I
Изобретение относится к металлурiгии и может быть использовано в прокатном производстве для направления, центрирования прокатываемой полосы перед клетями и намоточными устройствами.
Направление движуи4ейся горячей палосы к тянущим роликам наматываюи их устройств и поддержание этого направления в процессе сматывания является одним из важных условий получения качественного нетелескопичного рулона.
Известны пнёвмолинейки листового прокатного стана, включакмцие установленные подвижно на направляю1чих линейки и каретки, взаимосвязанные между собой пневмоприводом перемещения линеек для чистовой настройки раствора и винтовым приводом перемещения линеек для предварительной настройки раствора. Для более надежного центрирования движущейся эолосы предусмотрены два привода
перемещения линеек. Предварительный раствор линеек устанавливается в зависимости от ширины полосы с помощью винтового привода от электродвигателя, окончательный - с помощью пневмопривода, независимого от электрического. Второй привод начинает перемещать линейки только в тот момент, когда передний конец движущейся полосы попадает в район
10 линеек. Такая конструкция направляющих обеспечивает устойчивость линеек, повышает их быстродействие т.
Недостатком этой конструкции направляющих линеек является их частая
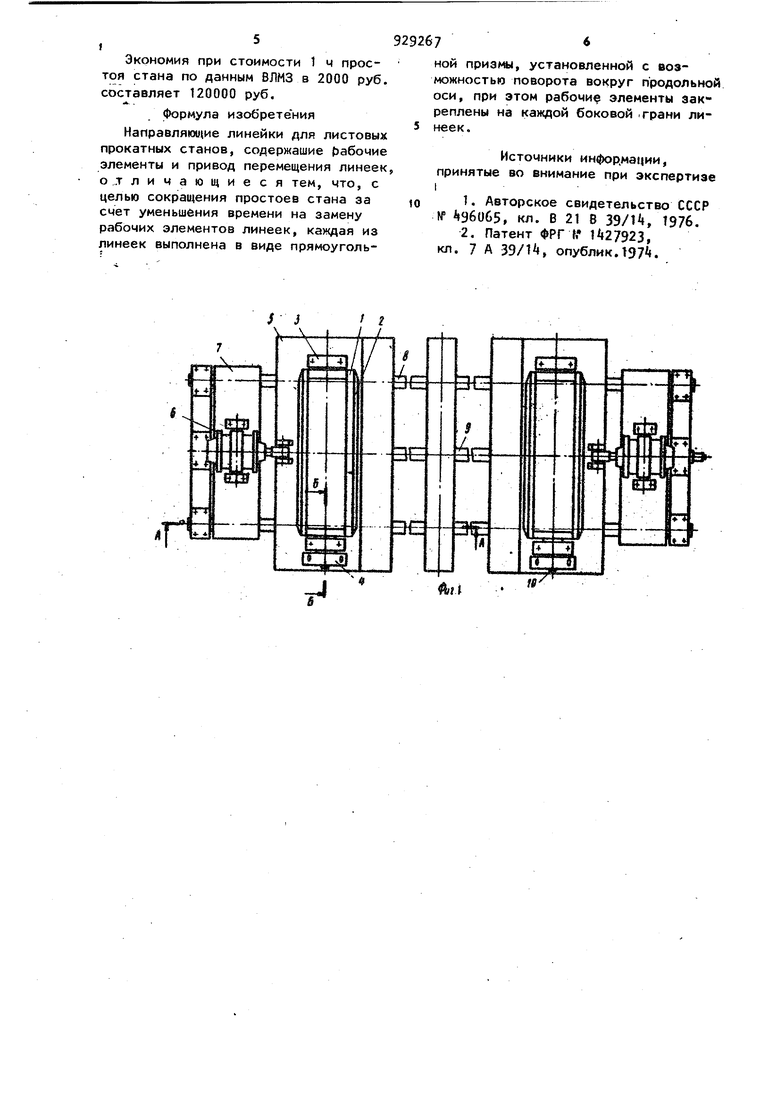
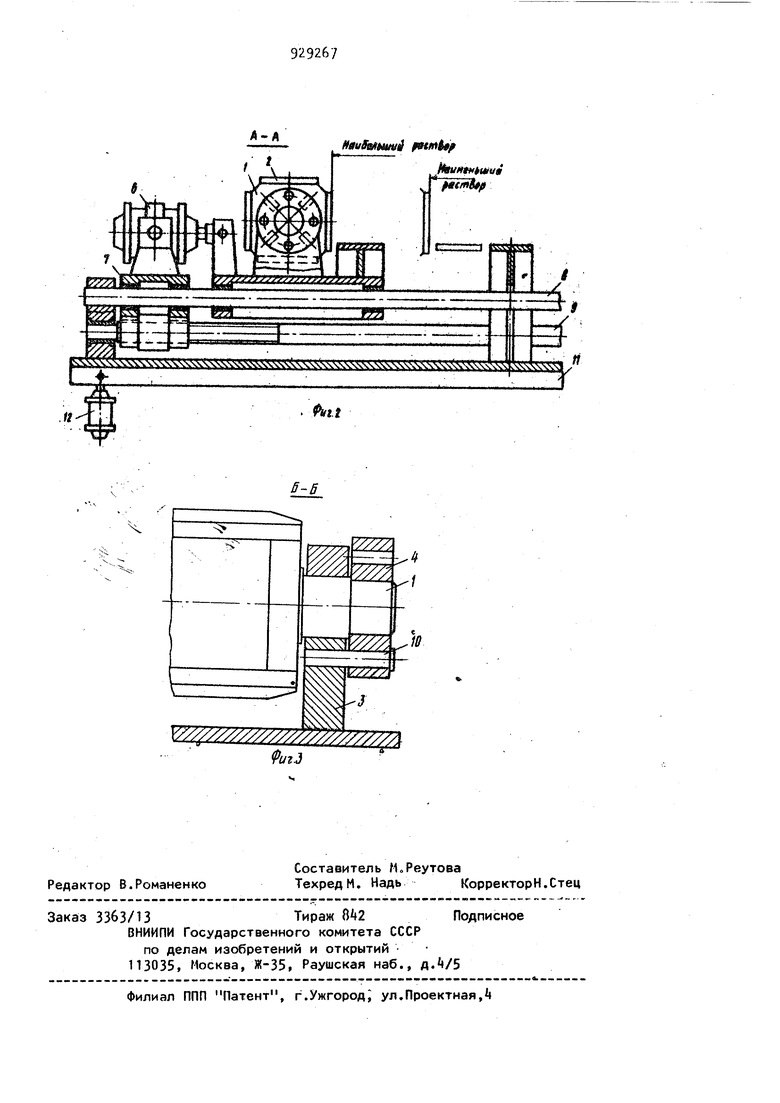
15 замена из-за быстрого износа рабочих элементов, так как контакт полосы с рабочими элементами линеек происходит в очень узком диапазоне по толщине полосы. Движущаяся полоса проре20зывает в рабочих элементах линеек канавки, в которые попадают края последующих более толстых полос, что приводит к их заклиниванию, к рваниям края полосы, да и .качественное центрирование движуо1ейся полосы становится невозможным. Поэтому рабочие элементы линеек приходится менять до вольно часто (1-2 раза в смену), для чего приходится останавливать стан. Известны также направляющие линей ки для листовых прокатных станов, включающие рабочие элементы и привод перемещения линеек и позволяющие в З раза удлинить срок их службы, так как в одном случае рабочие элементы относительно движущейся полосы принудительно совершают периодическое медленное движение вверх и вниз а в другом - направляющие неподвижны, а ролики рольганга до и после направляющих совершают движение вверх и вниз вместе с движущейся полосой. Этим достигается