Известны станки для газопрессовой сварки, в которых горелка монтируется «а каретке подвижной параллельно оси свариваемых деталей, а подача газа контролируется выключателем. В таких станках не обеспечено регулярное включение и выключение подачи газа при крайних положениях каретки.
Предлагаемый станок отличается от известных тем, что в нём предусмотрена связь между подвижной кареткой, несущей горелку, и приспособлением для включения и выключения подачи газовой смеси, обеспечивающая автоматическое срабатывание выключателя газа при достижении горелкой крайних положений.
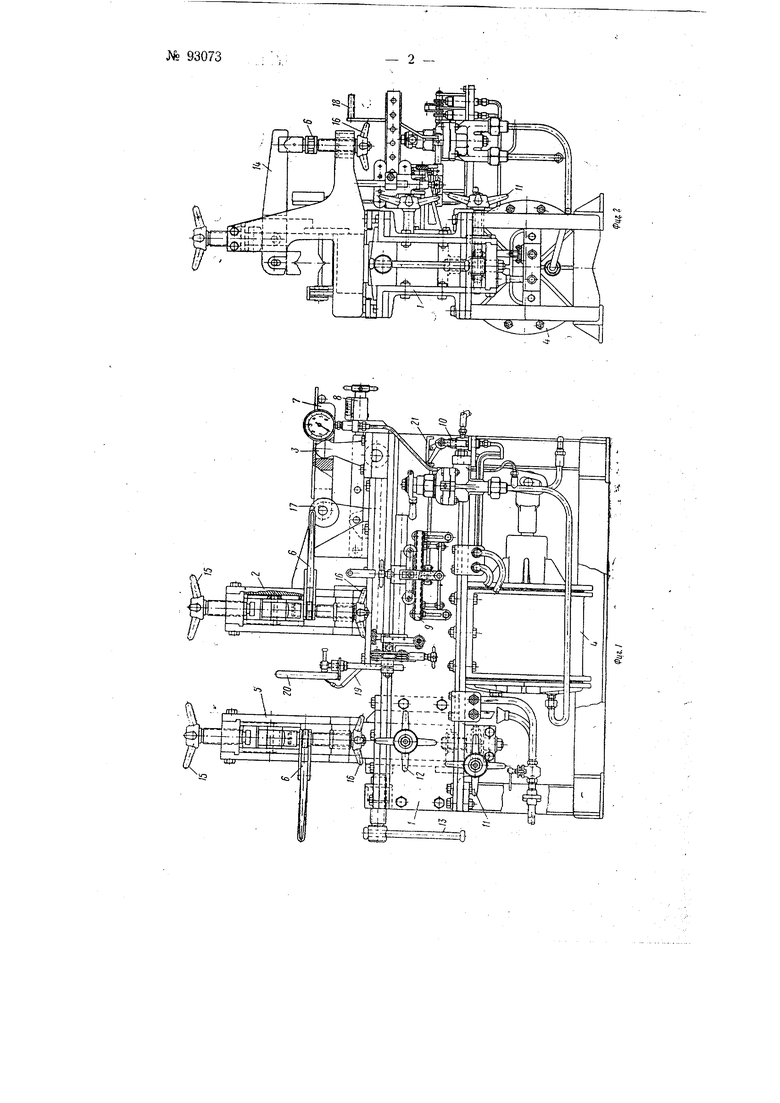
На фиг. 1 изображён вид станка спереди; на фиг. 2-вид тото же станка сбоку.
На правой части станины 1 помещается подвижная плита, составляющая часть узла правого захвата 2. Эта плита под действием рычага 3 может передвигаться в направляющих вдоль оси станины У. Правый захват служит для закрепления одной из свариваемых частей. Слева на станине 1 установлен левый захват 5, который служит для закрепления второй свариваемой части и может перемещаться по высоте и поперёк станка при помощи щтурвалов 11 и 12, что обеспечивает центровку свариваемых частей при их установке. Окончательная фиксация положения левого захвата осзществляется винтом посредством рукоятки 13. Зажатие свариваемых деталей в каждом захвате осуществляется при помощи рычага 14. Для возможности сварки на станке более разнообразных по размеру деталей точка опоры рычага 14 может перемещаться в вертикальном направлении с помощью щтурвала 15. Давление на зажимаемую деталь создаётся вручную путём нажатия на длинный конец рычага винта, приводимого в движение щтурвалом 16 или трещоткой 6. Рычаг 5 служит для передачи усилия прессования на правый захват 2. Нижний конец рычага 5 соединён при помощи валика с головкой штока поршневого пневматического двигателя 4, а верхний конец соединён с помощью шатуна 7 с правым захватом 2. Рабочее движение поршня цилиндра 4 производится давлением поступающего в цилиндр воздуха, а возвращение поршня в исходное положение осуществляется под действием пружины.
На одном конце шатуна 7 находится эксцентрик 17, при помощи которого усилие осадки можно создать вручную. На каретке 9 закрепляется сварочная горелка 20, приводимая в возвратно-поступательное движение вдоль оси свариваемой детали
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для газопрессовой сварки | 1961 |
|
SU143299A1 |
| Станок для газопрессовой сварки | 1946 |
|
SU91419A1 |
| Горелка для газопрессовой сварки и термической обработки | 1948 |
|
SU89338A1 |
| Станок для газопрессовой сварки | 1948 |
|
SU82435A1 |
| Станок для газопрессовой сварки | 1948 |
|
SU83715A1 |
| Станок для газопрессовой сварки | 1951 |
|
SU93074A1 |
| Станок для газопрессовой сварки рельсов | 1960 |
|
SU137752A1 |
| Сварочный станок для газопрессовой сварки | 1946 |
|
SU68713A1 |
| Газокислородная многопламенная горелка | 1953 |
|
SU97957A1 |
| Способ газопрессовой сварки стыковых соединений | 1948 |
|
SU85719A1 |