(5) СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
. . . I
Изобретение относится к электрофйэимеским и электрохимическим методам обработки и может быть использовано при электрохимической обработке деталей и нанесении гальванопокрытий.
Известен способ электрохимической обработки., согласно которому вдоль горизонтально расположенных катода и анода, находящихся в среде электролита, накладывают поперечное к основному электрическому магнитное поле. При этом на границе мёжэлектродной зоны устанавливают диэлектрическую перегородку перпендикулярно действию магнитного поля. Это позволяет при изменении напряженности магнитного поля управлять кинетикой анодного растворения за счет создания усилий,, сжимающих поток заряженных частиц, обусловленных сцлой Лоренца 1J.
Однако данный способ не позволяет полностью прекратить процесс обработки на тех участках электродов, где она нежелательна. Это обусловлено
тем, что по мере возрастания миграции ионрв с увеличением напряженности магнитного поля в направлении действия магнитной силы возрастают осмотические силы сопротивления перемещению ионов. 8 результате не удается полностью обессолить электролит в зонах, откуда перемещаются ионы и затормозить полностью процесс электролиза в этих местах. Поэтому в этих условиях невозможно создать участок локальной обработки меньше протяженности поверхности электрода-инструмента, что существенно сужает технологические возможности фасонной электролитической обработки непрофилированным электродом.
Целью настоящего изобретения является расширение технологических JQ возможностей путем изменения локализации обработки в пределах поверхности катода.
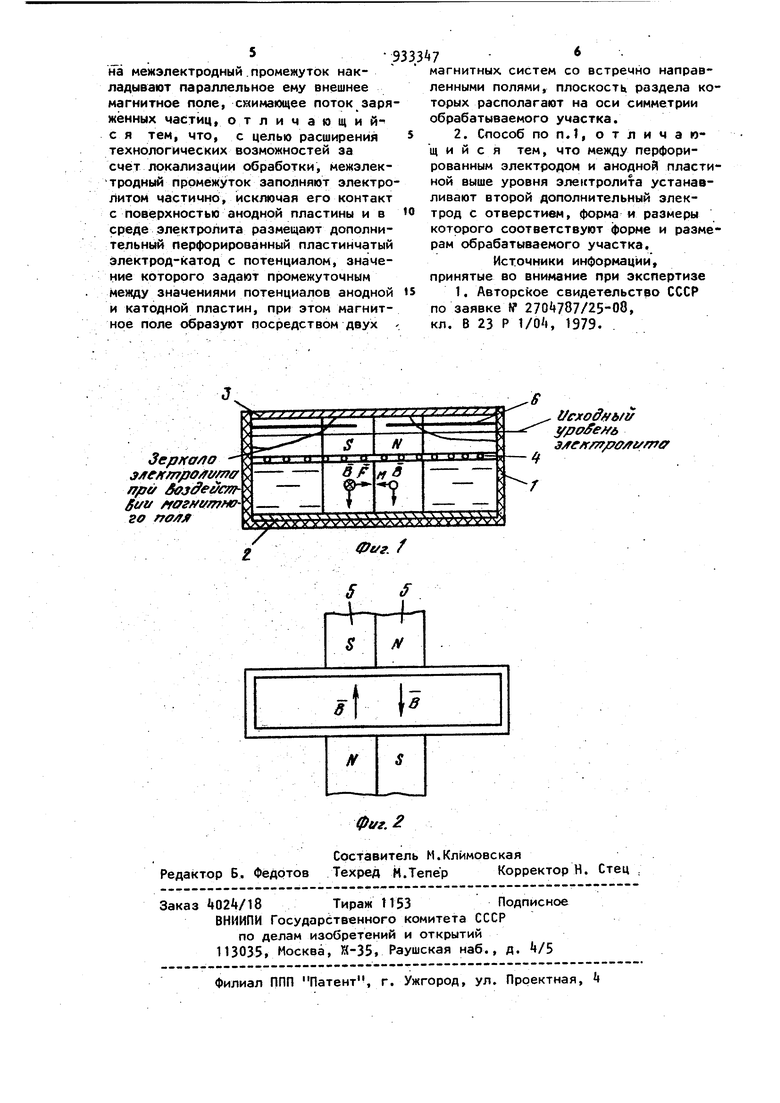
Поставленная цель достигается тем, что в межэлектродном промежутке, образоваином катодной и анодной пластинами, создают сжимающее поток заря женных частиц внешнее магнитное поле. Межэлектродный промежуток частич но заполняют электролитом. Затем в среде электролита устанавливают перфорированный электрод (в виде сетки на который подают потенциал, значения которого задают промежуточным между потенциалами анода и катода. Возникающие при этом сжимающие усилия от действия магнитного поля на электролит приводят к подъему уровня электролита в области действия магнитных сил до замыкания электрической цепи на анод, который начинает обрабатываться. Локальность обработки определяется пятном контак та электролита с анодом и может быть значительно меньше размеров катода. Появляется возможность управлять локальностью обработки путем изменения величины и области действия сжимающих магнитных сил. В результате пятно контакта с электролитрм можно не только изменять по величине, но и перемещать с необходимой скоростью вдоль анода. Этим обеспечивается рас ширение технологических возможностей способа путем увеличения выборочност обработки отдельных участков поверхности детали при изменении локальности электрохимической обработки. Для расширения возможности управления локальностью обработки в пределах пятна контакта электролита с анодом между сеткой и обрабатываемой поверхностью вводят дополнительный электрод, на который подают потенциа превышающий по абсолютной величине потенциал . анода. Это позволяет повы сить степень выборочности обработки, управляемость производительностью и тем самым расширить технологически возможности способа фасонной электролитической обработки. На фиг. 1 показано устройство, ре ализующее способ; на фиг. 2 - расположение электромагнитов, создающих магнитное поле. В нижнюю часть прозрачного диэлек трического корпуса 1 вставлен пластинчатый катод 2. Между анодом 3 и катодом 2 устанавливают электрод . В устройство заливают электролит, покрывающий