1
Изобретение относится к металлургии, в частности к устройству для управления режимом работы печи-миксера установки непрерывного литья металлов и сплавов с периодической загрузкой шихты.
Известно устройство для автоматического регулирования уровня металла в печи, содержащее датчик уровня, задатчик уровня, регулятор и механизм загрузки 1.
Известно также устройство для автоматического регулирования температуры жидкого металла в печи, состоящее из датчика температуры металла в печи, задатчика его температуры и регулятора 2.
Недостатком такого устройства является низкая точность регулирования температуры металла в печи при периодической загрузке ее щихтой, что обусловлено значительными возмущающими воздействиями на объект регулирования в период загрузки.
Целью изобретения является повышение точности регулирования температуры жидкого металла в печи при периодической загрузке ее шихтой.
Цель достигается тем, что устройство для управления режимом работы печи-миксера установки непрерывного литья, содержащее датчик температуры металла в печи, задатчик температуры металла и регулятор, содержит датчик уровня металла, задатчик уровня металла, блок сравнения, механизм загрузки, реле времени, датчики массы и температуры загружаемой шихты, причем датчик и задатчик уровня металла соединены с блоком сравнения, который выходами связан с блоком задания температуры жидкого металла и реле времени, к которому, в свою очередь, подсоединены датчики массы и температуры загружаемой шихты, а выход его связан с механизмом загрузки.
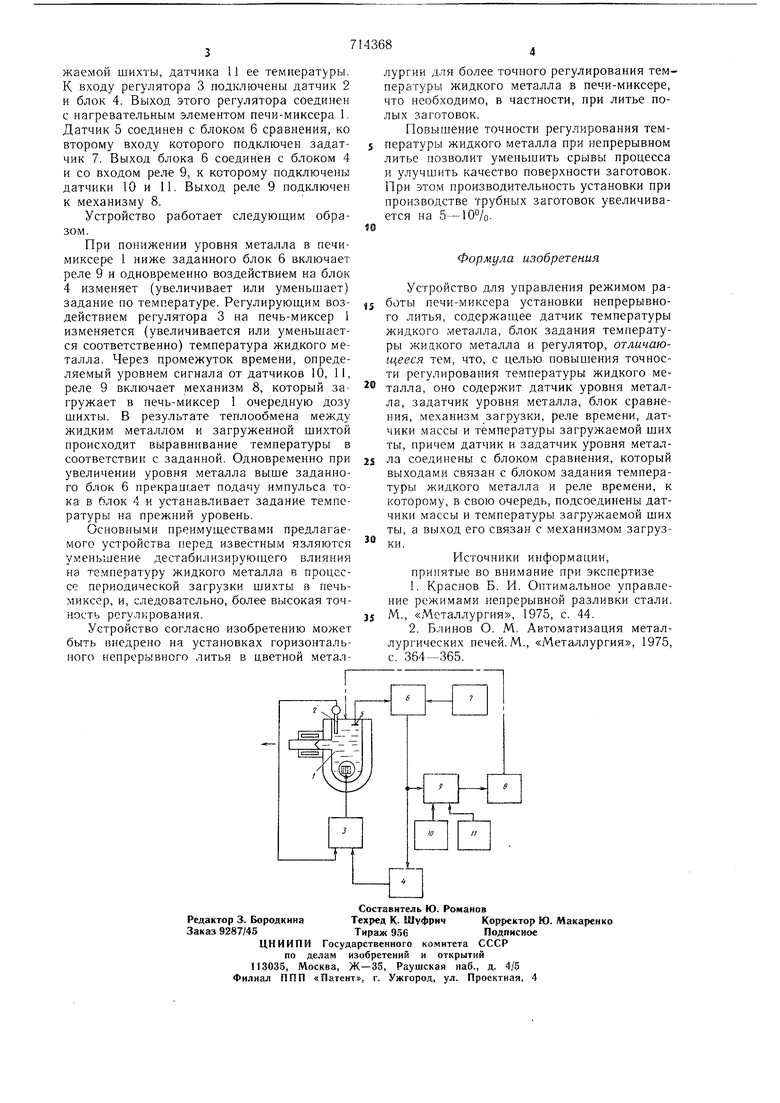
На чертеже изображена функциональная схема предлагаемого устройства.
Устройство для управления режимом работы печи-миксера УНЛ 1 состоит из датчика 2 температуры жидкого металла, регулятора 3, блока 4 задания температуры жидкого металла, датчика 5 уровня металла, блока 6 сравнения, задатчика 7 уровня металла, механизма 8 загрузки, управляемо го реле 9 времени, датчика 1Q массы загру
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления режимом работы печи-миксера установки непрерывного литья металлов | 1985 |
|
SU1320633A1 |
| Устройство для управления режимом работы печи-миксера установки непрерывного литья металла | 1980 |
|
SU931283A1 |
| Устройство для автоматического управления установкой непрерывной разливки металлов | 1979 |
|
SU900952A1 |
| Канал дозирования шихтовых материалов | 1987 |
|
SU1447861A1 |
| Устройство для управления температурным режимом индукционной печи | 1983 |
|
SU1095150A1 |
| Устройство дозирования шихтовых материалов | 1980 |
|
SU954421A1 |
| Устройство для управления температурным режимом индукционной печи | 1975 |
|
SU552597A1 |
| УСТРОЙСТВО ДЛЯ ОПТИМАЛЬНОГО УПРАВЛЕНИЯЗАГРУЗКОЙ ШИХТЫ В СТЕКЛОВАРЕННУЮ ПЕЧЬ 1 фЩ|Длг'">&-шл IUU | 1972 |
|
SU430073A1 |
| Способ управления плавкой чугуна в вагранке | 1988 |
|
SU1553809A1 |
| Устройство для управления температурным режимом индукционной печи | 1985 |
|
SU1282097A1 |
