(54) УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ РЕЛЬСОВЫХ ПЛЕТЕЙ ПЕРЕД УКЛАДКОЙ
1
Изобретение относится к устройствам для термообработки рельсовых плетей перед укладкой и может найти применение при строительстве и капитальном ремонте железнодорожного пути со всеми типами рельсов иа электрифицированных и иеэлектрифицированных участках железных дорог.
Известно устройство для термообработки рельсовых плетей перед укладкой, содержащее по меньшей мере одно железнодорожное транспортное средство, смонтированные на нем термокамеры для каждой рельсовой плети, форсунки для подачи рабочего тела, установленные внутри термокамер, систему регулирования температуры рельсовых плетей 1.
(Однако в этом устройстве сложна заправка рельсовых плетей в термокамеры и недостаточная точность достижения расчетной температуры рельсовой плети в момент ее укладки.
Цель изобретения - повышение эффективности и производительности путем достижения расчетной температуры рельсовых .плетей в момент их закрепления.
Указанная цель достигается тем, что система регулирования температуры рельсовых плетей снабжена датчиками, устанавливаемыми на этих плетях за термокамерами а каждая термокамера выполнена из двух
частей, шарнирно соединенных между собой и связанных с приводами перемеш,ения их в вертикальной плоскости. Кроме того, между частями термокамер установлены уплотнения.
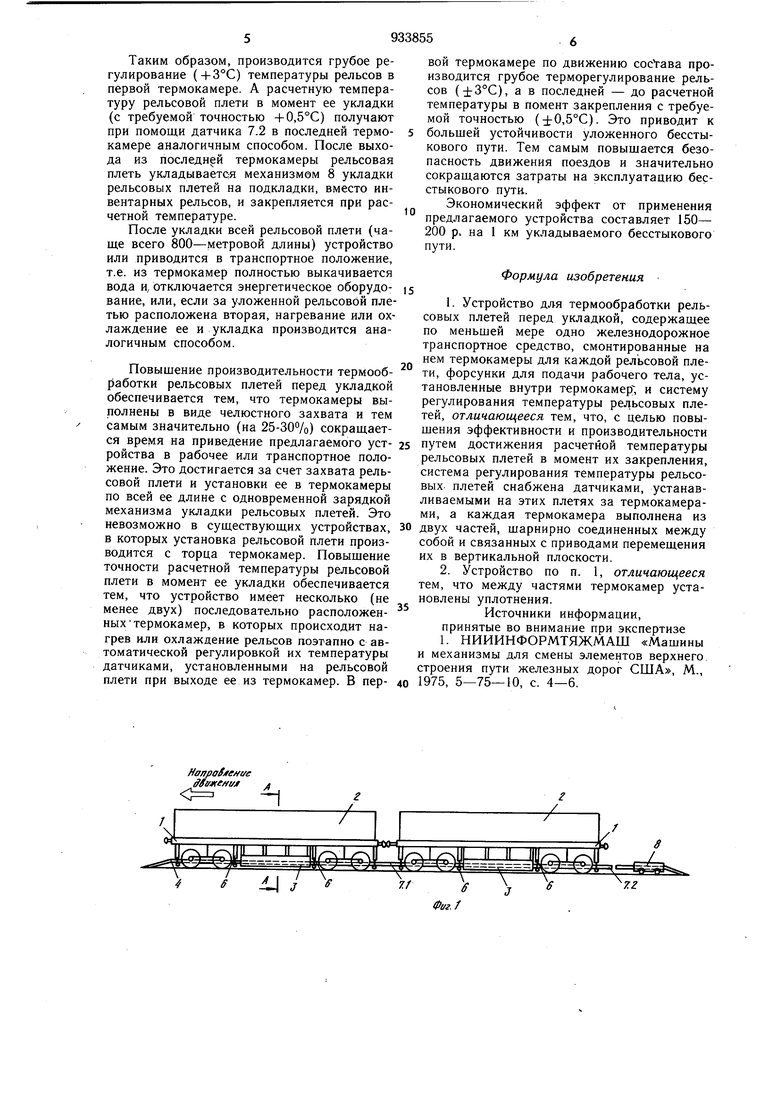
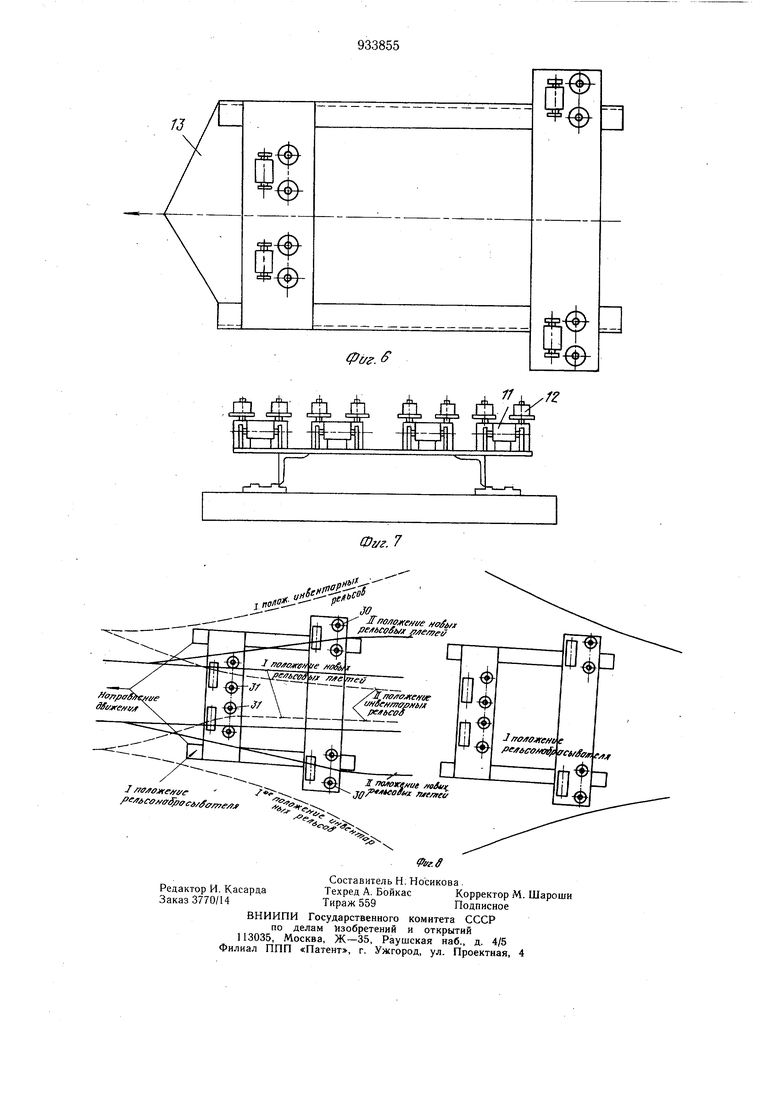
10 На фиг. 1 изображено устройство, обш,ий вид; на фиг. 2 - разрез.А-А на фиг. 1; на фиг. 3 - термокамеры, поперечный разрез; на фиг. 4 - принципиальная схема автоматического регулирования температуры рельсовой плети; на фиг. 5 - механизм
укладки рельсовых плетей; на фиг. 6 - то же, вид Б плане; на фиг. 7 - то же, вид сбоку; на фиг. 8 - схема процесса зарядки механизма рельсовых плетей.
Устройство для термообработки рельсовых плетей перед укладкой содержит по меньшей мере одно железнодорожное транспортное средство 1, смонтированные на нем энергетическое оборудование 2, состоящее из силовой установки, нагревательно-охлаждающих агрегатов и насосов, термокамеры 3 для каждой рельсовой плети 4, распыливающие форсунки 5 для подачи рабочего тела, установленные внутри термокамер. По торцам термокамер 3 расположены домкраты 6 с роликами. На рельсовых плетях за термокамерами 3 установлены датчики 7.1 и 7.2. За последним железнодорожным транспортным средством 1 расположен механизм 8 укладки рельсовых плетей, состоящий из лыж 9, сваренных из проката, полозья которых связаны между собою двумя перекладинами 10. На них смонтированы четыре горизонтальных (опорных) ролика 11 и восемь вертикальных удерживающих роликов 12. Впереди имеется прицепное устройство 13. Каждая термокамера 3 выполнена из двух частей 14 и 15, соединенных между собой в верхней части шарниром 16, который закреплен на транспортном средстве 1 с помощью кронщтейна 17 и связанных с приводом перемещения их в вертикальной плоскости, который выполнен в виде силовых цилиндров 18. Между частями термокамер установлены уплотнения, которые могут быть выполнены в виде выемки 19 в части 14 термокамеры и выступа с уплотнительным пояском 20 в части 15 термокамеры. По торцам термокамеры имеются специальные уплотнения .