5) СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Фотокопировальное следящее устройство | 1979 |
|
SU841917A1 |
| СИСТЕМА УПРАВЛЕНИЯ ТРАНСПОРТНЫМ СРЕДСТВОМ | 1991 |
|
RU2018902C1 |
| Фотокопировальный электроэрозионный станок | 1974 |
|
SU704747A1 |
| Фотокопировальное следящее устройство | 1977 |
|
SU763062A1 |
| Способ управления перемещениями проволочного электрода-инструмента в электроэрозионных вырезных станках | 1981 |
|
SU988512A1 |
| Фотокопировальное следящее устройство | 1978 |
|
SU887112A2 |
| Фотокопировальное следящее устройство | 1979 |
|
SU772784A1 |
| СПОСОБ ПРОТИВОДЕЙСТВИЯ УГОНУ ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2264935C1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО К БАЛАНСИРОВОЧНОМУ СТАНКУ | 1989 |
|
RU2078319C1 |
| Индикатор устройства подсчета заданного числа витков моточного станка | 1987 |
|
SU1474705A1 |
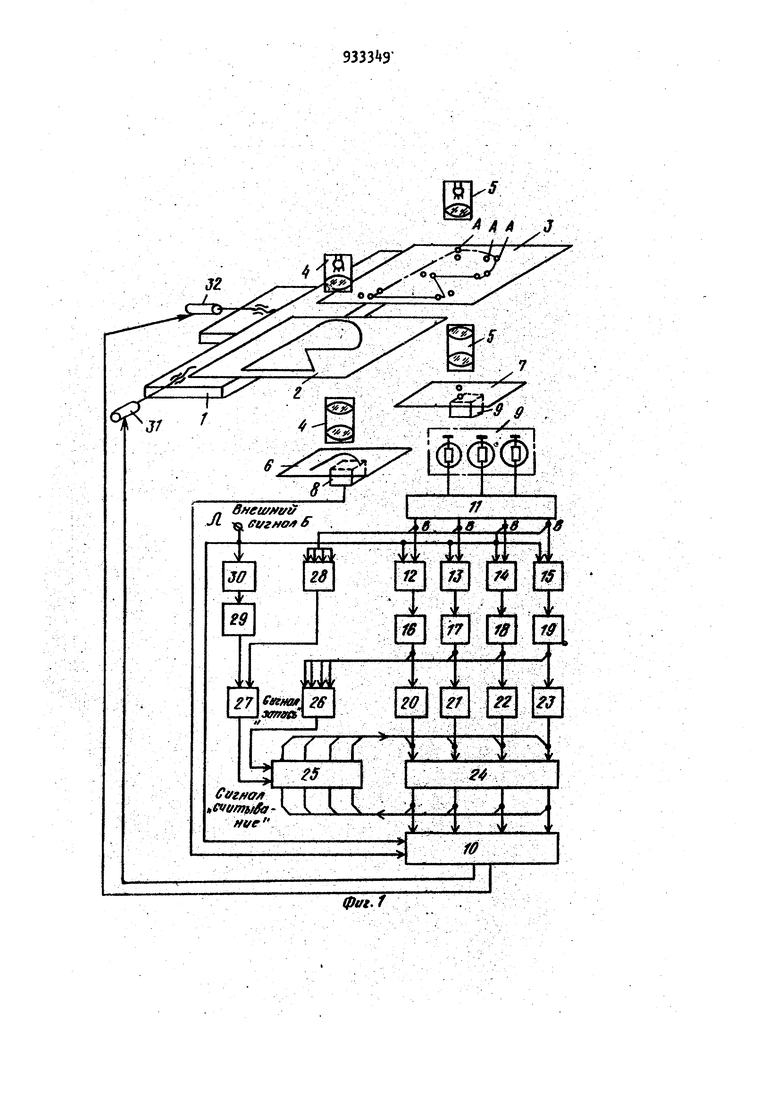

..,;:, . ;;. . г: . , ... ;;. Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности, касается способа электроэрозионной обработки на программном станке. Известен способ программного управления металлорежущим станком по которому программа в станок вводится чертежом с нанесенными на него командными метками . . Недостатком этого способа програм мирования является низкая точность обработки, обусловленная использованием натурального масштаба копирования. Вследствие этого он не нашел п менения в промышленности. Наиболее близок к описываемому способ следящего перемещения инструмента с записью команд управления пу тем нанесения командных и направляю-: щих меток на черте х обрабатываемой детали, который через фотооптическую систему вводят в исполнительное устройство станка 2. Нанесение дополнительных направляющих меток на чертеж не обеспечивает необходимой точности копирования, а для чертежа, имеющего критические точки контура, этот способ неприменим из-за сбоев с автоматического цикла копирования. Кроме того, этот способ не может быть использован для электроэрозионной обработки на проволочно-вырезных станках из-за возникновения случайных реверсов приводов станка, обусловленных возникновением коротких замыканий на электродах. Целью изобретения является повышение точности обработки сложнопроф ильных деталей путем повышения точности задания программы, а также расширение технологических возможностей обработки. Поставленная цель достигается тем, что при обработке на программном станке с записью команд управления путем нанесения командных меток на чертеж обрабатываемой детали, которые через фотооптическую систему вводятся 8 исполнительное устройство станка запись команд управления на чертеже детали в каждой критиг ческой его точке производят сочетанием по крайней мере двух командных меток, которые вводят в исполнительное устройство станка при помощи трехэлементного фотодатчика, фотоэлементы которого совпадают с метками, а фотодатчику придают плоско-параллельное Перемещение относительно чертежа детали. На фиг, 1 представлена схема устройства для реализации способа при электроэрозионной обработке; не фиг. 2 - запись команд на чертеже обрабатываемой детали фотодатчиком. Устройство для осуществления способа содержит координатный стол 1, на котором установлены контур чертежа детали 2 и чертежа 3 с закодирова ными командными метками А. С помощью оптических устройств А и 5 чертежи 2 и 3 спроецированы на экраны 6 и 7, на которых установлены фотоприемники 8 и 9. С фотоприемника 8 сигнал рассогласования подведен в блок управления 10. Сигналы со второго трех элементного фотоприемника Э подведены к дешифратору 