Предлагаемое изобретение относится к технологическим процессам изготовления металлопластиковых лент, состоящих из монолитно соединенных металлических и пластмассовых лент.
Известны способ получения слоистого материала и устройство для его осуществления. Согласно известному способу, получают слоистый материал, состоящий из полипропиленовой пленки, соединенной с металлической полосой. Способ включает стадии нагрева металлической полосы до температуры выше температуры размягчения полипропилена, подачи подогретой металлической полосы и ленты из полипропиленовой пленки на прижимные валки, нагрева полученного ламината выше температуры плавления полипропилена, охлаждения его путем подачи охлаждающей жидкости на поверхность ламината и сбора охлаждающей жидкости.
В устройстве для получения слоистого материала имеется приспособление для сбора охлаждающей жидкости, выполненное в виде расположенных друг против друга направляющих элементов, образующих зазор для прохода ламината и охлаждающей жидкости в направлении перемещения ламината (См. п. России №2069154, опубл. 20.11.96. кл. В 32 В 15/08).
Недостатками данного технического решения являются: а) нагрев стальной ленты до высоких температур для оплавления контактной пластмассовой ленты; б) повышенное давление, влияющее на качество декоративной поверхности полимерного покрытия; в) сложное водяное охлаждение, увеличивающее капитальные затраты и себестоимость продукции.
Недостатки этого технического решения обусловлены его функциональным назначением для применения в тароупаковочном производстве, в частности банок в консервном производстве, и оно не может быть применено при изготовлении металлопластиковой ленты, предназначенной для последующего профилирования труб с внутренним фальцевым швом.
В качестве прототипа выбран способ изготовления ламинированной ленты из мягкой стали тароупаковочного типа, при котором ленту очищают, химически предварительно обрабатывают очищенную ленту для образования на одной или каждой из ее поверхностей единого слоя неметаллического химического покрытия из оксаниона для обеспечения коррозионной стойкости нижележащей подложки из мягкой стали и для обеспечения адгезии с наносимым позже слоем и наносят на химически обработанную ленту покрытие из термопластичного полимера для образования защитного слоя на, по меньшей мере, одной ее поверхности.
Процесс очистки мягкой стали или черной жести по известному способу осуществляется электролитическим путем, используя раствор, содержащий каустическую соду. После очистки ленту из мягкой стали промывают в воде для удаления всех следов раствора очистки.
Технологическая линия для производства ламинированной черной жести содержит некоторое количество направляющих роликов для непрерывной транспортировки ленты из черной жести из свернутого рулона на выходную катушку через некоторое количество вертикальных ванн. Эти ванны представляют собой ванну для очистки, промывочную ванну и ванну для химической обработки. После сушки горячим воздухом химически обработанную ленту ламинируют органическим полимером при повышенных значениях температуры и давления. Затем ламинированную ленту резко охлаждают, чтобы получить по существу аморфное органическое наружное покрытие (См. п. России 2220789, опубл. 10.01.2004, кл. B 05 D 7/14).
Недостатки данного способа заключаются в следующем:
- процесс очистки и нанесения ламинированного покрытия довольно сложен и оправдан при производстве тары для пищевых продуктов, где необходимы повышенные требования к стерильности внутренней поверхности упаковки, но является излишним при производстве металлопластиковой ленты для декоративного покрытия карниза, например;
- процесс нанесения термопласта на металлическую ленту протекает при повышенных значениях температуры и давления, что ведет к повышенным энергозатратам и увеличению стоимости процесса. Кроме того, повышенное давление при высоких температурах искажает декоративную поверхность пластика. Дорогостоящим является резкое охлаждение после нагрева.
- электролитическая очистка мягкой стали также ведется при температуре 100°.
Все эти недостатки усложняют технологическое оборудование, увеличивают капитальные затраты и себестоимость продукции и данный способ не может быть применен при изготовлении металлопластиковой ленты, предназначенной для последующего профилирования труб с внутренним фальцевым швом.
Технической задачей предлагаемого изобретения является получение металлопластиковых лент, способных выдерживать тяжелую формовку труб с внутренним фальцевым швом без отслоения полимерного покрытия за счет повышения прочности соединения металлической и пластмассовой лент в условиях упрощения технологического процесса и оборудования.
