Изобретение относится к области буровой техники, в частности к области изготовления статоров винтовых забойных двигателей, и может быть использовано в производстве резинометаллических изделий для нефтегазодобывающей промышленности.
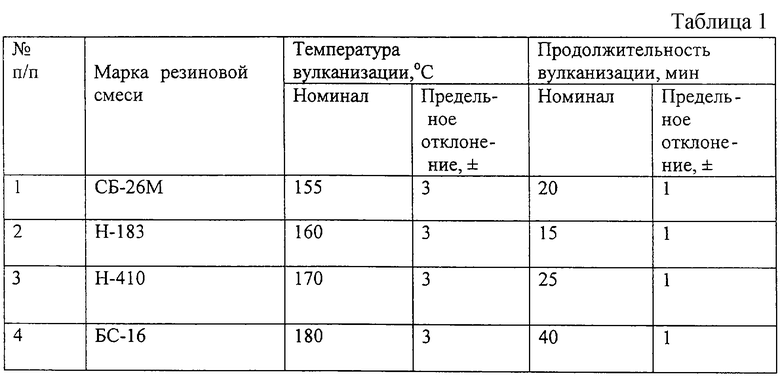
Известен способ изготовления резинометаллических изделий, включающий вулканизацию изделий по стандартным режимам на конкретную марку резиновых смесей согласно таблице 7 [ТУ 2512.003.45055793-98. Смеси резиновые для уплотнительных деталей нефтегазодобывающих и нефтехимических производств](см. в таблице 1).
Для резиновой смеси ИРП-1226 согласно рецептурной карте стандартный режим вулканизации 150oС•60 мин.
При изготовлении по стандартному режиму в предлагаемом способе, если хотя бы один из физико- механических показателей резины: условная прочность в момент разрыва и относительное удлинение при разрыве, твердость, сопротивление раздиру -неудовлетворительный, то вся партия резины бракуется и не допускается в производство. Кроме того, резина по предлагаемому способу получается неэластичной, вследствие чего изделия не вырабатывают гарантийный ресурс, т.е. недолговечны.
Известен способ изготовления резинометаллических изделий, включающий электрохимическое обезжиривание остова (арматуры), сушку, покрытие клеем, сушку клеевой пленки, сборку пресс-формы, подогрев пресс-формы, заливку резиновой смеси, вулканизацию при режиме 150oС •60 мин, разборку пресс-формы, контроль параметров резиновой обкладки [ Гусман М.Т. Забойные винтовые двигатели для бурения скважин. М., Недра, 1981, с. 128-132].
Несовершенством этого способа изготовления статоров является недолговечность и низкая надежность статоров, низкие наработки статоров в составе двигателей у потребителей из-за нестабильности их работы, так как раньше срока разрушается резиновая обкладка. Из-за нестабильных свойств отечественных нитрильных каучуков получаются нестабильные свойства резиновых смесей. В известном способе применяют регламентированный режим вулканизации 150oС•60 мин, при котором испытывают резиновую смесь на усталостную выносливость при входном контроле. Если после входного контроля резиновая смесь не соответствует положительному приросту (положительному значению, то есть значениям выше нормы) показателя усталостной выносливости, то эту резиновую смесь не допускают в производство статоров. Кроме того, при изготовлении по этому режиму резиновая обкладка получается твердой, неэластичной, вследствие чего статоры выходят из строя из-за разрушения резиновой обкладки раньше гарантийных сроков.
Техническим результатом изобретения является повышение долговечности и надежности статоров за счет введения гибких режимов вулканизации и получения только положительных (соответствующих нормативным требованиям) свойств резиновой обкладки статора.
