Известны автоматы для контроля высоты колец и сортировки их с приМбиеиием электроконтактных измерительных головок, замеряюш,их высоту кольца в иескольких точках.
Описываемый ииже автомат, с целью повышения его производительности, снабжен разветвленным лотком с расположенным в нем качающимся рычатом, поочередно подающим Кольца к двум измерительным узлам, находяи1имся на ветвях лотка.
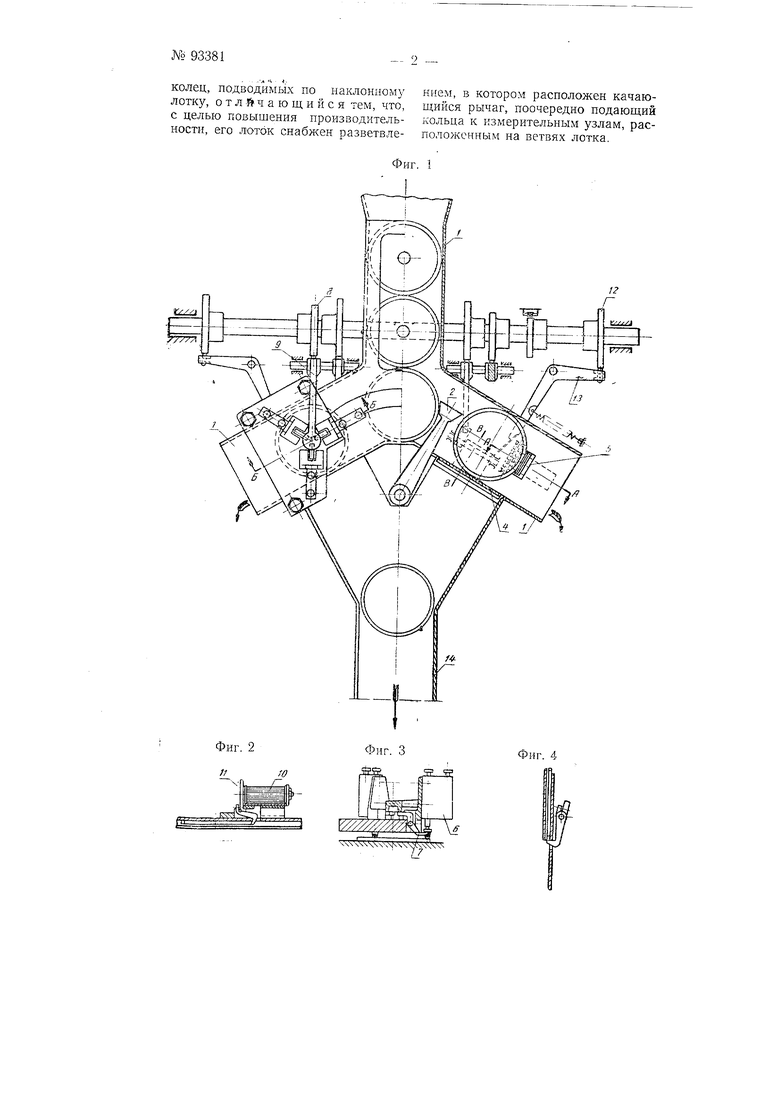
Ма фиг. 1 дано схематическое изображение автомата; на фиг. 2-разрез но АА; на фиг. 3- разрез по ББ; на фиг. 4 - разрез по ВВ и на фиг. 5 - схема ловителя автомата.
Кольца поступают в автомат самотеком по разветвленному лотку 1, в котором расположен качающийся рычаг 2. Равномерность поступления колец к качающемуся рычагу обеспечивается ловителем 3. Качающийся рычаг направляет кольца для измерения поочередно к тому или иному измерительному узлу, расположенному на ветвях лотка.
На измерительных узлах кольца задерживаются заслонками 4 и 5. При упоре в заслонки кольцо оказывается покоящимся своим нижним торцом на трех измерительных
штифтах, расположенных иод углом . При прохождении колец через измерительный узе,п шпиндели электроконтактных датчиков 6 приподняты рычажками 7, управляемыми кулаком б распределите; ьного вала через рычаг 9.
В момент измерения ку.чак 8 заставляет опуститься щпиндели датчиков до соприкосновения с кольцом. Если ирп этом с помощью промежуточного рычага замкнется хотя бы один из шести контактов датчика, сработает через реле электромагн1 Т W, и якорь J1 откроет заслонку 4 для выхода бракованного кольца. Возврат заслонки в начальное положение происходит от кулака 12 через рычаг 13, иажи аюп1ий на якорь.
Если кольцо годное, то ни один контакт не замыкается, и годные кольца из обоих измер ;тельных узлов постуиают в общий желоб 14 выдачи годных колец.
П р е ,1 V. е т и з обретения
Автомат д.-)я к;онтроля выесть; поршневых колец с применением механического привода i; электроконтактных датчиков, замеряющих в нескольких точках высоту поршневых
колец, подводимых по наклонномуннем, в котором расположен качаюлотку, отличающийся тем, что,щийся рычаг, поочередно подающий
с целью повышения производитель-кольца к измерительным узлам, расности, его лоток снабжен разветвле-положенным на ветвях лотка.
Фиг. 1
Фиг. 3
Фиг. 4
g g
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля коробления поршневых колец и их маркировки | 1949 |
|
SU93535A1 |
| Автомат для контроля твердости поршней | 1949 |
|
SU91852A1 |
| Механизм для фиксации исходного положения измерительного устройства в автоматах для контроля твердости | 1950 |
|
SU93363A1 |
| Пневматический прибор для проверки перпендикулярности оси отверстия под палец к продольной оси поршня | 1950 |
|
SU93556A1 |
| Автомат для контроля упругости поршневых колец | 1949 |
|
SU89155A1 |
| Устройство для маркировки поршней | 1950 |
|
SU93311A1 |
| Устройство для съема изделий с конвейера | 1950 |
|
SU93544A1 |
| Прибор для измерения расстояний между осями отверстий | 1952 |
|
SU94398A2 |
| Индикаторный прибор с записывающим устройством | 1951 |
|
SU93768A1 |
| Многошкальный прибор для контроля размеров | 1950 |
|
SU94024A2 |