равномерный износ рабочих элементов, который может быть компенсирован приводом перемещения линеек на новый раствор t2J. , Однако удлинение в 3 раза срока службы линеек недостаточно, так как замена рабочих элементов линеек раз в двое суток значительно понижает производительность стана. Цель изобретения - сокращение простоев стана за счет уменьшения времени на замену рабочих элементов линеек. Поставленная цель достигается тем, что каждая из линеек выполнена в виде правильной прямоугольной приз мы, установленной с возможностью принудительного поворота вокруг продольной оси, при этом, рабочие элементы закреплены на каждой боковой грани линеек. Такал конструкция линеек позволяет заменять износившиеся рабочие эле менты, не останавливая стана, последовательным поворотом очередной боко вой грани правильной прямоугольной призмы в рабочее положение. Такие об разом можно сократить чмсло простоев ,стана во столько раз, сколько боковы граней выполнено на призме. На фиг.1 схематически изображены предлагаемые направляюи|ие линейки, вид в плане , на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1. Направляющие линейки для листовых прокатных станов состоят из линеек 1,выполненных в виде правильной прямоугольной, призмы, на боковых гранях которой закреплены рабочие элементы 2.Ось призмы расположена в стойках 3 и имеет на свободном конце поворотный диск Ц. Стойки 3 прикреплены к основанию 5, шарнирно связанному с пневмоприводом 6, установленным на каретке 7. Основание 5 и каретка 7 подвижно посажены на круглые направляющие 8. Правая и левая каретки 7 взаимосвязаны винтовым приводом 9 перемещения. Поворотный диск имеет торцовые отверстия по числу, равному количеству боковых граней призмы, а в стойке 3 выполнено отверстие, причем диаметр отверстий диска 4 и стойки 3 равен диаметру фиксирующего пальца 10. Под направляюи1ими линейками установлены балки 11 с возможностью принудительного перемещения от приводов 12. Устройство работает следующим образом. Перед прокаткой раствор линеек 1 предварительно устанавливается винтовым приводом 9 перемещения, причем между прокатываемой полосой и рабочими элементами 2 линеек 1 остается зазор на 10-15 мм больше хода двух приводов 6. При входе полосы в район линеек 1 срабатывают пневмоприводы 6, которые перемещают основание 5 по направляющий 8 и сближают линейки 1, центрируя тем самым полосу в нунном