Технический результат достигается тем, что в предлагаемом способе изготовления статоров винтовых забойных двигателей осуществляют электрохимическое обезжиривание остова, дробеструйную обработку его поверхности и покрытие ее клеем, сушку клеевой пленки, подогрев пресс-формы, после чего производят сборку пресс-формы с прогретым в сушильной камере остовом, заливают в пресс-форму предварительно разогретую резиновую смесь, вулканизуют при режиме 150oC • 60 мин, охлаждают пресс-форму, производят ее разборку и замеряют образец партии резины на усталостную выносливость путем контроля параметров резиновой обкладки в узком диапазоне твердости, согласно изобретению, после замера образцов партии резины на усталостную выносливость при недостижении нормативного показателя усталостной выносливости не менее 100 тыс. циклов, а также положительных значений величин условий прочности в момент разрыва и относительном удлинении при разрыве, меняют режим вулканизации путем снижения температуры и времени вулканизации в интервалах соответственно 130<t<50oC, 20<t<60, а после разборки пресс-формы статор подвергают вылежке для усадки и стабилизации размеров резины (обкладки), при этом контроль параметров резиновой обкладки производят в узком диапазоне твердости от 72-80 ед. Шор А.
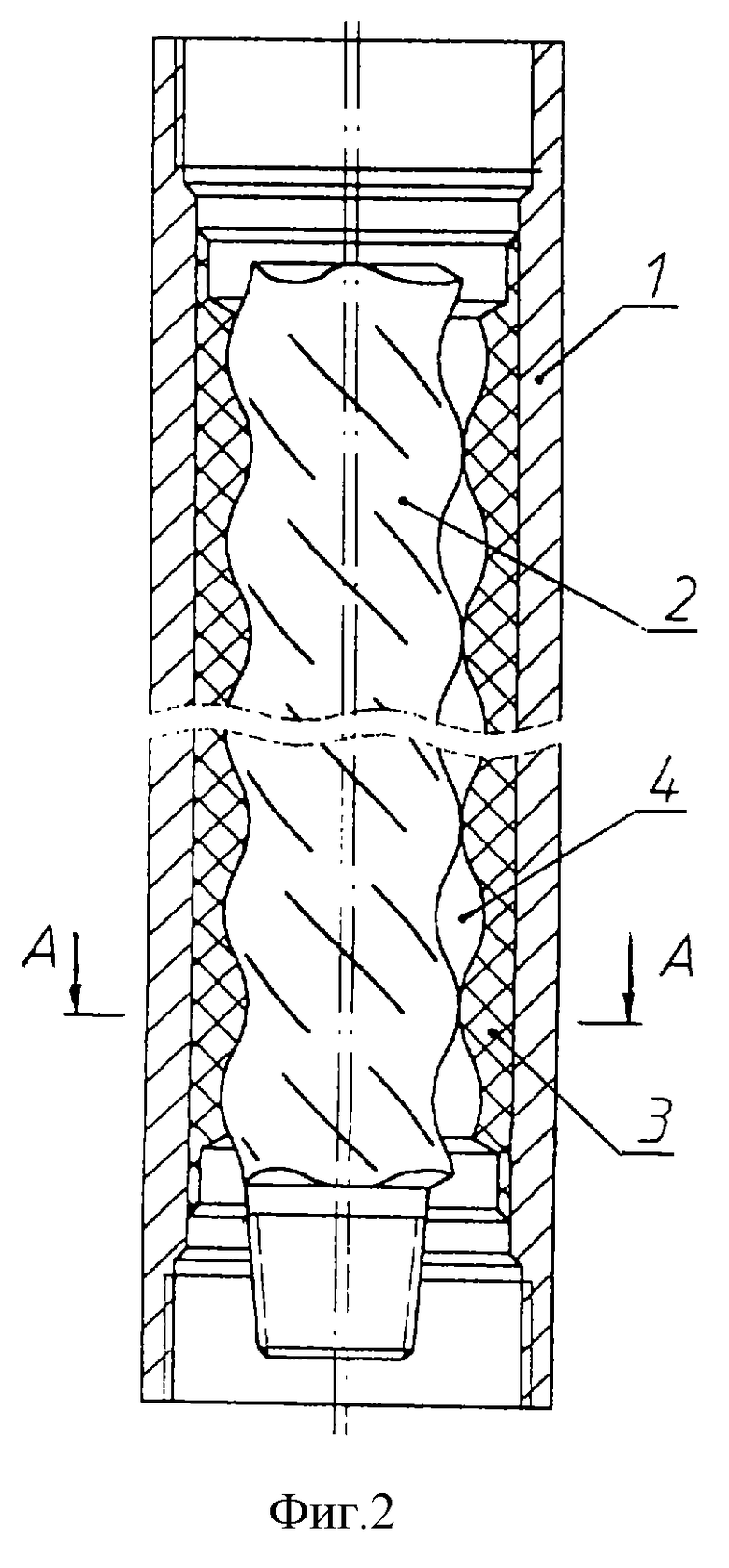
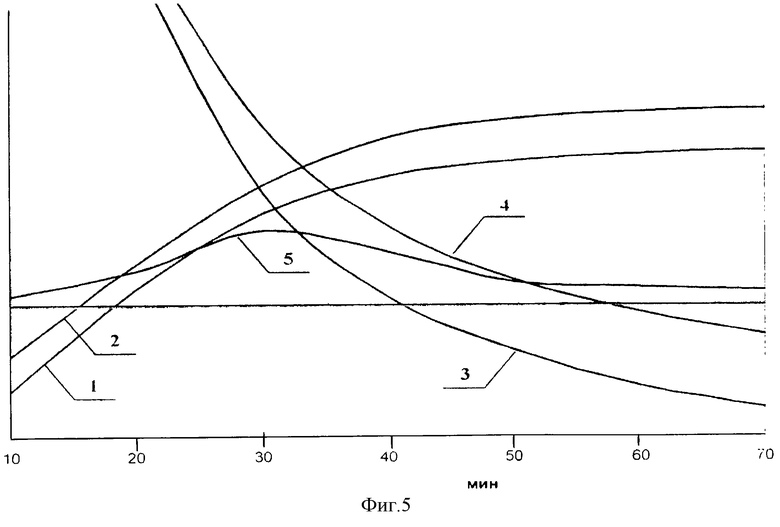
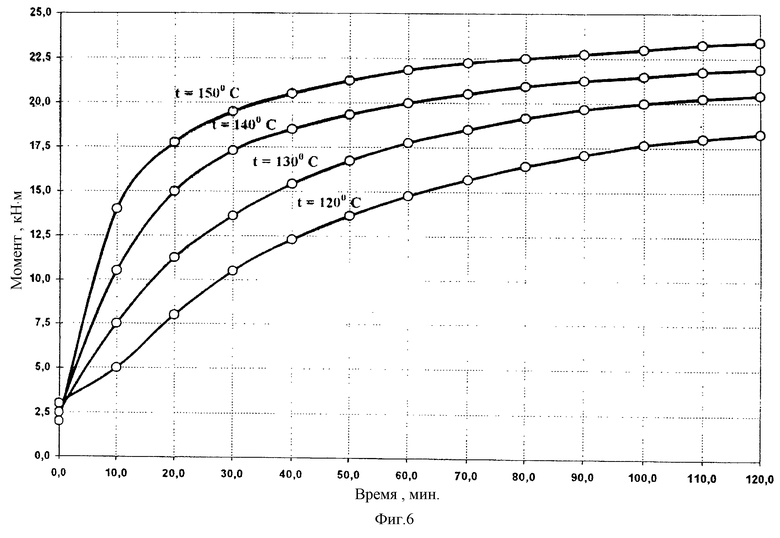
Yа фиг. 1 показан винтовой героторный механизм однозаходный; на фиг.2 - многозаходный; на фиг. 3-4 сечение по А-А фиг. 1-2; на фиг.5 - график "Свойства резиновой смеси" при температуре 150oC: по оси абсцисс - время вулканизации в минах; на фиг.6 - реограммы резиновой смеси ИРП-1226 при различных температурах вулканизации.
