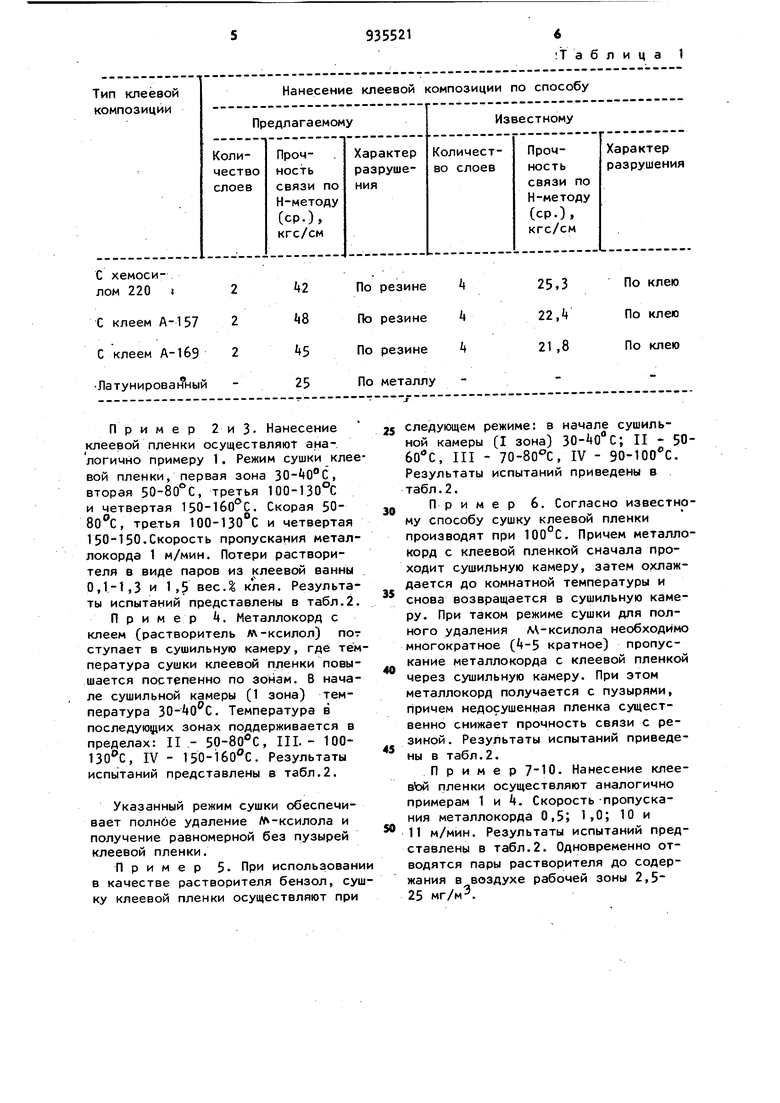
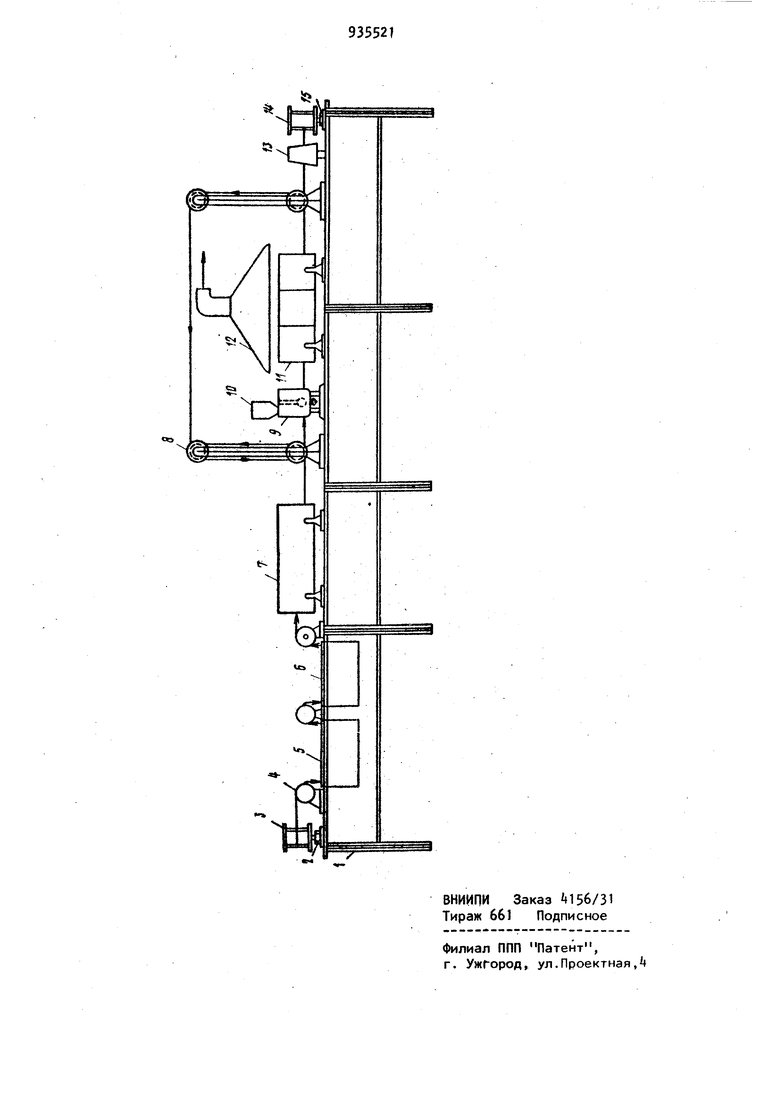
39 ной камеры до температуры на 10-20 С выше температуры кипения растворителя в конце камеры, при скорости пропуска металлокорда 1-10 м/мин и одновременном отводе из камеры паров растворителя до содержания их в воздухе рабочей зоны камеры 2,525 мп./м. Пример 1. На чертеже изображена схема, поясняющая предлагаемый способ. Схема состоит из подстав КИ, на которой размещены все узлы ПОДГОТОВКИ металлокорда и нанесения клеевой композиции, разматывателя 2, с помощью которого с катушки 3 металлокорд направляется через ролики в ванну 5 с роликами и обезжиривающим раствором, и ванну 6 с роликами и водой, сушильной камеры, ку да металлокорд попадает после про- . мывки, обводных роликов 8, с помощью которых металлокорд направляется в клеевую ванну 9. в крышке которой расположен дозатор клея 10 сушильной камеры 11, над которой для удаления паров растворителя расположена вытяж ка 12, намоточного аппарата 13 с помощью которого металлокорд с клеевым покрытием, направляется на катушк Н, которая расположена на наматыватыле 15. Нанесение клеевой композиции на нелатунированный металлокорд осуществляется следующим образом. Готовый нелатунированный металло корд с канатной машины или с катушки 3 направляется через ролик h на обезжиривание в ванну 5 (обезжиривание металлокорда можно произвести различными растворителями и раствор ми, так, например, растворами щелочи, хлорированными углеводородами и др.) э затем промывается проточ ной горячей водой в ванне 6. Для тщательного обезжиривания и промывк ПОВЕРХНОСТИ металлокорда последний подвергается многократному изгибу в ваннах 5 и 6, огибая расположенные направляющие ролики, что также увеличивает время обезжиривания и промывки. Промывочная ванна необходима только при использовании обезжиривающих растворов, например щелочей. При использовании для обезжиривания растворителей, например хлорированн углеводородов, после