(резиновые листы), которые плотно прилегают к рельсу по всему его периметру и перекрывают зазоры в местах его выхода. Каждая термокамера имеет автономную систему для автоматической регулировки температуры рельсовой плети, смонтированную на железнодорожном транспортном устройстве 1. Система состоит из датчика 7,1, устанавливаемого на рельсовую плеть 4 за термокамерой 3, температурного датчика 21, датчика 22 сравнения, потенциометра 23, усилителя 24, электровентиля 25, который встроен в трубопровод 26, на конце расположены форсунки 5, перед ними установлен нагнетающий насос 27. Далее - трубопровод 28, всасывающий насос 29 и энергетическое оборудование 2. Термообработка рельсовых плетей перед укладкой с помощью предлагаемого устройства осуществляется следующим образом. Устройство в комплекте с другими путевыми мащинами, необходимыми для укладки бесстыкового пути, устанавливается над выгруженной внутри колеи рельсовой плетью таким образом, чтобы начало плети 4 находилось под механизмом 8 укладки рельсовых плетей (фиг. 1). Части 14 и 15 термокамер 3 раскрыты до такого положения, чтобы ширина щели между ними была больше ширины подошвы рельса. При помощи домкратов 6 производится подъем рельсовой плети 4 в раскрытые тер9354 мокамеры 3. Части 14 и 15 термокамер 3 закрываются при помощи силовых цилиндров 18 и производится регулировка положения рельсов при помощи домкратов 6, чтобы рельсовая плеть могла свободно перемещаться в термокамере 3. Одновременно производится зарядка механизма 8 укладки рельсовых плетей, и установка датчиков 7.1 и 7.2. Зарядка механизма укладки рельсовых плетей заключается в том, что в месте установки механизма укладки рельсовых плетей разбалтывают стыки инвентарных рельсов и их концы раздвигают в стороны (положение 1). Затем поднимают концы плетей новых рельсов, которые расположены внутри колеи и перемещают механизм 8 укладки рельсовых плетей вперед (положение 2). После этого производится запасовка концов новых рельсовых плетей в роликовые обоймы 30, а инвентарных рельсов - в обоймы 31 путем опускания их На опорные ролики. При движении рабочего поезда с предлагаемым устройством для термообработки рельсовых плетей перед укладкой и соответственно механизма 8 укладки рельсовых плетей при помощи роликовых обойм 30 новые рельсовые плети укладываются на подкладки путевой рещетки, а инвентарные (старые) рельсы сдвигаются посредством роликовых обойм 31 внутрь колеи. Затем железнодорожные транспортные