Поставленная техническая задача достигается тем, что способ изготовления металлопластиковой ленты, состоящей из металлической и декоративной пластмассовой лент, включает стадию очистки и предварительной химической обработки очищенной металлической ленты для образования на каждой из ее поверхностей единого слоя неметаллического химического покрытия для обеспечения коррозионной стойкости нижележащей поверхности и для обеспечения адгезии с наносимым позже связующим слоем на верхней поверхности металлической ленты. Способ включает также стадию сушки химически обработанной металлической ленты и стадию подачи металлической и пластмассовой лент на прижимные валки.
Согласно изобретению, в процессе очистки и предварительной обработки металлической ленты в качестве средства для очистки и одновременно для образования единого слоя неметаллического химического покрытия используют перхлорэтилен, в раствор которого погружают металлическую ленту, после чего металлическую ленту перемещают в зону сушки нагревом до 35°С, а в качестве дополнительного связующего слоя на верхнюю поверхность металлической ленты наносят стимулятор склеивания - праймер с последующим нагревом металлической ленты до 50°С перед соединением ее с пластмассовой лентой, на которую наносят со стороны соединения нагретый до температуры плавления полиуретановый клей-расплав перед ее соединением с металлической лентой, при этом для обеспечения лучшей адгезии между соединяемыми металлической и пластмассовой лентами последняя принимается шире металлической, и после соединения металлопластиковую ленту обрезают по ширине металлической ленты.
Поставленная техническая задача достигается с помощью устройства для изготовления металлопластиковой ленты, содержащего направляющие ролики для непрерывной транспортировки металлической ленты из свернутого рулона на выходную катушку через ванну для очистки и предварительной химической обработки, а также средство для сушки горячим воздухом химически обработанной металлической ленты и средства для подачи металлической и пластмассовой лент на прижимные валки, в которых осуществляют соединение металлопластиковой ленты.
Согласно изобретению, ванна для очистки и предварительной химической обработки металлической ленты содержит раствор перхлорэтилена, причем в ванне смонтированы неприводные ролики, создающие натяг металлической ленты, и очистные щетки.
Устройство снабжено средством для нагрева металлической ленты до температуры 50°С, средством для нанесения на соединительную поверхность металлической ленты связующего слоя стимулятора склеивания - праймера и выполненным в виде плоскощелевого сопла средством для нанесения на соединительную поверхность пластмассовой ленты слоя предварительно нагретого до температуры плавления полиуретанового клея-расплава, а также средствами для перемещения пластмассовой и металлической лент с одинаковой скоростью, при этом после прижимных валков установлены приводные отрезные валки.
В известных способах использован бесклеевой и малоклеевой способ ламинирования металлических лент полимерными пленками (ПВХ и ПП) и процесс адгезии происходит за счет оплавления полимерной пленки с соединяемой стороны под воздействием высоких температур и большого давления, что отрицательно влияет на внешний вид декоративной пластмассовой ленты в данном случае и на качество адгезии.
В предложенном способе температура нагрева декоративной пластмассовой ленты значительно ниже и она не оплавляет соединительную поверхность ленты. Вместо этого нагреву до 120°С подвергают одну из составляющих клеевой композиции. Охлаждают соединенную металлопластиковую ленту воздухом без применения жидкого охлаждения и специальных приспособлений. Это значительно упрощает технологическое оборудование для изготовления такой ленты, в котором вместо трех ванн применяют одну ванну с раствором перхлорэтилена, поскольку этот хлорированный углеводород одинаково хорошо и очищает металлическую поверхность, и образует единый слой неметаллического химического покрытия в связи с вышеуказанными последующими целями.
Возможность последующей переработки полученной металлопластиковой ленты в изделия определяется степенью адгезии в системе "пленка - клеевой состав - метал". Свойства металлопластиковой ленты, в целом, определяются свойствами ее металлической и полимерной составляющих, а стойкость к деформации при формообразовании металлопластиковой ленты в изделия напрямую зависит от клеевой композиции и правильно построенной технологии соединения вышеуказанных составляющих.
