Известны станки для газопрессовой сварки встык, в которых для захвата свариваемых деталей применяют переставные зажимы с независимым зажатием деталей каждым захватом в отдельности, с использованием поршневых пневматических двигателей для создания усилия осадки и регулировкой величины осадки, с возвратно-поступательным движением горелки вдоль оси свариваемых деталей, причем движение горелки может производиться от электродвигателя или вручную.
Предлагаемый станок отличается от известных тем, что в нем кроме уже существующих пневматических двигателей, предназначенных для создания усилия осадки, применены в захватах для зажима и закрепления свариваемых деталей также порщневые пневматические двигатели, чем создаются условия удобного управления станком.
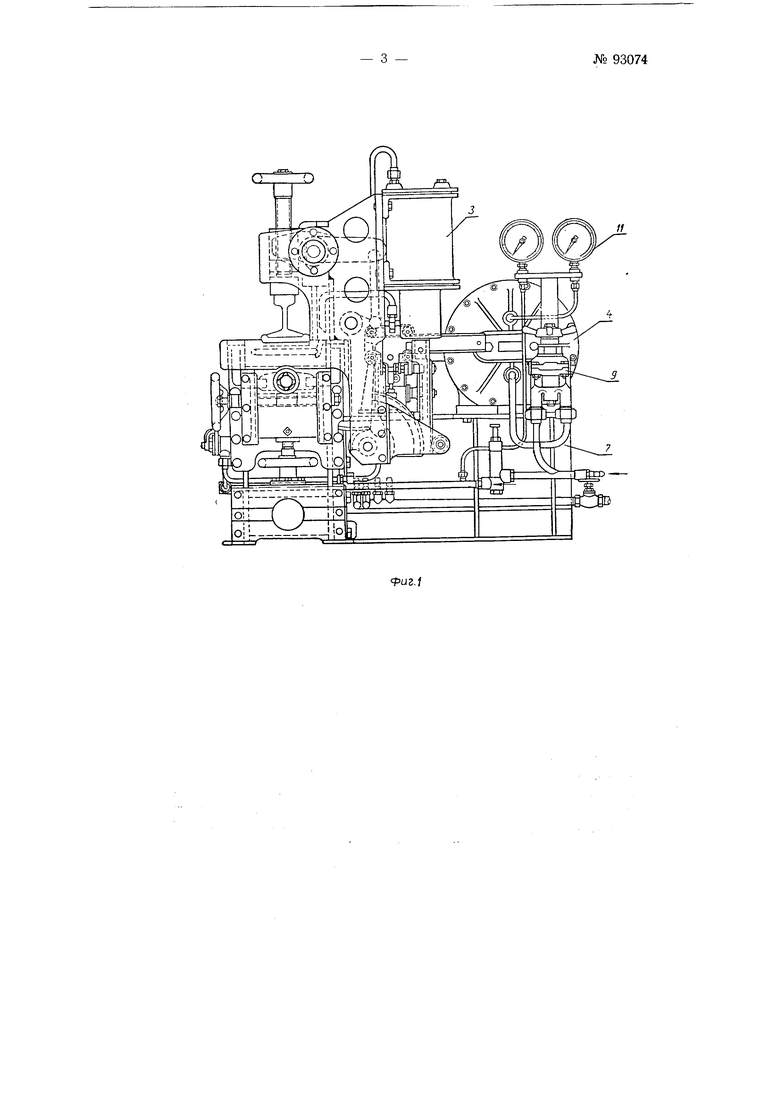
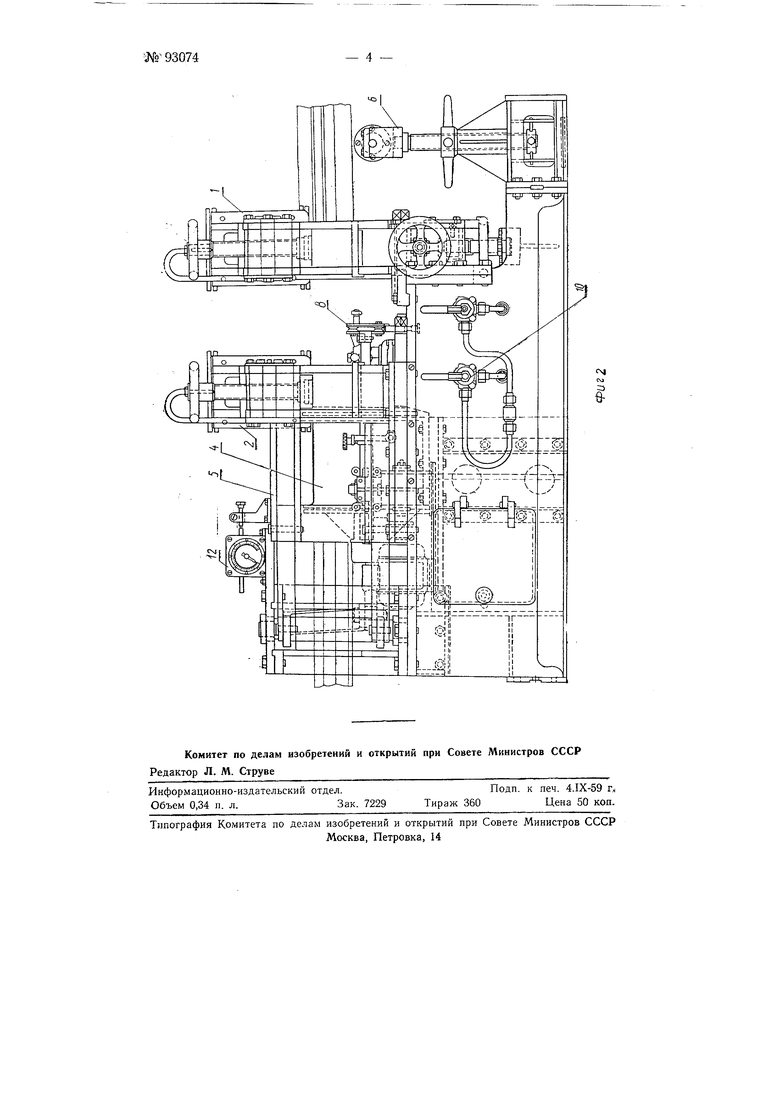
На фиг. 1 изображен предлагаемый станок в общем виде; на фиг. 2 - вид спереди.
В верхней части станины расположены два захвата для зажатия свариваемых деталей, причем правый захват / прикреплен к торцовой части станины и посредством шпонок скрепляется с верхними направляющими станины. Этот захват имеет возможность перемещаться в вертикальном и поперечном направлениях. Левый захват 2 может свободно скользить в направляющих станины и получать поступательное движение от рычага, расположенного в боковой части станка. На каледом захвате / и 2 находится порщневой пневматический двигатель 3, предназначенный для закрепления свариваемых деталей.
Усилие для прессования передается от пневматического порщневого двигателя 4 через захват 2. Соосность свариваемых деталей достигается при помощи захвата I, который дает возможность перемешать закрепленную в нем деталь в плоскости, нормальной к оси свариваемого изделия.
В концевой части станины расположен верхний упор 5. К нижней части станины с обеих торцовых сторон прикреплены две роликовые ко№ 93074