Рабочими органами винтового забойного двигателя (ВЗД) является винтовая пара внутреннего зацепления, состоящая из стального статора 1, обхватывающего стальной ротор 2, причем число зубьев (заходов) статора выполнено большим на единицу. Зубья этих механизмов имеют циклоидообразные профили, благодаря чему все зубья контактируют одновременно, а между ними образуются замкнутые винтообразные каналы (фиг. 1), по которым под большим давлением проходит буровой раствор. Статор 1 состоит из металлической трубы, внутри которой приклеена резиновая обкладка 3, имеющая зубчатую винтовую поверхность. Длина зубчатой обкладки достигает 3000 мм, высота зубьев до 14 мм. Статор 1 в работе неподвижен, а ротор 2 при прохождении рабочей жидкости через каналы совершает планетарное движение, обкатываясь по зубьям статора 1. Рабочая жидкость (буровой раствор) имеет плотность до 1500 кг/м3, содержит до 1% песка и до 5% нефтепродуктов. Изучение условий эксплуатации рабочей пары показывает, что резиновая обкладка 3 работает в очень напряженных условиях: при наличии в рабочей паре необходимого натяга контактное давление составляет 4-6 МПа, скорость скольжения 0,-5-4,0 м/с, частота нагружения до 30 Гц и гидростатическое давление до 60 МПа. Поэтому к резиновой обкладке 3 предъявляются высокие требования по прочности, абразивной износостойкости, усталостной выносливости и стойкости в среде нефтепродуктов. Развитие горизонтального бурения, появление новых типов высокоэффективных долот потребовали получения еще большего крутящего момента в рабочей паре. Для решения этих задач резиновая обкладка статора должна была быть очень твердой - в интервале 80-84 ед. Шор А. Такой уровень твердости обкладки достигался режимом вулканизации статоров при 150oС в течение 60 мин и поддерживался вплоть до июля 1999 г.
Анализ отработки ВЗД показал, что чаще всего статоры отказывали в работе из-за разрушения зубьев резиновой обкладки. В связи с этим были проведены исследовательские работы по изучению изменения свойств резиновой смеси от времени вулканизации, результаты которой иллюстрируется на фиг.2, где 1 - это твердость, 2 - прочность при разрыве, 3 -усталостная выносливость, 4 - относительное удлинение, 5 - сопротивление раздиру.
Проведение вулканизации по гибким режимам позволяет держать твердость обкладки в очень узком диапазоне 72-80 ед. Шор А. При получении более мягкой обкладки, т. е. при твердости ниже 72 ед. Шор А двигатель в аварийных ситуациях может заклинить. При более высокой твердости, чем 80 ед. Шор А, обкладка теряет эластичность и при многократных деформациях и попадании инородного предмета в канал рабочей пары обкладка быстро разрушается, в результате чего двигатель становится недолговечным. "Усталостная выносливость" материала отвечает за долговечность работы изделия. "Относительное удлинение" говорит об эластичности резиновой обкладки (способность легко деформироваться с последующим восстановлением). Если при температуре вулканизации, равной 150oС, не получаются положительные, то есть удовлетворительные (выше нормы) результаты испытаний хотя бы по одному из показателей, то меняют режим вулканизации.
Пример изготовления статора Д5-195.080:
Остов, допущенный в производство статоров, обезжиривают в ванне с электролитом температурой (30-80)oС в течение 8+2 мин при силе тока (900±200) А и напряжении 6 В, затем его промывают горячей водой с температурой 60oС втечение 3+1 мин и сушат в шахтной печи при температуре (100-150)oС в течение 5-10 мин.
После обезжиривания внутреннюю поверхность остова дробеструят при давлении сжатого воздуха (0,5-0,7) МПа.