Исходя из предназначения металлопластиковой ленты в заявляемом техническом решении, к ней не предъявляются требования повышенной предварительной очистки как в тароупаковочном производстве для пищевой промышленности. Но зато повышены требования к прочности соединения металлической и декоративной пластмассовой лент, так как металлопластиковой ленте, предназначенной для изготовления труб карнизов и т.п., предстоит пройти формовку в профилегибочном стане при изготовлении внутреннего фальцевого шва.
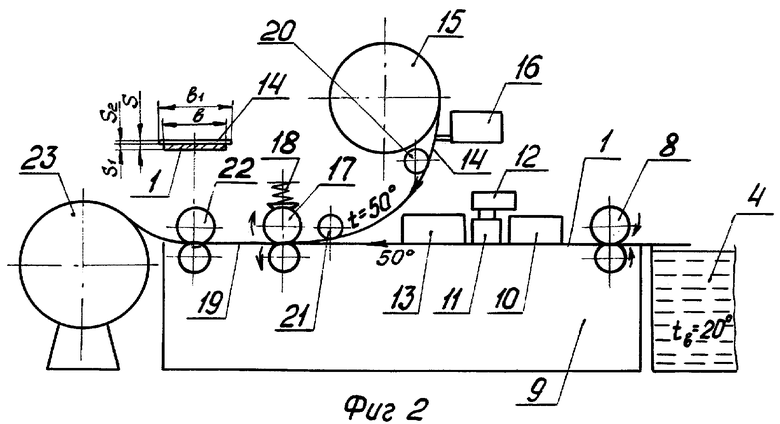
На фиг.1 представлен вертикальный разрез схематично изображенного устройства очистки металлической ленты от масла и грязи и нанесения на поверхность ленты антикоррозийного покрытия.
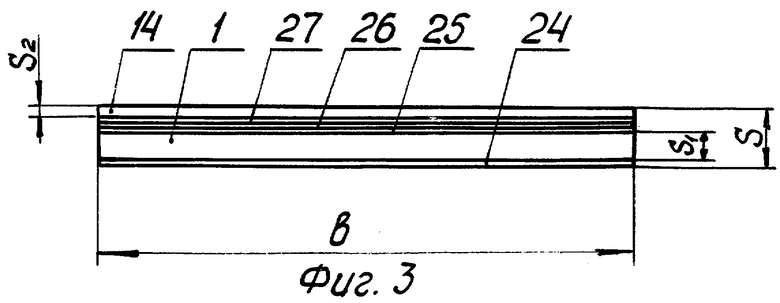
На фиг.2 - устройство получения металлопластиковой ленты и сматывания ее в рулон.
На фиг.3 - полученная металлопластиковая лента шириной В и толщиной S.
Устройство для изготовления металлопластиковой ленты содержит устройство очистки и предварительной обработки металлической ленты 1, состоящее из рулонницы 2, направляющих роликов 3, ванны 4 с перхлорэтиленом, войлочных щеток 5, а также установленных после ванны 4 направляющих роликов 6 и планки 7.
Устройство для изготовления металлопластиковой ленты, как таковое, включает далее транспортирующие валки 8, установленные на станине 9, на которой далее по ходу движения металлической ленты 1 расположена сушильная камера 10 с ламповым нагревом до 35°С с целью образования на обеих поверхностях металлической ленты 1 антикоррозийных пленок из перхлорэтилена. Далее расположено устройство для нанесения на ленту 1 стимулятора склеивания - праймера с помощью наклонной фетровой пластины 11 и капельницы 12, снабженное устройством для вытяжки вредных паров, а также зона 13 с температурой нагрева до 50°.
Над средней частью станины 9 расположена рулонница 15 с намотанной на нее пластмассовой лентой 14, имеющей декоративный рисунок на верхней поверхности. Обратная сторона ленты 14, шириной В1 и толщиной S2, предназначена для нанесения полиуретанового клея-расплава, который подогревают до температуры плавления, например 120°, в устройстве 16, имеющим насос и плоскощелевое сопло (на чертеже не показаны) для подачи клея на недекоративную сторону пластмассовой ленты 14.
