I
Изобретение относится к оптико-механической промышленности, в частности к.устройствам .для механической обработки и сборки панкратических систем.
Известны устройства для центрирования линз в оправах, суть работы которых сводится к тому, чтобы совместить оптическю ось линзы с осью вращения шпинделя станка и затем обработать наружный диаметр и торцы оправы. При этом обеспечивается совпадение геометрической оси оправы с оптической осью линзы 1 и 2J.
Недостатками известных устройств являются сложность и трудоемкость центрирования линз в оправах, когда оправа снабжена направляющими качения, широко используемыми в панкратических системах. Направляющие качения представляют собой шарикоподшипники, укрепляемые на отдельных планках, которые закрепляются на оправе после необходимой центрировки относительно оптической оси линзы. Шарикоподшипники обычно размещаются в двух сечениях оправы, разнесенных на возможно большее расстояние, по три шарикоподшипника в каждом сечении с угловым смещением в 120 друг относительно друга.
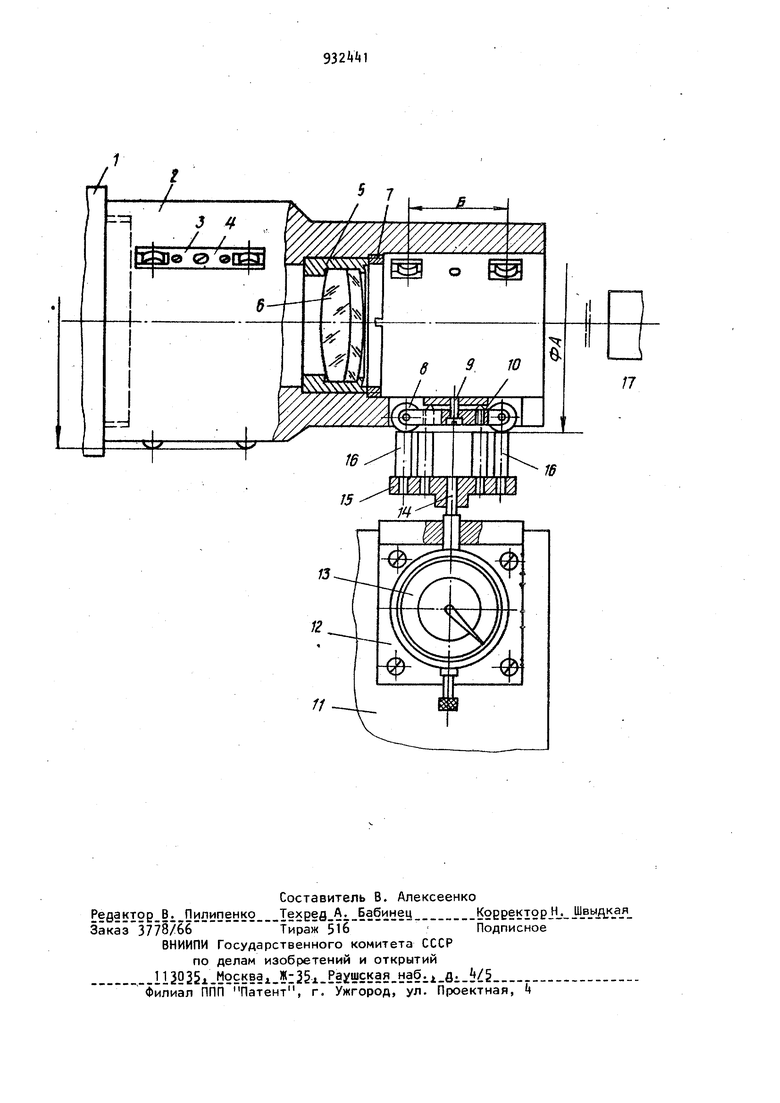
При достаточно длинных оправах панкратических систем вместо одного шарикоподшипника устанавливаются двп, расположенные на концах планки,которая укрепляется напазу,выфрезерованном по образующей опра«ы. Число пазов равно шести - по три паза в двух разнесенных по оси оправы сечениях. Тогда в оправе с линзой предварительно отцентрированной с помощью, например, автоколлиматора, необходимо произвести центрирование шарикоподшипников относительно оптической оси. Планки с парами шарикоподшипников смещают с помощью крепежного и регулировочных винтов относительно оправы в радиальном направлении, добиваясь точного расположения наружного диаметра подшипника относительно оптической оси. Известно устройство, используемое для контроля центрирования шарикоподшипников с помощью индикатор , закрепленного на суппорте станка, для чего оправу, не снимая с цеитрировочного патрона, поворачивают на 120 и с каждым шарикоподшипником вводят в контакт измерительный стержень индикатора. При этом на-заданны чертежом радиус устанавливается сначала одна пара подшипников, для чего планка с помощью регулировочных вин;тов наклоняется и фиксируется с помощью крепежного винта. Затем такая операция производится с пятью дру гими пленками, причем сначала устанавливаются планки, находящиеся в одном сечении оправы, затем переходят к планкам другого сечения. При переходе к указанным планкам суппорт син.дикатором перемещают ко второму сечению и вновь повторяют операцию f3j. . Рассмотренная операция центрирования отличается низкой производитель ностью, что объясняется необходимостью переводить измерительный стержень индикатора с одного на другой шарикоподшипник одной планки до достижения требуемого радиуса от оптической оси. При этом необходимо перемещать суппорт на величину, равную расстоянию между осями шарикоподшипников на план ке. Регулировка получается взаимозависимой, так как, выставляя один шари коподшипник, нарушают уже выверенное положение другого, -а основная потеря времени происходит за гчет ввода и вывода из контакта с шарикоподшипниками измерительного стержня индикатора и перемещений суппорта на