катод 2 (без касания анода), и устанавливают его между электромагнитами 5. Подают на эЛектрОд « потенциал. При включении тока между анодом 3, электродо и катодом 2 и подключении электромагнит тов 5, создающих встречные магнитные поля, возникают магнитные силы FJJ, которые обусловливают образование валика электролита над поверхностью электрода и замыкание электрической цепи через анод 3. При этом зоной обработки является поверхность соприкосновения с электролитом, а не вся анодная поверхность. В процессе перемещения магнитов относительно корпуса 1 происходит перемещение валика электролита вдоль анодной поверхности, чем и достигается фасонный съем металла. При перемене полярности Электрического и магнитного полей подъем электролита над поверхностью электрода А сохраняется, и в первом случае происходит анодное растворение, а во втором - катодное осаждение на пятне контакта электролита с поверхностью. При подключении дополнительного электрода 6 методу электродом Ч и обрабатываемой поверхностью с потенциалом, более положительным при ЭХО и более отрицательным при гальванопокрытиях, происходит электрическое экранирование обрабатываемой поверхности тем, где обработка нежелательна. При изменении формы и размеров отверстия и дополнительном электроде 6 достигается управление не только интенсивностью, но и локальностью обработки в пределах пятна контакта с электролитом. Предлагаемый способ позволяет расширить технологические возможности электрохимической обработки путем управления локализацией обработки, определяемой пяТном контакта электролита.. Способ позволяет обрабатывать в одной ячейке гамму типоразмеров деталей при перемещении сжимаю- . щего магнитного Поля а требуемое место обработки а также учитывать индивидуальные особенности каждой детали и такие, как действительное распределение припуска. Формула изобретения 1.. Способ электрохимической обработки, при котором электрохимическая ячейка образована расположенными параллельно а горизонтальной плоскости анодной и катодной пластинами, а на межэлектродный.промежуток накладывают параллельное ему внешнее магнитное поле, сминающее поток заря жённых частиц, отличающий-с я тем, что, с целью расширения технологических возможностей за счет локализации обработки, межэлектродный промежуток заполняют электро литом частично, исключая его контакт с поверхностью анодной пластины и в среде электролита размещают дополнительный перфорированный пластинчатый электрод-катод с потенциалом, значение которого задают промежуточным между значениями потенциалов анодной и катодной пластин, при этом магнитное поле образуют посредством двух 7 магнитных систем со встречно направленными полями, плоскость раздела которых располагают на оси симметрии обрабатываемого участка. 2. Способ ПОП.1, отличающийся тем, что между перфорированным электродом и анодной пластиной выше уровня электролита устанавливают второй дополнительный электрод с отверстием, форма и размеры которого соответствуют форме и размерам обрабатываемого участка. Источники информации, принятые во внимание при экспертизе 1. ABTopckoe свидетельство СССР по заявке ff 270i 787/25-08, кл. В 23 Р 1/0, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки | 1980 |
|
SU933353A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
| Способ электрохимической обработки | 1979 |
|
SU831477A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ В ЭЛЕКТРОЛИТЕ | 1997 |
|
RU2104338C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 2012 |
|
RU2509824C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
3epf(a/io
3/ffffmpo y/7rcr
ffjpcr Sojoffe/fyjTSt/u / ог/ г/тного /7лле
.||дР уУУууКху,
/
г
.t
t/cjeodffb/
9 f/f/7fpff e/fr7ff
ф1/г. f
S f
4-Г-4