На внутреннюю поверхность остова не позднее чем через 1 ч после дробеструйной обработки методом налива наносят 150 мл/дм2 клея при температуре в помещении (18-30)oС, при этом медленно вращают остов. Визуально проводят контроль качества нанесения клея: не должно быть натеков и непокрытых мест. После чего клеевую пленку просушивают в сушильной камере при температуре (50-70)oС в течение не менее 60 мин.
Пресс-форму прогревают в автоклаве в течение не менее 30 мин при температуре не менее 130oС, после чего ее собирают вместе с прогретым в сушильной камере остовом.
Собранную пресс-форму устанавливают на стол заливочного пресса и производят заливку в нее предварительно разогретой на вальцах 20 кг резиновой смеси ИРП-1226.
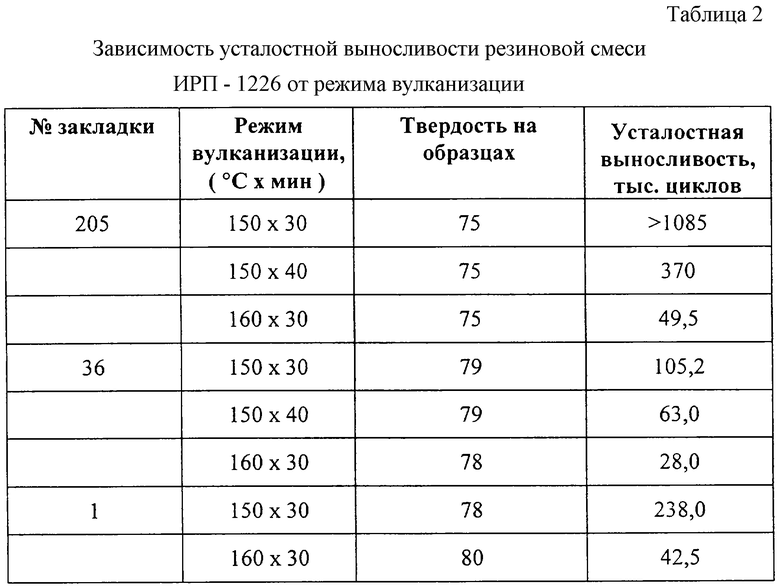
После заливки устанавливают заглушку в литьевое отверстие пресс-формы, наносят ударным способом маркировку на пояске остова и вулканизуют статор в автоклаве по режиму, подобранному на входном контроле для данной партии резиновой смеси, которой залит статор. Например, входному контролю подвергают резиновую смесь ИРП-1226 партии 1 массой 2 т при режиме 150oС•60 мин и при положительных значениях условной прочности и относительном удлинении при разрыве получают усталостную выносливость 60 тыс. циклов (менее требуемых 100 тыс. циклов), что отражено на фиг.5, то изготовление образцов повторяют при температуре t =150oС, уменьшая время в интервале 35 >t >20 согласно таблице 2 (для примера приведена часть таблицы) и графикам на фиг.5.
Прямой горизонтальной линией на фиг.5 отмечена норма по всем указанным показателям: 1 - твердость соответствует 72 ед.Шор А, 2-прочность при разрыве - 16 МПа, 3 - усталостная выносливость - 100 тыс. циклов, 4 - относительное удлинение - 280%, 5 - сопротивление раздиру - 50 Н/мм.
Когда все пять показателей выше нормы - горизонтальной линии (оптимальное t = 30мин, т. к. при t = 30 мин кривая раздиру имеет максимальное значение), то режим выбран верно.
Если при этом режиме получена усталостная выносливость 250 тыс. циклов, положительные результаты по разрыву и относительному удлинению, твердость 77 ед. Шор А, т.е. в узком интервале 72-77 ед. Шор А, то изготовление статоров из всей массы партии резиновой смеси ведут по режиму 150oС•30 мин. Но если твердость получилась ниже или выше нормы, то режим меняют: снижают (или повышают) температуру и укорачивают (или удлиняют) время вулканизации. (В прототипе же режим вулканизации один и тот же для всех партий резиновой смеси 150oС•60 мин).