средства 1 перемещают локомотивом и в термокамерах 3 производится нагрев или охлаждение рельсовых плетей на требуемукь температуру в процессе непрерывного движения. Это осуществляется за счет подачи горячей или холодной воды от энергетического оборудования 2 при помощи насоса 27 к распыливающим форсункам 5 и далее на рельсовую плеть, находящуюся в термокамере. Каждая термокамера обслуживается, отдельным энергетическим оборудованием и работает по замкнутому циклу. Отработанная вода насосом отсасывается в нагревательно-охлаждающие агрегаты энергетического оборудования, а затем подается опять к форсункам. Система автоматического регулирования процесса нагрева или охлаждения рельсовой плети до расчетной температуры производится посредством датчика 7.1, который подает сигнал на температурный датчик 21. Из него сигнал поступает в датчик 22 сравнения, где происходит уточнение величины полученного сигнала по данным потенциометра 23, а затем через усилитель 24 подается команда «Сигнал на электровентиль 25. Он регулирует количество подаваемой воды из нагревательнохолодильных агрегатов энергетического оборудования насосом 27 через трубопроводы 26 и далее форсунками 5 на рельсовую плеть 4. Затем всасывающим насосом 29 по трубопроводу 28 вода подается опять в энергетическое оборудование. Таким образом, производится грубое регулирование ( + 3°С) температуры рельсов в первой термокамере. А расчетную температуру рельсовой плети в момент ее укладки (с требуемой точностью -f 0,5°С) получают при помощи датчика 7.2 в последней термокамере аналогичным способом. После выхода из последней термокамеры рельсовая плеть укладывается механизмом 8 укладки рельсовых плетей на подкладки, вместо инвентарных рельсов, и закрепляется при расчетной температуре. После укладки всей рельсовой плети (чаще всего 800-метровой длины) устройство или приводится в транспортное положение, т.е. из термокамер полностью выкачивается вода и/отключается энергетическое оборудование, или, если за уложенной рельсовой плетью расположена вторая, нагревание или охлаждение ее и укладка производится аналогичным способом. Повыщение производительности термообработки рельсовых плетей перед укладкой обеспечивается тем, что термокамеры выполнены в виде челюстного захвата и тем самым значительно (на 25-30%) сокращается время на приведение предлагаемого устройства в рабочее или транспортное положение. Это достигается за счет захвата рельсовой плети и установки ее в термокамеры по всей ее длине с одновременной зарядкой механизма укладки рельсовых плетей. Это невозможно в существующих устройствах, в которых установка рельсовой плети производится с торца термокамер. Повыщение точности расчетной температуры рельсовой плети в момент ее укладки обеспечивается тем, что устройство имеет несколько (не менее двух) последовательно расположенныхтермокамер, в которых