обезжиривания металлокорд направляется в сушильную камеру 7. В этом случае под сушильной камерой устанавливается вытяжка. Обезжиривающий раствор и вода обновляются автоматически. Затем металлокорд поступает в сушильную камеру 7, которая может быть расположена с разным углом наклона. Сушку можно проводить как нагревая воздух а зоне сушильной камеры 7, так и обдувая металлокорд встречным потоком горячего воздуха.После сушки металлокорд проходит обводные ролики 8, охлаждается на воздухе до комнатной температуры и попадает в -. ванну 9 для нанесения клея. Далее металлокорд с первым слоем клея проходит сушильную камеру 11. В данной сушильной камере температура сушки клеевой пленки повышается постепенно по зонам. В начале сушильной камеры температура ЗО-+О С, а в конце выше температуры кипения растворителя, используемого для приготовления клеев на 10-20 С. Сушильная камера 11 не закреплена жестко и ее можно расположить при необходимости {под разными углами. Режим сушки подобран таким образом, чтобы было обеспечено за короткое время полное удаление растворителя. Над сушильной камерой устанавливается вытяжка 12 для удаления испарившегося раств.орителя, который затем конденсируется в специальных сборниках. Металлокорд с клеевым покрытием после сушильной камеры 11 через обводные ролики 8 вновь возвращается в клеевую ванну. Путем многократного прохождения через клеевую ванну не более 10 раз может быть нанесена необходимая толщина клеевой пленки. После сушильной камеры 11 металлокорд направляется с помощью вытяжного 13 и намоточного 15 аппаратов на катушку 1. Таким образом, обеспечивается непрерывное получение нелатунированного металлокорда с клеевым покрытием. Клеевое покрытие обеспечивает эффективное крепление металлокорда к обкладочным резинам. В табл.1 приведены результаты сравнительных испытаний нелатунированного металлокорда с клеевым покрытием, изготовленного предлагаемым способом, согласно известному, и латунированного металлокорда.