лонки 6, служащие в качестве дополнительных опор для длинных тяжелых деталей. К боковой части станины прикрепляется приставная станина 7, являющаяся основанием для крепления, поршневого пневматического двигателя 3. На приставной станине размещается каретка 8, служащая для поддержания горелки и совершающая возвратно-поступательное движение вдоль оси свариваемых деталей, осуществляемое под действием электрического двигателя или вручную. Для управления воздушной системой имеются кран 9 и два крана 10. На станке установлены два манометра 11 для определения давлепий в пневматических поршневых двигателях 5 и 4. Величина осадки при прессовании устанавливается при помощи ограничителя осадки, смонтированного на захвате 2. Контроль величины осадки производится при помощи указателя 12 установленного на верхнем уноре 5 и связанного с захватом 2.
Предмет изобретения
Станок для газопрессовой сварки с двумя захватами для раздельного закрепления в них свариваемых деталей, из которых один может перемещаться вдоль оси деталей при помощи поршневого пневматического двигателя, а.второй может перемещаться по высоте и поперек станка для центрирования свариваемых деталей, отличающийся тем, что, с целью увеличения маневренности станка, в последнем применены для зажима деталей в захватах поршневые пневматические двигатели.
11
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для газопрессовой сварки | 1961 |
|
SU143299A1 |
| Станок для газопрессовой сварки | 1950 |
|
SU93073A1 |
| Станок для газопрессовой сварки | 1948 |
|
SU82435A1 |
| Станок для газопрессовой сварки рельсов | 1960 |
|
SU137752A1 |
| Машина для газопрессовой сварки рельсов | 1961 |
|
SU144714A1 |
| Способ газопрессовой сварки стыковых соединений | 1948 |
|
SU85719A1 |
| Газокислородная многопламенная горелка | 1953 |
|
SU97957A1 |
| Станок для газопрессовой сварки | 1948 |
|
SU83715A1 |
| Станок для газопрессовой сварки | 1946 |
|
SU91419A1 |
| Сварочный станок для газопрессовой сварки | 1946 |
|
SU68713A1 |