расстояние между шарикоподшипниками. Цель изобретения - повышение производительности операции центрирования преимущественно панкратических систем, снабженных направляющими качения. Поставленная цель достигается тем что в устройстве для центрирования линзы в оправе, содержащем цёнтрировочный патронi несущий оправу с лин зами, снабженную шарикоподшипниками установленными попарно на планках, закрепленных на оправе, и индикатор, закрепленный на суппорте, измерительный стержень индикатора снабжен планкой с параллельными стержню парными 93 4 штырями, предназначенными для взаймодействия с указанными шарикоподшипниками, причем торцы штырей установлены параллельно оси шпинделя. На чертеже представлено предлагаемое устройство. В центрировочном патроне 1 устройства, закрепленном в шпинделе токарного станка, установлена на резьбе оправа 2, имеющая шесть пазов 3, в которых помещены регулируемые планки . Во внутренних гнездах оправы 1 установлены элементы оптической панкратической системы, например завальцованные в оправе 5 линзы 6, являющиеся составной частью объектива. Оправа 5 с линзой 6 закреплена в общей оправе 2 резьбовым кольцом 7Каждая планка k имеет по краям прорези, в которые вставлены шарикоподшипники 8, вращающиеся на осях, закрепленных в отверстиях планки. Планки Л крепятся к оправе 2 винтами 9 при этом точная установка шарикоподшипников 8 по диаметру 0А осуществляется с помощью двух регулировочных винтов 10, ввинченных в планку k и упирающихся в перемычку паза 3 оправы 1. На суппорте 11 станка закреплен кронштейн 12 с установленным в нем индикатором 13. На измерительный . стержень индикатора 1 .установлена планка 15 с запрессованными в ней парными штырями 16. Рабочие торцовые поверхности штырюй шлифованы в сборе с планкой, причем выполнен прямой угол между этими поверхностями и посадочным отверстияем планки 15. Крепление планки на стержне индикатора осуществляется с помощью винта (не показан). На чертеже приведены а качестве примера две пары штырей 16, имеющих две разные базы Б и предназначенных для центрирования изделий двух типоразмеров. Автоколлиматором 17 проверяют качество центрирования. Устройство работает следующим образом. Предварительно центрируют линзу 6, завальцованную в оправе 5, т.е. совмещают обточкой наружного диаметра и торцов оправы ее геометрическую ось с оптической осью линзы. Затем оправу 2 устанавливают в патрон 1 и производят расточку гнезда под оправу 5 с линзой 6 с осуществлением контроля по автоколлиматору 17. После проточки оправу с линзой закрепляют в гнезде резьбовым кольцо 7 и вновь проверяют качество центрирования по автоколлиматору 17. Расточный резец снимают с суппорт на суппорт 11 устанавливают кронштей 12 с индикатором 13 на измерительны стержень которого насажена планка 15 со штырями 16. Диаметр штыря выбирается несколько большим высоты шарикоподшипника, высота штыря существенного значения не имеет, она может быть выбрана равной (2-3),его диаметрам. Положение штырей может быть вывер но по проточенному на патроне 1 цилиндру для обеспечения строгой параллельности их торцовых поверхуостей оси шпинделя станка, кроме того, по точно проточенному цилиндру удобно устанавливать положение индикатора, что позволяет .