После вулканизации пресс-форму охлаждают в ванне с водой при температуре не выше 30oС в течение не менее 3 ч. После чего пресс-форму разбирают. Статор помещают в стеллаж-накопитель и подвергают вылежке в течение не менее 48 ч с целью усадки и стабилизации размеров резиновой обкладки.
Параметры резиновой обкладки статора: диаметр обкладки по выступам зубьев, сплошность крепления обкладки к остову, кривизна внутреннего канала обкладки, состояние поверхности и твердость резиновой обкладки подвергают контролю на соответствие требованиям нормативной и конструкторской документации. Имеющуюся маркировку на пояске дополняют значением диаметра по выступам зубьев резиновой обкладки. Обтачивают статор и производят нарезку резьб с обоих торцов статора, защищая внутренний канал статора пробками-заглушками от попадания внутрь посторонних предметов и веществ, способных разрушить резиновую обкладку. Для защиты от коррозии поверхность резьбы фосфатируют в растворе электролита температурой 55-65oС в течение 5-10 мин, после чего на резьбовые поверхности статора при помощи щетки наносят индустриальное масло. Качество фосфатной пленки проверяют по внешнему виду и по ГОСТ 9.302.
На статор, соответствующий требованиям нормативной и конструкторской документации, оформляют паспорт и отправляют на склад, затем на участок сборки рабочей пары, испытательный стенд, участок комплектации двигателя и склад.
Графики на фиг. 5 поясняют, что при регламентированном режиме 150oС•60 мин, который использовали в прототипе [1], показатели усталостной выносливости и относительного удлинения ниже нормы, а твердость 80-84 ед.Шор А, что иллюстрируется графиком N3. А у заявляемого изобретения при выбранном режиме вулканизации (150oС•30 мин) все показатели: усталостной выносливости в момент разрыва, относительном удлинении при разрыве выше нормы, а твердость в узком диапазоне твердости 72-77 ед. Шор А.
На основании проведенных испытаний резиновой смеси ИРП-1226, используемой для обкладки статора, получен оптимальный режим вулканизации 150oС•30 мин - это один из режимов, который определен.
При работе по этому режиму незначительные отклонения по температуре и времени (человеческий фактор) дают существенные отклонения усталостной выносливости в сторону снижения согласно таблице 2.
На основании реограмм, изображенных на фиг.6, полученных при различных температурах, следует, что изготовление статора при более низких t = 140-130oC происходит при более комфортных условиях: изменение свойств резиновой смеси происходит более медленно (характер изменения кривых становится более пологим), что позволяет легче управлять технологическим процессом изготовления статоров и получать более надежные и долговечные (с большими наработками) изделия.
