному фор- (т. е. созданию правильной При времени формования более 40 с начнется бурное выделение летучих веществ, что приведет к потерям упругости мяча.
Отформованные изделия - мячи - охлаждают, шлифуют, промывают, сушат, контролируют и упаковывают в тару.
ности шва, а вания складок мовднию мяча формы шара).
1497034
5
0
5
Применение способа позволяет повысить качество изготавливаемых изделий.
Формула изобретения
1.Способ изготовления полых изделий из целлулоида, всключаюший операции резки листов галантерейного целлулоида на заготовки, нагрева их, формования на заготовке попарно больших и малых полушарий, вырезки из нее полушарий, смачивания клеящим составом торца большого полушария, сборки готового изделия, сушки и окончательного формования изделия при нагреве, отличающийся тем, что, с целью повышения качества изделий, одновременно с резкой листов на заготовки каждую заготовку просекают группой технологических отверстий, нагрев заготовки и штамповку полушарий производят в жидкой среде при 98-105°С, а окончательное формование изделия осушествляют при нагреве в среде острого пара при 140-1бО°С в течение 30-40 с.
2.Способ по п. 1, отличающийся тем, что при сборке изделия торец меньшего полушария обжимают по периметру от 5 до 6% первоначального диаметра.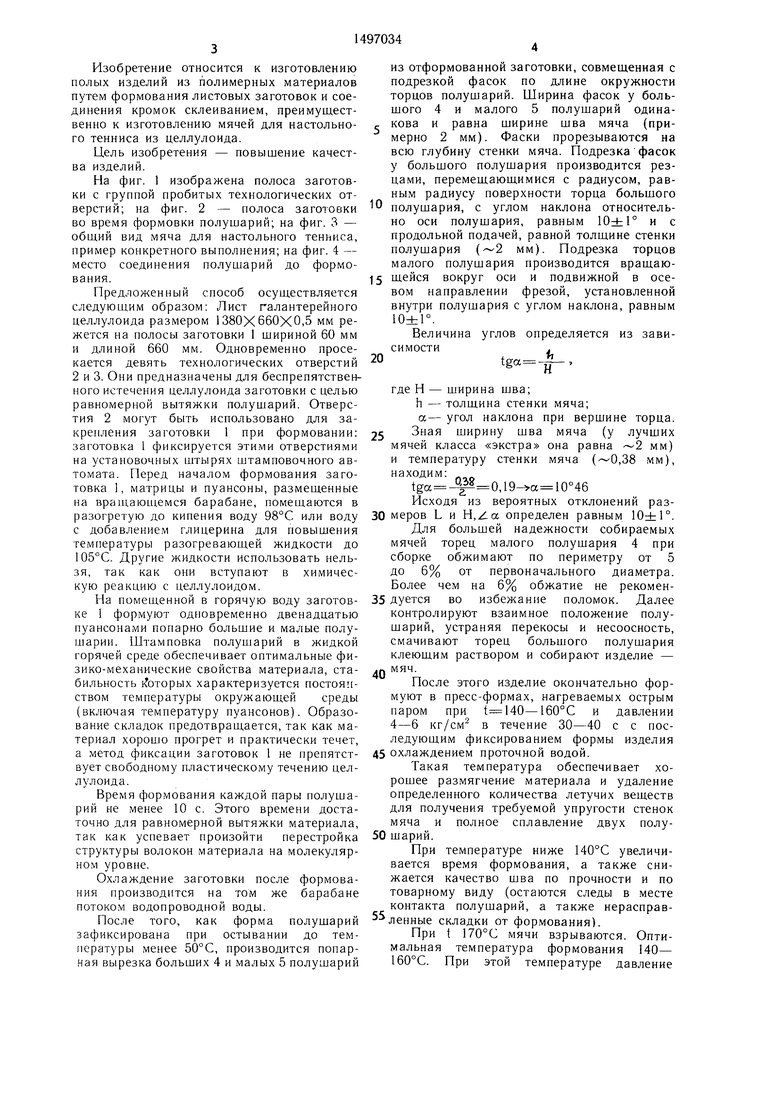
| название | год | авторы | номер документа |
|---|---|---|---|
| Целлулоидный мяч для настольного тенниса | 1986 |
|
SU1701332A1 |
| Способ изготовления спортивных мячей, в том числе-футбольных | 1956 |
|
SU103812A1 |
| СПОСОБ КОНТРОЛЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2301136C2 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ производства спортивного мяча (варианты) | 2023 |
|
RU2810378C1 |
| Способ подготовки под соединение концов трубчатых элементов | 1989 |
|
SU1703224A1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2036063C1 |
Изобретение относится к изготовлению полых изделий из полимерных материалов путем формования листовых заготовок и соединения кромок склеиванием, преимущественно к изготовлению мячей для настольного тенниса из целлулоида. Цель изобретения - повышение качества изделий. По предлагаемому способу лист галантерейного целлулоида режут на заготовки 1. Одновременно с резкой просекают технологические отверстия 2 и 3, предназначенные для беспрепятственной равномерной вытяжки полушарий 4 и 5. Перед началом формования заготовку, матрицы и пуансоны, размещенные на вращающемся барабане, помещают в разогретую жидкую среду при температуре от 98 до 105°С. Время формования каждой пары полушарий не менее 10 с. Охлаждают заготовки потоком водопроводной воды. После остывания заготовок до температуры менее 50°С вырезают полушария большое 4 и малое 5 из заготовок, одновременно по торцам полушарий подрезают фаски длиной, равной ширине шва мяча около 2 мм. Для большой надежности сборки изделий, торец малого 5 полушария при сборке, обжимают по периметру. После сборки изделие формуют в среде острого пара при температуре от 140 до 160°С и давлении 4-6 кг/см2 в течение от 30 до 40 с. с последующим фиксированием формы изделия охлаждением проточной водой. 1 з.п.ф-лы, 4 ил.
Фиг. Г
Фиг.З
ФигЛ
| Установка для изготовления изделий из полимерных материалов | 1973 |
|
SU503727A1 |
| Солесос | 1922 |
|
SU29A1 |
| Пояснительная записка к автоматической линии по изготовлению целлулоидных мячей настольного тенниса | |||
| Государственный проектно-технологический и экспериментальный институт «Оргстанкинпром, № 15551, 1960, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