Пример 2иЗ. Нанесение клеевой пленки осуществляют аналогично примеру 1. Режим сушки клеевой пленки, первая зона , вторая 50-80°С, третья 100-130°С и четвертая 150-1бо С, Скорая 5080 0, третья 100-130°С и четвертая 150150.Скорость пропускания металлокорда 1 м/мин. Потери растворителя в виде паров из клеевой ванны 0,1-1,3 и 1,5 вес.1 клея. Результаты испытаний представлены в табл.2.
Пример 4. Металлокорд с клеем (растворитель л -ксилол) пот ступает в сушильную камеру, где температура сушки клеевой пленки повышается постепенно по зонам. В начале сушильной камеры (1 зона) температура 30-4ос. Температура в последующих зонах поддерживается в пределах: II - 50-8оС, III. - 100ТЗО С, IV - ISO-luO C. Результаты испытаний представлены в табл.2.
Указанный режим сушки обеспечивает полнбе удаление /А-ксилола и получение равномерной без пузырей клеевой пленки.
Пример 5. При использовани в качестве растворителя бензол, сушку клеевой пленки осуществляют при
следующем режиме: в начале сушильной камеры (I зона) С; II - 50 , III - 70-80°С, IV - 90-1004. Результаты испытаний приведены в табл.2.
Пример 6. Согласно известному способу сушку клеевой пленки производят при 100°С. Причем металлокорд с клеевой пленкой сначала проходит сушильную камеру, затем охлаждается до комнатной температуры и снова возвращается в сушильную камеру. При таком режиме сушки для полного удаления М-ксилола необходимо многократное ( кратное) пропускание металлокорда с клеевой пленкой через сушильную камеру. При этом металлокорд получается с пузырями, причем недосушенная пленка существенно снижает прочность связи с резиной . Результаты испытаний приведены в табл.2.
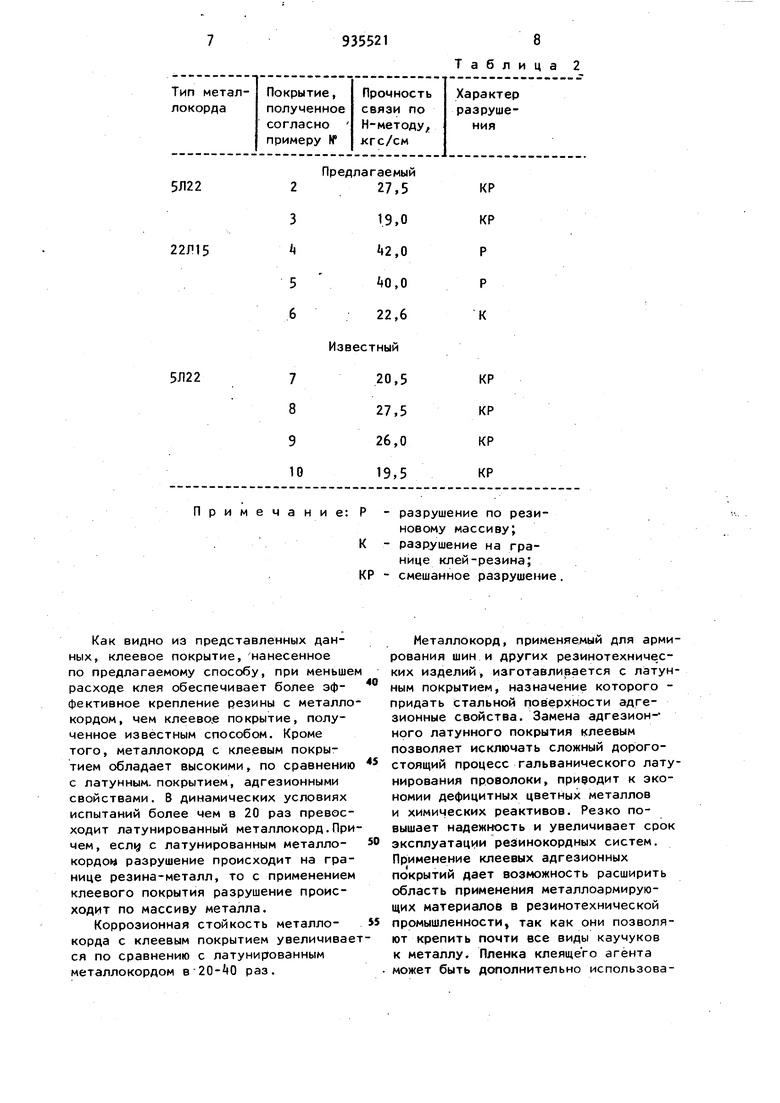
П р им е р 7-10. Нанесение клеевЪй пленки осуществляют аналогично примерам 1 и 4. Скорость-пропускания металлокорда 0,5; 1,0; 10 и 11 м/мин. Результаты испытаний представлены в табл.2. Одновременно отводятся пары растворителя до содержания в воздухе рабочей зоны 2,525 мг/м.
