щественные изменения, вызванные флюктуаципми подаваемой мощности, заростанием канала индуктора, измене нием теплоемкости ванны в связи с колебанием химического состава в допустимых пределах. Цель изобретения - более точное регулирование температуры жидкого металла. Эта цель достигается тем, что уст ройство для управления режимом работы пеЦи-миксера установки непрерыв ного литья, содержащее датчик температуры жидкого металла, блок задания температуры жидкого металла, регулятор, датчик и задатчик уровня металла, датчики массы и температуры загружаемой шихты, механизм загрузки-., блок сравнения, входы которого соединены с датчиком и заДатчиком уровня металла, а выход - с блоком задания температуры жи дкого металла, дополнительно содержит блок задания, температуры упреждающего разогрева, ключ, блок управления загрузкой, выход которого через ключ соединен с механизмом загрузки, а входы его подсоединены к датчику тем пературы жидкого металла и к выходу блока задания температуры упреждающе
го разогрева, входы которого подсоединены к датчику массы и те1 пературы загружаемой шихты, а управляющий вход ключа соединен с выходом блока сравнения.
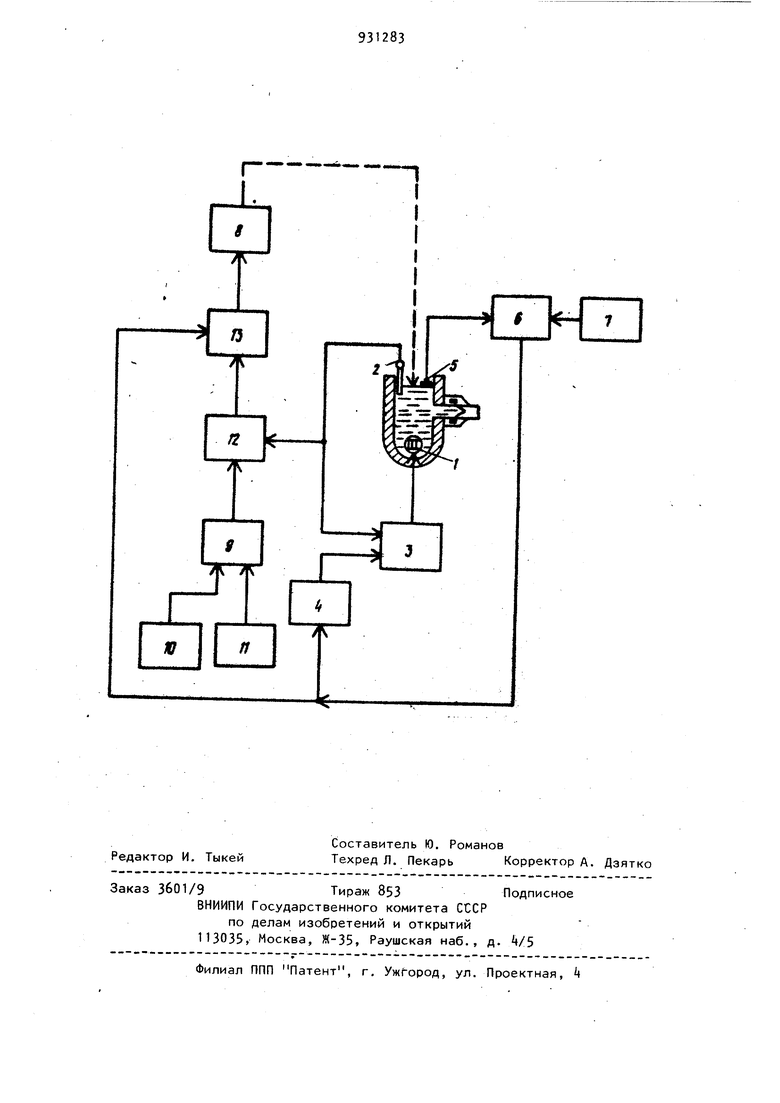
На чертеже изображена функциональная схема предлагаемого устройства.
Устройство для управления режимом работы печи-миксера УНЛ состоит из нагревательного элемента 1, датчика 2 температуры х идкого металла, регулятора 3, блока А задания температуры жидкого металла, датчика 5 уровня металла, блока 6 сравнения, задатчика 7 уровня металла, механизма В нагрузки,.блока 9 задания температуры упреждающего разогрева, датчик а 10 массы загружаемой шихты, датчика 11 ее темепвргзтуры, блока 12 управления загрузкой и ключа 13.