положении. Одновременно приводом 12 направляющие линейки совершают периодическое медленное движение вверх и вниз. о По мере износа рабочих элементов 2 поворотным диском k приема поворачивается так, чтобы следующая ее боковая грань стала в рабочее положение. Диск стопорится фиксирующим пальцем 10 относительно стойки 3. Далее по мере износа в рабочее положение ставится последовательно следуюи ая грань призмы, а затем стан останавливают и заменяют линейку на запасную. В предлагаемом примере исполнения правильную прямоугольную призму берут четырехгранной, следовательно, время простоев стана уменьшает9Я в раза по сравнению с временем простоев, рассчитанным для известных линеек, и равняется 20 ч.
Экономия при стоимости 1 ч простоя стана по данным ВЛМЗ в 2000 руб. составляет 120000 руб.
Формула изобретения Направляюи(ие линейки для листовых прокатных станов, содержащие рабочие элементы и привод перемещения линеек отличающиеся тем, что, с целью сокраи4ения простоев стана за счет уменьшения времени на замену рабочих элементов линеек, каждая из линеек выполнена в виде прямоуголь7
ной призмы, установленной с возможностью поворота вокруг продольной оси, при этом рабочие элементы закреплены на каждой боковой грани линеек.
Источники информации, принятые во внимание при экспертизе
1
. Авторское свидетельство СССР f 96065, кл. В 21 8 39/14, 1976.
2. Патент ФРГ ff 1 27923, кл. 7 А 39/U, опубликЛ97«.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для направления полосы в стане горячей прокатки при смотке в рулон | 1981 |
|
SU980889A1 |
| Пневмолинейки листового прокатного стана | 1974 |
|
SU496065A1 |
| ВВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253525C1 |
| Манипулятор листового прокатного стана | 1977 |
|
SU900910A1 |
| СПОСОБ БОКОВОГО НАПРАВЛЕНИЯ ПОЛОСЫ ПРИ ЕЕ БЕЗОСТАНОВОЧНОМ ПЕРЕМЕЩЕНИИ РОЛЬГАНГОМ ПРЕИМУЩЕСТВЕННО ОТ КЛЕТИ К МОТАЛКЕ ДЛЯ ДАЛЬНЕЙШЕЙ СМОТКИ В РУЛОН | 1999 |
|
RU2197349C2 |
| Направляющее устройство полосового прокатного стана | 1980 |
|
SU858970A2 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| Устройство для центрирования и транспортирования проката | 1980 |
|
SU921654A1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ ДЛЯ БЕСШОВНЫХ ТРУБ, ОСНАЩЕННАЯ СМЕННЫМ ПОПЕРЕЧНЫМ НАПРАВЛЯЮЩИМ УСТРОЙСТВОМ | 2016 |
|
RU2678625C1 |
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198755C2 |
gaSefNuuS jfSttA f
Шинпимуш tftii