вести .точную установку шарикоподшипников при их регулировке относительно оси вращения .патрона 1.. Затем осуществляется центровка шарикоподшипников относительно оси вращения патрона, с которой совпадает и оптическая ось линзы. Затягивая или отпуская винт крепления 9 и регу лировочные винты 10, добиваются точного положения обоих шарикоподшипников, сидящих на планках k относитель но оптической оси. При этом контроль правильным положением шарикоподши ников осуществляется с помощью подве денных к ним до касания торцовых поверхностей штырей, а отсчет величины радиуса производится по индикatoру 13. Если шарикоподшипники находят ся на разных радиусах от оптический оси, то это легко обнаруживается по просвету между торцами штыря и образующей шарикоподшипника. После центрирования планок С подшипниками, расположенными на одной окружности, например 0 А, переходят к центрированию планок с подшипниками, расположенными на окружности С, для чего суппорт с индикатором отводят влево, его штыри вводят а контакт с шарикоподшипниками и npotjecc регу- . лировки повторяется. В заключение процесса центрирования производят окончательную проверку положения оптической оси по автоколлиматору 1 7 и замеры 0 А и JET С. Устройство повышает производительность центрирования примерно на 30 точность выполнения радиусов до образующих шарикоподшипников в пределах 0,015-0,02 мм при наличии подсветки снизу, которая дает возможность определять зазор между-штырем и образующей шарикоподшипника менее 0,01 мм. Формула изобретения Устройство для центрирования линзы в оправе, содержащее центрировочный патрон, несущий оправку с линзами, снабженную шарикоподшипника ли, установленными попарно на гйпанках, закрепленных на оправе, и индикатор, установленный на суппорте, о т л и чающееся тем, что, с целью повышения производительности центрирования, измерительный стержень индикатора снабжен планкой с параллель.ными стержню штырями, предназначенными для взаимодействия с указанными шарикоподшипниками, причем торцы штырей установлены параллельно оси оправы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 569996, кл. G02 В 7/16, 1975. 2.Авторское свидетельство СССР 637769, кл. G02 В 7/16, 1978. 3.Палей М. А. Отклонения формы и расположения поверхностей. М., йзД-во стандартов, 1973, с. 111-113 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРИРОВАНИЯ ПАНКРАТИЧЕСКОЙ ОПТИЧЕСКОЙ СИСТЕМЫ | 2015 |
|
RU2593639C1 |
| Способ центрирования непрозрачной линзы в оправе | 1984 |
|
SU1180688A1 |
| Способ центрировки цилиндрических линз в оправах | 1979 |
|
SU775705A1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗЫ | 2010 |
|
RU2442124C1 |
| Оптико-электронное устройство для автоматического центрирования линз | 1980 |
|
SU972293A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ЛИНЗ | 1988 |
|
SU1841111A1 |
| Способ центрирования линзы в оправе и оправа для его осуществления | 2016 |
|
RU2641320C1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗ | 1992 |
|
RU2082138C1 |
| СПОСОБ ЦЕНТРИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2542636C1 |
| СПОСОБ ЦЕНТРИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544288C1 |