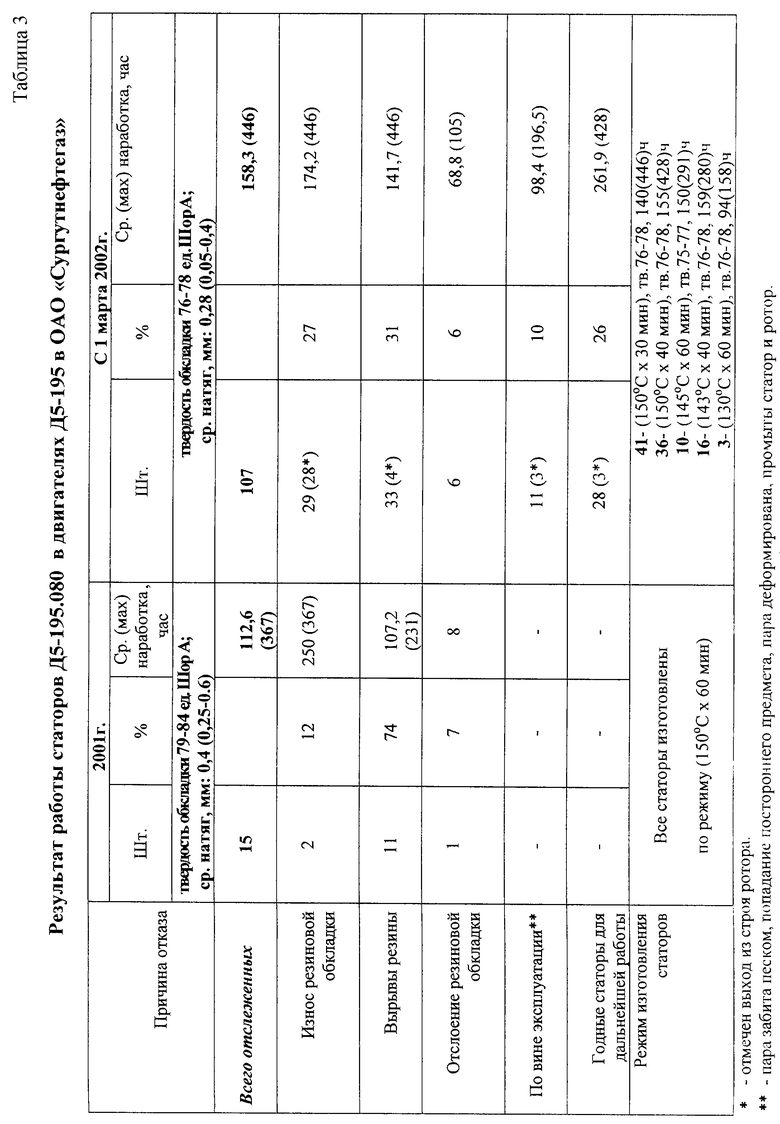
Из таблицы 3 видно, что статоры, работавшие на буровых в 1999-2000 г.г., в основном (70-74%) вышли из строя из-за разрушения резиновой обкладки. Все статоры были изготовлены в 1997-1999 годах по режиму вулканизации 150oС•60 мин и имели твердость резиновой обкладки 78-84 ед. Шор А.
Выход из строя статоров из-за разрушения резиновой обкладки, как видно из таблицы 3, в 2001 г. снизился до 31%, так как на буровых работали статоры, изготовленные в 1999-2000 г.г. по гибким режимам вулканизации, имеющие твердость резиновой обкладки 76-78 ед. Шор А. Кроме того, 26% статоров остались годными при средней наработке 261,9 ч и 27% статоров вышли из строя по износу резиновой обкладки; что делает их условно годными, так как при подборе ротора нужного диаметра для обеспечения необходимого натяга, статор вновь работоспособен. И такие случаи в 2002 г. имели место быть: из 107 отслеженных статоров 14 работали с 2-3 роторами.
Таким образом, введение гибких режимов вулканизации позволило получать статор, резиновая обкладка которого всегда имеет твердость 72-80 ед. Шор А, необходимые физико-механические свойства, обеспечивающие долговечность.
Для каждой поступившей партии резины подбирается оптимальный режим вулканизации по температуре и по времени. По этому режиму из указанной резиновой смеси изготавливаются статоры.
Источники информации:
1. ТУ 2512.003.45055793-98. Смеси резиновые для уплотнительных деталей нефтегазодобывающих и нефтехимических производств.