11, подсоединенно му к первым входам элементов И 12-15 на вторые входы которых поступает внешний сигнал. Элементы И 12-15 через формирователи 16-19 И устройства задержки 20-23 подсоединены к рабочему регистру 2, соединенному с бло ком управления 10 и регистром памяти 25, выходы которого соединены с выходами рабочего регистра . Регистр памяти 25 при записи упра ляется сигналом с элемента ИЛИ 26, соединенного с выходами формировате лей 16-19 а при считывании - сигналом с элемента И 27, на первый вход которого через элемент ИЛИ 28 постулает сигнал с выходов дешифратора 11 а на второй его вход через устройств задержки 29 и элемент НЕ 30 - внешний сигнал. Выход блока управления 10 соединен с приводами 31 и 32 координатного стола 1. Фотодатчик 9 включает в ce6rt фотоэлементы 33,3 Способ обработки на программном станке осуществляется следующим образом. В соответствии с контуром 3 обрабатываемой детали,показанным ха фиг.2 пунктирной линией в критических его точках, запись команд управления производят сочетанием трех командных меток А, которые вводят в исполнительное устройство станка при помощи трехэлементного фотоприемника 9. Фотоприемнику придается плоскопараллельное движение от жестко скрепленного с ним фотоприемника 8, движущегося в следящем режиме по контуру 2 чертежа обрабатываемой детали в соответствии с командами 1, II,III,IV. Фотоэлементы 33-35 фотоприемника 9 совпадают с метками А при плоско-параллельном его перемещении. Включение команд 1,11,111, IV в исполнительном устройстве станка происходит при совмещении меток с соответствующими фотоэлементами фотоприемника 9 например 33 и 3, 3 и 35, 33 и 35, 33, З и 35. Автоматический обход контура чертежа осуществляется следующим образом. При совпадении фотоэлег ентое фотоприемника 9 кодовой группой меток на соответствующем выходе дешифратора 1 1 появляется потенциал В. Через один из элементов И 12-15, на вторые входы которых приходит внешний сигнал Б ( что соответствует прямому ходу фотокопировального устройства Л потенциал В воздействует на формирователь своего канала, преобразующий потенциальный сигнал в импульсный. С выхода формирователя через элемент ИЛИ 2б Сигнал поступает на управляющий вход (сигнал Запись) регистра памяти 25. При этом в регистр памяти 25 записывается также из рабочего регистра 24 текущая информация о выполняемой команде (т.е. до наезда на следующую кодовую группу меток. Устройст ва первой заде ржк и 20-23 обе спечивают задержку импульсов с выходов формирователей 16-19 на время, необходимое для записи из рабочего регистра 24 в регистр памяти 25 информации о команде После этого импульсный сигнал поступает на рабочий регистр 24 и переводит его в новое состояние, соответствующее команде, с которой совместился фотоприемник 9 С выхода (юбочёго регистра 2( сигнал поступает на блок управления 10, который производит переключение в силовой части приводов в соответствии с заданной командой. При встрече фотоприемника 9 со следующей кодовой группой меток процессы в устройстве повторяются. При 5Э3 автоматическом обходе контура чертежа возможны следующие критические ситуации. Если в момент наезда фотоприёмника 9 на кодовую группу меток произошло короткое замыкание СКЗ на электродах электроэрозионного станка/на вторых входах элементов . И 12-15 появится сигнал Б. В результате этого сигнал В с выхода дешифра тора не пройдет к блоку управления 1Q, переключение на новую команду не произойдет, и реверс будет осуществляться по ранее пройденной траектории. При этом сигнал В, соответствующий КЗ,через элемент НЕ и устройства задержки 29 поступит на один из входов элемента И 27, на второй вход которого поступает сигнал В с выхода дешифратора через элемент ИЛИ 2 Появившийся на выходе элемента И 27 сигнал Считывание воздействует на регистр памяти 25 и информация из него переписывается в рабочий регистр 2. Поскольку в данном случае информация в рабочем регистре 2Ц и регистре памяти 25 одна и та же рабочий регистр 2 остается в неизменном состоянии. Если в момент, ког да фотоприемник находится на метках И сигнал К.