После устройства 16 установлены прижимные валки 17, снабженные пружинами 18 для регулируемого сжатия соединяемой ленты. Соединенная лента 19 с помощью клеевой композиции: полихролэтиленовой пленки, стимулятора склеивания - праймера и полиуретанового клея-расплава в процессе адгезии образует монолитную металлопластиковую ленту.
Для обеспечения лучшей адгезии между металлической лентой 1 и пластмассовой лентой 14 последняя принимается шире металлической.
Для направления движения пластмассовой ленты 14 устройство снабжено упорным роликом 20 и направляющим роликом 21. После прижимных валков 17 установлены приводные отрезные валки 22, где соединенная лента 19 обрезается по краям до ширины металлической ленты 1, и сматывающая выходная катушка 23.
Полученная металлопластиковая лента рулонная 19 состоит из металлической ленты 1 и пластмассовой ленты 14, соединенных клеевой композицией. Металлическая лента 1 покрыта с обеих сторон перхлорэтиленовой (ПХЭ) пленкой 24, выполняющей с одной стороны функцию антикоррозийного покрытия, а с другой стороны, подлежащей соединению - основы 25 для адгезии при нанесении связующего слоя стимулятора склеивания - праймера 26. При этом пластмассовая лента 14 со стороны соединения покрыта слоем реактивного полиуретанового клея-расплава (ПУР) 27. При изготовлении такой многослойной ленты 19 использованы клеевые материалы, промывочные жидкости и стимуляторы соединения металла с полимерной лентой ПВХ или ПП (полипропиленовой) фирмы "KleiBerit" (Германия) как новые и современные.
Согласно заявляемому способу, работа устройства для изготовления металлопластиковой ленты осуществляется следующим образом.
Металлическую ленту 1 разматывают из рулонницы 2 и посредством направляющих роликов 3 подают в ванну 4 с перхлорэтиленом, где ленту 1 очищают с помощью войлочных щеток 5 от грязи и масла и выводят через направляющие ролики 6 и планки 7 из ванны 4.
Далее металлическую ленту 1 транспортируют валками 8 в сушильную камеру 10, где с помощью лампового нагрева ее подогревают до 35°С для образования с обеих ее сторон перхлорэтиленовой пленки.
В процессе перемещения металлической ленты 1 на ее верхнюю поверхность наносят слой стимулятора склеивания - праймера с помощью наклонной фетровой пластины 11, на которую подают через капельницу 12 жидкий праймер, после нанесения которого металлическую ленту 1 нагревают до 50°С в зоне 13.
Одновременно с этим процессом пластмассовую ленту 14 с декоративным рисунком на одной из ее поверхностей разматывают из рулонницы 15. На перемещаемую пластмассовую ленту 14 шириной В1 и толщиной S2 наносят нагретый до температуры плавления полиуретановый клей-расплав, который принудительно подается насосом через плоскощелевое сопло на недекоративную поверхность ленты 14.
Соединение ленты 14 с лентой 1 производят при регулируемом сжатии в прижимных валках 17, осуществляемом пружинами 18.
Соединенную металлопластиковую ленту 19 подают над станиной 9 к приводным отрезным валкам 22, где ее обрезают по ширине металлической ленты 1 и сматывают в рулон на выходной катушке 23. Смотанную в рулон металлопластиковую ленту 19 выдерживают для закрепления адгезии в бухтах от двух до четырнадцати суток в зависимости от назначения ленты.
В предложенном способе применяют в качестве средства для очистки металлической ленты от масла и грязи хлорированные углеводороды, не запрещенные Монреальским протоколом, а конкретно перхлорэтилен, который отличается высокой растворяющей способностью по отношению к маслам и легко очищает металл от грязи. Вследствие токсичности растворителя его применение влечет за собой затраты на вентиляцию и отопление, но позволяет работать с ним в автоматическом безлюдном режиме. При этом растворителе пленка масла растворяется мгновенно и поверхность металла не требует сушки от водной пленки, а пленка перхлорэтилена после сушки при температуре 35° образует единый слой неметаллического химического покрытия для обеспечения коррозионной стойкости и основы для адгезии с наносимым позже связующим слоем. Способ представляет собой чистую безотходную технологию, что обуславливает большую экономию энергии.