2. М.Т. Гусман и др. Забойные винтовые двигатели для бурения скважин. М. , Недра, 1981, с. 128-132.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2367568C2 |
| ШАРОВОЙ ШПИНДЕЛЬ ЗАБОЙНОГО ДВИГАТЕЛЯ | 2001 |
|
RU2186187C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2348525C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2018 |
|
RU2685652C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРАВЛИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2315201C1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ РЕЗИНОМЕТАЛЛИЧЕСКИХ СТАТОРОВ ВИНТОВЫХ ГЕРОТОРНЫХ ГИДРОМАШИН | 2003 |
|
RU2224651C1 |
| ВИНТОВОЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ ДЛЯ БУРЕНИЯ СКВАЖИН | 2017 |
|
RU2673479C1 |
| ВИНТОВОЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ | 2001 |
|
RU2187615C1 |
| ШПИНДЕЛЬ ЗАБОЙНОГО ДВИГАТЕЛЯ | 2001 |
|
RU2192533C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННЕГО ДИАМЕТРА ИЗДЕЛИЙ С ЭЛАСТОМЕРНЫМ ПОКРЫТИЕМ | 2000 |
|
RU2200934C2 |
Изобретение относится к области буровой техники, в частности к области изготовления статоров винтовых забойных двигателей, и может быть использовано в производстве резинометаллических изделий для нефтегазодобывающей промышленности. Предлагаемый способ изготовления статоров, включающий электрохимическое обезжиривание остова, дробеструйную обработку поверхности, покрытие клеем, сушку клеевой пленки, подогрев пресс-формы, сборку пресс-формы, заливку резиновой смеси, вулканизацию, разборку пресс-формы, контроль параметров резиновой обкладки, замер образца партии резины на усталостную выносливость и при недостижении нормативного показателя усталостной выносливости не менее 100 тыс. циклов, а также положительных значений величин условной прочности в момент разрыва и относительном удлинении при разрыве в узком диапазоне твердости 72-77 ед. Шор А меняют режим вулканизации образцов данной партии в интервале температур 130-150oС и времени 20-60 мин, после вулканизации проводят охлаждение пресс-формы, а после разборки пресс-формы статор подвергают вылежке для стабилизации параметров резины (обкладки). Введение гибких режимов вулканизации позволило получать статор, резиновая обкладка которого всегда имеет твердость 72-77 ед. Шор А, необходимые физико-механические свойства, обеспечивающие долговечность двигателей. 6 ил., 3 табл.
Способ изготовления статоров винтовых забойных двигателей, включающий электрохимическое обезжиривание остова, дробеструйную обработку его поверхности и покрытие ее клеем, сушку клеевой пленки, подогрев пресс-формы, после чего производят сборку пресс-формы с прогретым в сушильной камере остовом, заливают в пресс-форму предварительно разогретую резиновую смесь, вулканизируют при режиме 150oС•60 мин, охлаждают пресс-форму, производят ее разборку и замеряют образец партии резины на усталостную выносливость путем контроля параметров резиновой обкладки в узком диапазоне твердости, отличающийся тем, что после замера образцов партии резины на усталостную выносливость при недостижении нормативного показателя усталостной выносливости не менее 100 тыс. циклов, а также положительных значений величин условной прочности в момент разрыва и относительном удлинении при разрыве, меняют режим вулканизации путем снижения температуры и времени вулканизации в интервалах соответственно 130oC<to<150oC, 20 мин<t<60 мин, а после разборки пресс-формы статор подвергают вылежке для усадки и стабилизации размеров резины обкладки, при этом контроль параметров резиновой обкладки производят в узком диапазоне твердости от 72-80 ед. Шор А.
| ГУСМАН М.Т | |||
| и др | |||
| Забойные винтовые двигатели для бурения скважин | |||
| - М.: Недра, 1981, с.128-132 | |||
| Статор винтового забойного двигателя | 1986 |
|
SU1385686A1 |
| Винтовой забойный двигатель | 1987 |
|
SU1594258A1 |
| Забойный винтовой двигатель | 1989 |
|
SU1781403A1 |
| Героторный забойный двигатель | 1991 |
|
SU1794176A3 |
| RU 2073094 C1, 10.02.1997 | |||
| БАЛДЕНКО Д.Ф | |||
| и др | |||
| Винтовые забойные двигатели | |||
| - М.: Недра, 1999, с.334-339. | |||