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКИМ ПОВЕРХНОСТЯМ | 1998 |
|
RU2144553C1 |
| Устройство для нанесения клеевого покрытия на металлокорд | 1980 |
|
SU910215A1 |
| СОСТАВ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОКОРДА | 1992 |
|
RU2021318C1 |
| Клеевая композиция для крепления резин к различным субстратам | 1973 |
|
SU474162A3 |
| Способ получения латунного покрытия | 1980 |
|
SU931814A1 |
| АМИНОАЛКОКСИМОДИФИЦИРОВАННЫЕ СИЛСЕСКВИОКСАНОВЫЕ АДГЕЗИВЫ ДЛЯ УЛУЧШЕНИЯ И СОХРАНЕНИЯ АДГЕЗИИ МЕТАЛЛОВ К ВУЛКАНИЗИРОВАННОМУ КАУЧУКУ | 2009 |
|
RU2516199C2 |
| АМИНОАЛКОКСИМОДИФИЦИРОВАННЫЕ СИЛСЕСКВИОКСАНОВЫЕ АДГЕЗИВЫ ДЛЯ УЛУЧШЕНИЯ И СОХРАНЕНИЯ АДГЕЗИИ МЕТАЛЛОВ К ВУЛКАНИЗИРОВАННОМУ КАУЧУКУ | 2009 |
|
RU2648113C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРОВ ВИНТОВЫХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2002 |
|
RU2209911C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОЙ ЛЕНТЫ | 2005 |
|
RU2290314C1 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО РЕЗИНОВОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2005 |
|
RU2280058C1 |
Предлагаемый
Примечание: Р
Как видно из представленных данных, клеевое покрытие, нанесенное по предлагаемому способу, при меньшем расходе клея обеспечивает более эффективное крепление резины с металлокордом, чем клеево.е покрытие, полученное известным способом. Кроме того, металлокорд с клеевым покрытием обладает высокими, по сравнению с латунным, покрытием, адгезионными свойствами. 8 динамических условиях испытаний более чем в 20 раз превосходит латунированный металлокорд.Причем, еслу с латунированным металлокордом разрушение происходит на границе резина-металл, то с применением клеевого покрытия разрушение происходит по массиву металла.
Коррозионная стойкость металлокорда с клеевым покрытием увеличивается по сравнению с латунированным металлокордом раз.
разрушение по резиновому массиву;
К КР разрушение на границе клей-резина; смешанное разрушение
Металлокорд, применяемый для армирования шин и других резинотехнических изделий, изготавливается с латунным покрытием, назначение которого придать Стальной поверхности адгезионные свойства. Замена адгезионного латунного покрытия клеевым позволяет исключать сложный дорогостоящий процесс гальванического латунирования проволоки, приводит к экономии дефицитных цветных металлов и химических реактивов. Резко повышает надежнюсть и увеличивает срок эксплуатации резинокордных систем. Применение клеевых адгезионных покрытий дает возможность расширить область применения металлоармирующих материалов в резинотехнической промышленности, так как они позволяют крепить почти все виды каучуков к металлу. Пленка клеящего агента может быть дополнительно использована как защитное антикоррозионное покрытие металлокорда во время транспортировки и длительного хране ния. Формула изобретения Способ получения клеевого покрытия на металлокорде, включающий обе жиривание металлокорда, нанесение клея полимера из раствора в органическом растворителе и сушку в камер от л и ч а ю щ и и с я тем, что, с целью обеспечения равномерности покрытия и Увеличения прочности связи металлокорда с резиной, нанесение покрытия осуществляют в замкнутом объеме при потере растворителя в виде паров 0,1-1,3 весД 9 кЛея, а сушку осуществляют при температуре, повышающейся от в начале сушильной камеры до температуры на 10-20 С выше температуры кипения растворителя в конце камеры, при скорос.ти пропуска металлокорда 1-10 м/мин и одновременном отводе из камеры паров растворителя до содержания их в воздухе рабочей зоны камеры 2, мг/м.Источники информации, 1ринятые во внимание при экспертизе 1. Патент Японии, Vf l 8-i1598, кл. 25(9)Bt1, опублик. 1973. 2. Цыбулина А.А. и др. Устройство для нанесения клеевого покрытия на металлокорд. Черная металлургия. Бюллетень научно-технической информации, 7 (771), 1976, с. 50-51 (прототип).
SJJ
ci
т