Установка не создает отходов сточных вод и не требует очистных сооружений. Фактически масло в виде кубовых остатков может быть применено после очистки как топочный продукт или после фильтрации вторично использовано. Габариты установки очистки очень малы. Нанесение на поверхность металла с пленкой перхлорэтилена праймера требует вытяжной вентиляции, но она себя оправдывает. Праймер необходимо наносить равномерно тонким слоем, но в таком количестве, чтобы после нанесения его поверхность была мокрой. Правильность нанесения праймера контролируется лампами черного цвета. Высушивание праймера происходит с помощью нагревающих приборов (инфракрасные лампы, нагретый воздух). Одновременно с высушиванием праймера нагревается металлическая полоса до температуры 50° перед прижимными валками.
Полиуретановый клей-расплав помещают в брикетах в емкость для разогрева клея. В расплавленном текучем состоянии при температуре 120° клей подается через плоскощелевое сопло, валиком на обратную сторону декоративной пластмассовой ленты. С помощью вентилятора или естественным охлаждением на воздухе пластмассовая лента охлаждается перед соединением в прижимных валках до температуры 50°. Оплавление пластмассовой ленты при этой температуре не происходит, что сохраняет декоративный рисунок на одной из ее сторон без искажения. Процессу охлаждения способствует хорошо организованная вентиляция. Процесс соединения металлической и пластмассовой лент происходит при невысокой температуре нагрева лент и регулируемом давлении, которые достаточны для получения монолитной металлопластиковой ленты. Соединенная лента охлаждается принудительной вентиляцией, затем в ней обрезают пластмассовые выступы и перед сматыванием в рулон после адгезии она экологически чиста.
Подбор растворителя, клеевых компонентов, а также конструкция всего устройства позволяют работать на нем фактически по безлюдной технологии. Наблюдение за технологическим процессом осуществляют контрольные приборы. Контролер-наладчик следит за изготовленной лентой в зоне, где отсутствуют экологически вредные пары растворителя и клея. Устройство не создает проблем утилизации сточных вод, позволяет существенно экономить электроэнергию и рассчитано на работу при скоростях изготовления металлопластиковой ленты 30-40 м/мин.
Опытное изготовление металлопластиковой ленты размером 0,53×95 мм производили из металлической ленты шириной В=95 мм, толщиной S1=0,4 мм и ленты ПВХ шириной В1=100 мм, толщиной S2=0,12 мм. В защитных костюмах и респираторах заправляли металлическую ленту в ванну с перхлорэтиленом. Опробовали очистку ленты из мягкой стали по ГОСТ 503-81. Испытание производили при интервале скоростей V=10...50 м/мин. Масляные пятна моментально растворялись. Грязь легко счищалась. Затем в опытном устройстве производили сушку металлической ленты со слоем перхлорэтилена на скоростях V=10-50 м/мин. Пленка перхлорэтилена при температуре 35° образовывалась на обеих поверхностях ленты. Далее на верхнюю поверхность металлической ленты через наклонную фетровую пластину наносили капельницей слой жидкого праймера 831 фирмы "Клейберит" и продвигали металлическую ленту в зону сушки до температуры 50°. Одновременно производили размотку пластмассовой ленты шириной В1=100 мм толщиной S2=0,12 мм. Разогревали полиуретановый клей-расплав ПУР-704,9 фирмы "Клейберит" до температуры 120°С и наносили на недекоративную поверхность пластмассовой ленты. При одновременной размотке металлической и пластмассовой лент производили их соединение парой прижимных валков. Соединенную ленту охлаждали воздухом и обрезали до размера металлической ленты В=95 мм. После этого ее исследовали на прочность монолитного соединения металлической и пластмассовой лент.
Опробование соединенной металлопластиковой ленты производили в профилегибочном стане из опытного рулона шириной В=95 мм и толщиной - 0,53 мм. Полученная металлопластиковая лента выдерживала процесс профилирования, сохраняя монолитность соединения. В дальнейшем испытание производили на полимерной пленке толщиной S=0,12...0,18 мм. При доводке роликового инструмента в процессе профилирования монолитность соединения сохранялась.