происходит нагрев или охлаждение рельсов поэтапно с автоматической регулировкой их температуры датчиками, установленными на рельсовой плети при выходе ее из термокамер. В перВОЙ термокамере по движению состава производится грубое терморегулирование рельсов (±3°С), а в последней - до расчетной температуры в помент закрепления с требуемой точностью (±0,5°С). Это приводит к больщей устойчивости уложенного бесстыкового пути. Тем самым повыщается безопасность движения поездов и значительно сокращаются затраты на эксплуатацию бесстыкового пути. Экономический эффект от применения предлагаемого устройства составляет 150- 200 р. на 1 км укладываемого бесстыкового пути. Формула изобретения 1.Устройство для термообработки рельсовых плетей перед укладкой, содержащее по меньщей мере одно железнодорожное транспортное средство, смонтированные на нем термокамеры для каждой рельсовой плети, форсунки для подачи рабочего тела, установленные внутри термокамеру и систему регулирования температуры рельсовых плетей, отличающееся тем, что, с целью повыщения эффективности и производительности путем достижения расчетной температуры рельсовых плетей в момент их закрепления, система регулирования температуры рельсовых плетей снабжена датчиками, устанавливаемыми на этих плетях за термокамерами, а каждая термокамера выполнена из двух частей, шарнирно соединенных между собой и связанных с приводами перемещения их в вертикальной плоскости. 2.Устройство по п. 1, отличающееся тем, что между частями термокамер установлены уплотнения. Источники информации, принятые во внимание при экспертизе 1. НИИИНФОРМТЯЖМАШ «Машины и механизмы для смены элементов верхнего строения пути железных дорог США, М., 1975, 5-75-10, с. 4-6.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки рельсовых плетей перед укладкой | 1983 |
|
SU1137137A1 |
| Устройство для постановки рельсовых плетей бесстыкового пути, выгруженных внутри колеи, в расчетный интервал температур закрепления при замене ими инвентарных рельсов | 2024 |
|
RU2822565C1 |
| СПОСОБ СТРОИТЕЛЬСТВА И РЕМОНТА БЕССТЫКОВОГО ПУТИ, РЕЛЬСОШПАЛЬНАЯ РЕШЁТКА И ПУТЕУКЛАДОЧНЫЙ ПОЕЗД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2572485C1 |
| СПОСОБ ЗАМЕНЫ ИНВЕНТАРНЫХ РЕЛЬСОВ НА ПЛЕТИ БЕССТЫКОВОГО ПУТИ С ОДНОВРЕМЕННОЙ ИХ ПОСТАНОВКОЙ В РАСЧЕТНЫЙ ИНТЕРВАЛ ТЕМПЕРАТУР ЗАКРЕПЛЕНИЯ | 2010 |
|
RU2450096C1 |
| Способ смены рельсовых плетей | 2019 |
|
RU2711455C2 |
| Устройство для термообработки рельсовых плетей | 1987 |
|
SU1620521A1 |
| СПОСОБ СМЕНЫ РЕЛЬСОВЫХ ПЛЕТЕЙ | 2006 |
|
RU2327001C1 |
| Способ монтажа рельсовой плети бесстыкового пути | 1983 |
|
SU1133323A1 |
| СПОСОБ КОНТРОЛЯ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2012 |
|
RU2521114C1 |
| СПОСОБ РАЗРЯДКИ ТЕМПЕРАТУРНЫХ НАПРЯЖЕНИЙ В РЕЛЬСОВЫХ ПЛЕТЯХ БЕССТЫКОВОГО ПУТИ | 2009 |
|
RU2399714C1 |


Haitpafjreffi/e ffea(fMUJi -/l
11
Г
фуг.5
