Изобретение относится к автоматам для контроля коробления поршневых колец и их маркировки е нрименепием раздвижного калибра, механически 11еремещае ;о;1 заслонки, ку.гачно-рычажкых ириводов, маркировочного штемнеля и ванны, содержащей травитель.
Описываемый автомат, осуществляя контрольные операции и маркировку норщневых колец, в сравнении с известными автоматами то-ГО же назначения имеет более высокую п зоизводительность.
Особенность описываемого автомата заключается в том, что в HQM для перемещения маркировочного штемпеля между ванной и маркируег.тьп,; кольцом по прямоугольной траектории нрименена возвратнопоступательно перемещаемая е помощью кулачно-рычажного привода каретка. Каретка монтирована на прямоугольной щтанге, которая поворачивается также е помощью кулачно-рычажного привода при крайних положениях щтемпеля.
Для предупреждения отхода недвижной плиты раздвижного калибра применен расположенный в выходном лотке двуплечий рычаг, который отклоняется действием падающего ил НС-ГО кольца и выключает привод подвижной плнты. ПоBFjUerine производительности авто 1ата достигается применением в нем нескольких измерительных со| тирующих узлов и миркировочных
устройств, которые ПрИВОД5ГГСЯ в
действие с помощью одинх и тех же (УЛЯ1но-|)ычажн1-лх П1;иводоз.
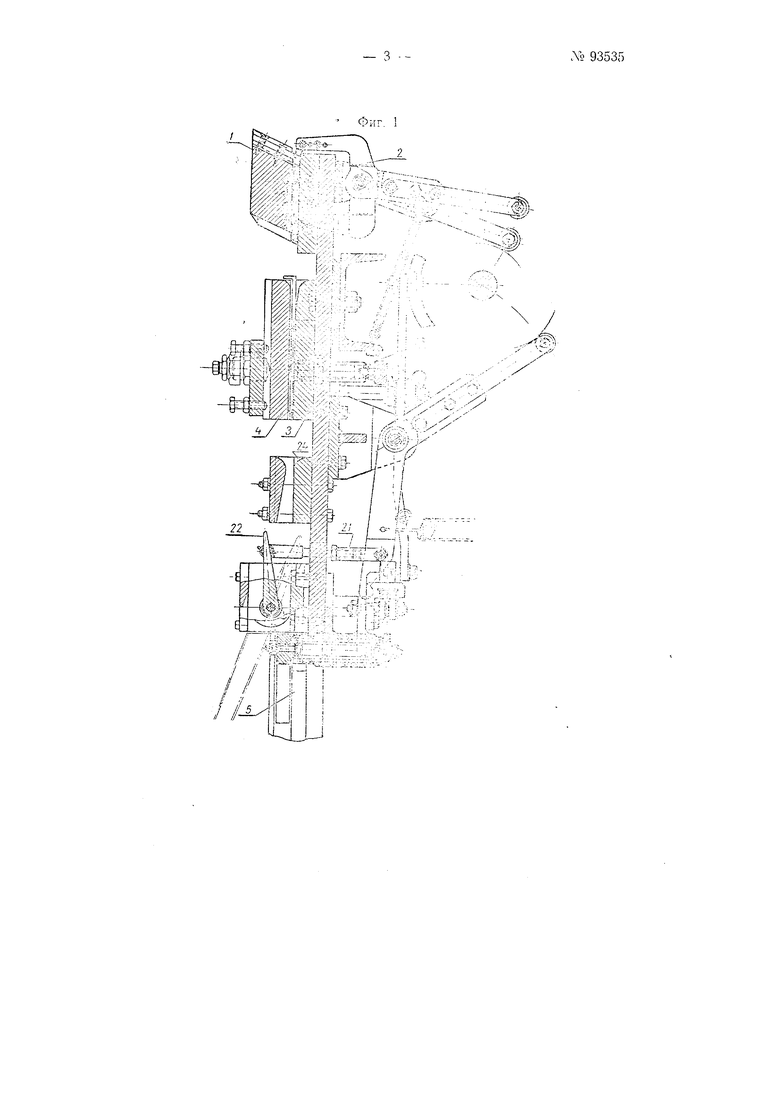
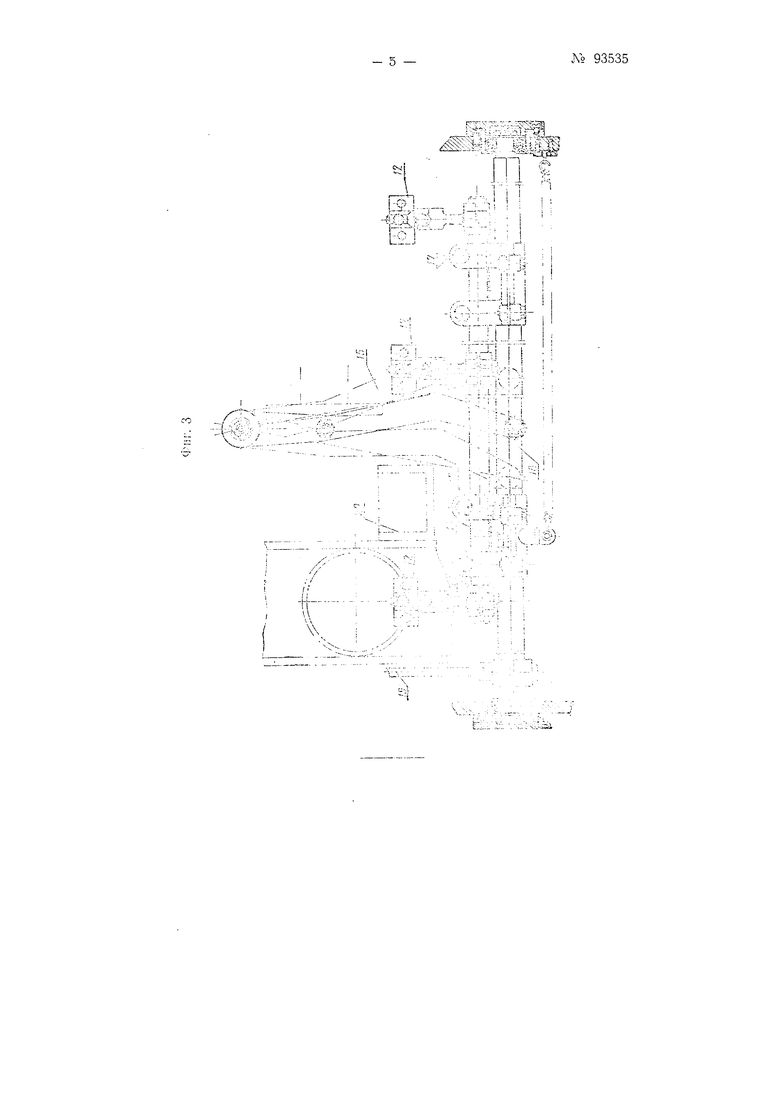
На фиг. 1 изображена ехема измерительного устройства г.втолата; на фнг. 2-схема сортнровочпого у:тго1 ства; па спиг. 3-схема маркировочиого устройства.
Контролируемые порщиевые кольца поступают в агггомат через прпемикк / п с помощью отгехатоля
2по од1:ому-в нзмерительное устройство.
Изл:ерительное устройство выполтгсно в виде 1 аздвижного калибпа. состоящ,его из неподвижной плиты
3и подвижной плиты 4, расстояние между которыми равно наибольшей высоте колец, включая допуск на коробление.
Кольца, коробление которых ие нревыщает установленного допуска, под действием собс-венного веса проходят между плитами ряздвижыого калибра, падают на конец 5 двуплечего рычага, отклоняемого
падающим кольцом, при этом конец 6 того же двуплечего рычага толкает планку 7, которая, упираясь в рычаг 5, по позволяет последнему поверпуться пол, действием кулачка 9. Возврат плйн-;; 7
осуществляется рычагом ./. действием кулач1.:а //.