Технологически обоснованный расход клеевой массы был опробован:
- перхлорэтилен - 20...25 г/кв.м.
- праймер - 20...25 г/кв.м.
- клей-расплав - 40...50 г/кв.м.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСПРАЙМЕРНЫЙ СПОСОБ ПРОИЗВОДСТВА ПОЛИИЗОЦИАНУРАТНЫХ НЕГОРЮЧИХ СТРОИТЕЛЬНЫХ СЭНДВИЧ-ПАНЕЛЕЙ | 2014 |
|
RU2561119C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2297921C1 |
| СКЛЕИВАНИЕ МНОГОСЛОЙНЫХ КРОМОК | 2012 |
|
RU2618049C2 |
| СПОСОБ СКЛЕИВАНИЯ ТОНКИМИ СЛОЯМИ КЛЕЯ | 2013 |
|
RU2641734C2 |
| Слоистая лента и способ ее изготовления | 1978 |
|
SU882405A3 |
| Полиуретаноуреилен в качестве липкого клея | 1980 |
|
SU912743A1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИБКОГО ЛАМИНАТА ДЛЯ УПАКОВКИ | 2009 |
|
RU2483929C2 |
| СПОСОБ ДУБЛИРОВАНИЯ И ДУБЛИРОВОЧНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2352468C2 |
| УСТРОЙСТВО И СПОСОБ ДЕКОРИРОВАНИЯ ОБЪЕКТОВ | 2018 |
|
RU2760404C2 |
Изобретение относится к технологическим процессам изготовления металлопластиковых лент, состоящих из монолитно соединенных металлических и пластмассовых лент. Способ включает стадии очистки, предварительной химической обработки очищенной металлической ленты, сушки металлической ленты и подачи металлической и пластмассовой лент на прижимные валки. В процессе очистки и предварительной обработки металлической ленты в качестве средства для очистки и для образования единого слоя неметаллического химического покрытия используют перхлорэтилен, в раствор которого погружают металлическую ленту. После этого ее перемещают в зону нагрева до 35°С. В качестве связующего слоя на верхнюю поверхность металлической ленты наносят стимулятор склеивания - праймер. Затем металлическую ленту нагревают до 50°С перед соединением ее с пластмассовой лентой, на которую наносят со стороны соединения нагретый до температуры плавления полиуретановый клей-расплав. При этом для обеспечения лучшей адгезии между соединяемыми металлической и пластмассовой лентами последняя выполняется шире металлической. После соединения металлопластиковую ленту обрезают по ширине металлической ленты. Описано также устройство для осуществления способа. Изобретение позволяет получать металлопластиковые ленты, способные выдерживать тяжелую формовку труб с внутренним фальцевым швом без отслоения полимерного покрытия за счет повышения прочности соединения металлической и пластмассовой лент при упрощении технологического процесса и оборудования. 2 н.п. ф-лы, 3 ил.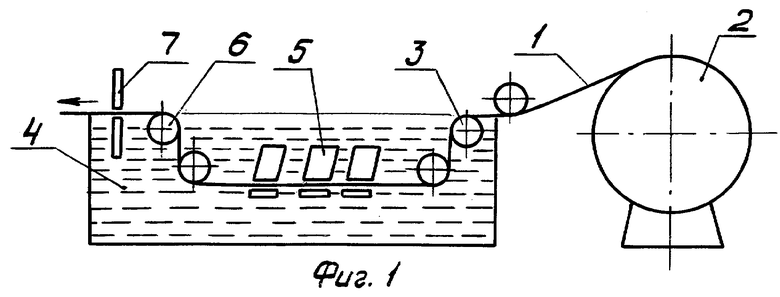
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННОЙ ЛЕНТЫ ИЗ МЯГКОЙ СТАЛИ | 1999 |
|
RU2220789C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2069154C1 |
| US 6099953 A, 08.08.2000 | |||
| Устройство аварийного отключения нагрузки | 1974 |
|
SU544040A1 |
| Контейнер для транспортирования штучных грузов | 1985 |
|
SU1324952A1 |