З. пропал, схемы И 12-15 открываются,сигнал В воздействует на формирователи 16-19 и;рабочий регистр 74 переходит в новое состояние пёреводится в новое состояние и блок управления 10. Если переключение на новую команду произошло, фотоприемник находится на метках и возникло К.З. на электродах станка, формируется сигнал Считывание, и информация из регистг ра памяти 25 переписывается в рабочий регистр 2, отвод осуществляется по старой траекторииСсбоя не будет). Если фотоприемник не сошел с меток и пропал сигнал К.З., схемы И 12-15 открываются, сигнал В воздействует на формирователь, и далее процесс будет протекать аналогично вышеописанному. В результате рабочий регистр 2k и блок управления 10 перейдут в состояние, соответствующее команде, закодированной кодовой группой меток. Устройство задержки 30 задерживает формирование сигнала Считывание на время, необходимое для формирования сигнала Запись, и проведение самой записи.i Благодаря тому, что при данном способе обработки запись команд на чертеже обрабатываемой детали производится сочетанием трех командных меток в каждой критической точке чертежа и ее вводят в исполнительное устройство станка при помощи fpexэлементного фотодатчика, которому придают плоско-параллельное перемещение, точность задания программы существенно возрастает, т.к. любая из четырех команд срабатывает только от своей заранее закодированной комбинации меток. Поскольку запись команд осуществляется двумя и более метками по любому наперед заданному закону в соответствии с законом расположения фотоэлементов фотоприемника), теоретически исключаются совпадения закодированных меток с чужими фотоэлементами фотоприемника для любого сложноконтурного. Вследствие этого исключаются ложные сбои с автоматического цикла копирования, имеющие место в прототипе из-за обезличенного способа программирования ( фотоприемник срабатывает от любой встретившейся на его пути метки). Данный способ позволяет повысить точность обработки. формула изобретения Способ электроэрозионной обработ котором перемещение электрода-инструмента задают по сигналам фотооптической системы, считывающей программу перемещения с чертежа обрабатываемой детали при помощи командных меток, отличающийся тем, что, с целью повышения точности обработки сложнопрофильных деталей путем повышения точности задания прог-/ рамм,программу перемещений на чертеже детали в каждой критической точке зада-; ют сочетанием по крайней мере двух ко- мандных меток, которые вводят в фотроп - тическую систему при помощи трехэлементного фотодатчика, фотоэлементы которого совмещают с командными метками. Источники информации, принятые во внимание при экспертизе 1. Соколов Т. И. и др. Автоматическое управление процессами копирования на металлорежущих станках. М-Л., Машгиз, 195, с.ЦВ. 2. Патент ФРГ К 1265832, кп, ч, опублик. 1968.
- Six- -««ьja
- effcufffvi/
i GVZffO f ,
±
30
г9
1 г
лвп;;
/f
/7
Л I I
ffffgfffM I
fffomt - V у у у ,
(Влгг. /
А Л 3
X / / X
0
,:,
,
yf J
-5 U
S Ш Ш l , i JL -jL ji.
I 7 jy| |Щ
JL.
3
t
iV
А
.33 /
ооо4
.
да
I
о
09-0-1
I
I
J
о/
I о/
: о®-i-
09
-J
i
/.2