Небракованпое кольцо поступает в маркировочное устропстзо, где задерживается на позиции клеймения рычагом останова колец. Резиновый штемпель 12 apккpoнoчпoгo устройства связан через кропштепп 13 с кареткой 14, имеюидей поз,|)атно-ноступательное перемеи;еппе i горизонтальной плоскости от кулач но-рычажного привода через подпружиненный рычаг /о. К кз-зтпе прикреплены ползуны 16 и 17, насаженные на прямоугольной и( 18. Прямоугольная штанга 13 с ползунами 16 и 17 при к)айних положениях штемпеля поворачивается рычагом 19 с помоитью кулачггг;рычажного привода.
В крайнем правом положении щтемпель 12 о 1ускается в ваину 20 с травителем; в крайнем лено; : положении щтемпель нанооит на л;;л: цо клеймо.
Отсчет количества годных колец производится элсктр:-п1сскпм rs-erным устройством, копта Пы которого замыкаются кольцами при выходе их из автомата по лотку.
Бракованные кольца зале)}киваются между плитами раздвижного калибра. Планка 7 Г1р:и этом находится в крайнем :гевом положении и рычаг 8 посредг-тво-т тяги ./ отклоняет заслонку 22. О;т-юв()еменно рычаг, сидя;инй па гппоикна одной оси с рьптагом 8, псвора чизается и посредством стержргя 23 отодвигает подвижную плиту 4 раздвижного калибра, которая отходит и пропускает бракованное кольцо. Кольцо по направляющей 24 попадает на заслонку 22 сортироВОЧ1ЮГО устройства и проходит в лоток бракованных колец. Возврат подвижной плиты осуществляется пружиной.
П р е .0, м е т изобретен и я
1.Автомат лля контроля короб.чения поршневых колец и их маркировкл с применением раздвижного калибра, механически неремеи аемой заслонки, кулачно-рычажНгях приводов, маркировочного нгтемполя н ванны, содержащей травите.ть, о т л н ч а ю щ н и с я тем, что, с целью перемен:;ения .тя м- ;;ду ванной н маркируемым ол1- Т1ом по прямоугольной траектории, применена возвратно-поступател :.но перемещаемая с помощью кулачно-рычажного привода каретчр. монтированная на прямоугольной нгганге, поворачиваемой прн крайних положеннях штемпеля также с помоп1ью кулачно-рычажного привода.
2.Форма вынолнения автомата по п. 1, отличающаяся тем, что, с целью предупреждения отхода подвижной п.тить раздвижного калибра в случае прохода через него годгпэтх поршневых к.олец, прик;енеи расположенный в выходном лотке двуплечий , отклоняе,ый действием падаюнгего на него кольп.а н в 1П люча10 ций приво.ч, подвижной плиты.
3.Форма выполнения автомата ;о п. 1, от .л и ч а ю щ. а я с я тем, что. : целью повыитеиня производительпостн автомата, применено несколько ггзмерительных сортируЮНшх УЗЛОВ и маркировочных VCTпойств, приволимых в действие с помогцью одних и тех же кулачнорычажных приводов.
I I - J J ...
;К ,. . J:
-г.
ь ,ь I л1 Т
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля высоты поршневых колец | 1949 |
|
SU93381A1 |
| Автомат для контроля твердости поршней | 1949 |
|
SU91852A1 |
| Механизм для фиксации исходного положения измерительного устройства в автоматах для контроля твердости | 1950 |
|
SU93363A1 |
| Устройство для маркировки поршней | 1950 |
|
SU93311A1 |
| Автомат для контроля упругости поршневых колец | 1949 |
|
SU89155A1 |
| Приспособление для механической записи на ленту результатов измерения микрометром | 1951 |
|
SU93538A1 |
| Устройство для ориентирования поршней при установке их на измерительную позицию в контрольно-сортировочных автоматах | 1950 |
|
SU93137A1 |
| Индикаторный прибор с записывающим устройством | 1951 |
|
SU93768A1 |
| Многошкальный прибор для контроля размеров | 1950 |
|
SU94024A2 |
| Пневматический прибор для измерения конусности | 1950 |
|
SU93613A1 |