К входу регулятора 3 подключены датчик 2 И блок . Выход регулятора 3 соединен с нагревательным элементом 1 печи-миксера. Датчик 5 соединен с блоком-6 сравнения, к второму входу которого подключен задатчик 7. Выход блока 6 .соединен с блоком l и с управляющим входом клю9
рЫй загружает в печь очередную порцию шихты. Ключ 13 обеспечивает срабатывание механизма загрузки лишь при снижении уровня металла ниже заданного.
В результате теплообмена между жидким металлом и загруженной шихтой происходит выравнивание температуры в соответствии с заданной. Одновременно при увеличении уровня металла выше заданного блок 6 прекращает подачу импульса тока в и устанавливает задание температуры на прежний уровень.
Основным преимуществом предлагаемого устройства перед изЁес1;ными является более точное определение момента загрузки с учетом фактического изменения температуры жидкого металла при упреждающем нагреве. Это позволяет уменьшить амплитуду колебаний температуры жидкого металла при загрузке, т.е. позволяет обеспечить .более высокую точность регулирования температуры жидкого металла при непрерывном литье, в частности трубных заготовок, что позволит стабилизировать процесс литья, уменьшить вег роятность обрыва заготовки и улучшить 4 ча 13. В,ыход блока 12 через ключ соединен с механизмом 8 загрузки, а входы - с датчиком 2 температуры жидкого металла и выходом блока 9, который в свою очередь подсоединен входами к датчикам 10 и 11 массы и температуры загружаемой шихты. Устройство работает следующим образом. При понижении уровня металла в печи-миксере ниже заданного блок 6 открывает ключ 13 и одновременно воздействием на блок k изменяют задания по температуре.Управляющим воздействием регулятора 3 на нагревательный элемент 1 изменяется температура жидкого металла, обеспечивая упреждающий разогрев. Загрузка очередной порции шихты производится в момент, когда текущее значение уровня сигнала от датчика 2 температуры жидкого металла достигнет значения, задаваемого блоком 9Уровень сигнала на выходе блока 9 определяется уровнем сигналов от датчиков 10 и 11. При равенстве сигналов от датчика 2 температуры жидкого металла и с выхода блока 9 нуль-индикатор блока 12 импульсом через ключ 1.3 запускает механизм 8 загрузки, коток.ачество и производительность установ 1ки. При этом производство трубных заготовок увеличивается на 5-7%.Ожидаемый экономический эффект от использования изобретения на одной ус тановке непрерывного литья производительностью 2,5 тыс. т. сплавов составит 20 тыс. руб. в год. Формула изобретения Устройство для управления режимом работы печи-миксера установки непрерывного литья металла, содержащее дат чик температуры жидкого металла, блок задания температуры жидкого металла, регулятор, датчик уровня металла, задаТчик уровня металла, датчики массы и температуры загружаемой шихты, механизм загрузки, блок сравнения, входы которого соединены с датчиком и задатчиком уровня метал. ла. а выход с блоком задания температуры жидкого металла, о т л и ч а/ю щ е е -С я тем,что, с целью боИее |точного регулирования температуры жидкого металла, оно дополнительно содержит блок задания температуры упреждающего разогрева, ключ, блок управления загрузкой, выход которого через ключ соединен с механизмом загрузки, а входы его подсоединены к датчику температуры жидкого металла и к выходу блока задания темпера туры упреждающего разогрева, на входы которого подсоединены датчики массы и температуры зaгpyжae юй шихг ты, а управляющий вход ключа соединен с выходом блока сравнения. Источники информации, принятые во внимание при экспертизе I. блинов 0. М. Автоматизация металлургических печей. М., Металлургия, 1975, с. . 2. Авторское свидетельство СССР ,1Г , кл. В 22 D 11/16, 1378,

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления режимом работы печи-миксера установки непрерывного литья металлов | 1985 |
|
SU1320633A1 |
| Устройство для управления режимом работы печи-миксера установки непрерывного литья | 1978 |
|
SU714368A1 |
| Устройство для автоматического управления установкой непрерывной разливки металлов | 1979 |
|
SU900952A1 |
| Канал дозирования шихтовых материалов | 1987 |
|
SU1447861A1 |
| Устройство для управления температурным режимом индукционной печи | 1975 |
|
SU552597A1 |
| Устройство для управления плавкой чугуна в вагранке | 1988 |
|
SU1562646A1 |
| Способ управления плавкой чугуна в вагранке | 1988 |
|
SU1553809A1 |
| Способ литья под давлением и устройство для его осуществления | 1985 |
|
SU1523249A1 |
| Устройство автоматического управления процессом выращивания монокристаллов | 1987 |
|
SU1527331A1 |
| Система управления процессом стекловарения в ванной печи | 1983 |
|
SU1101427A1 |