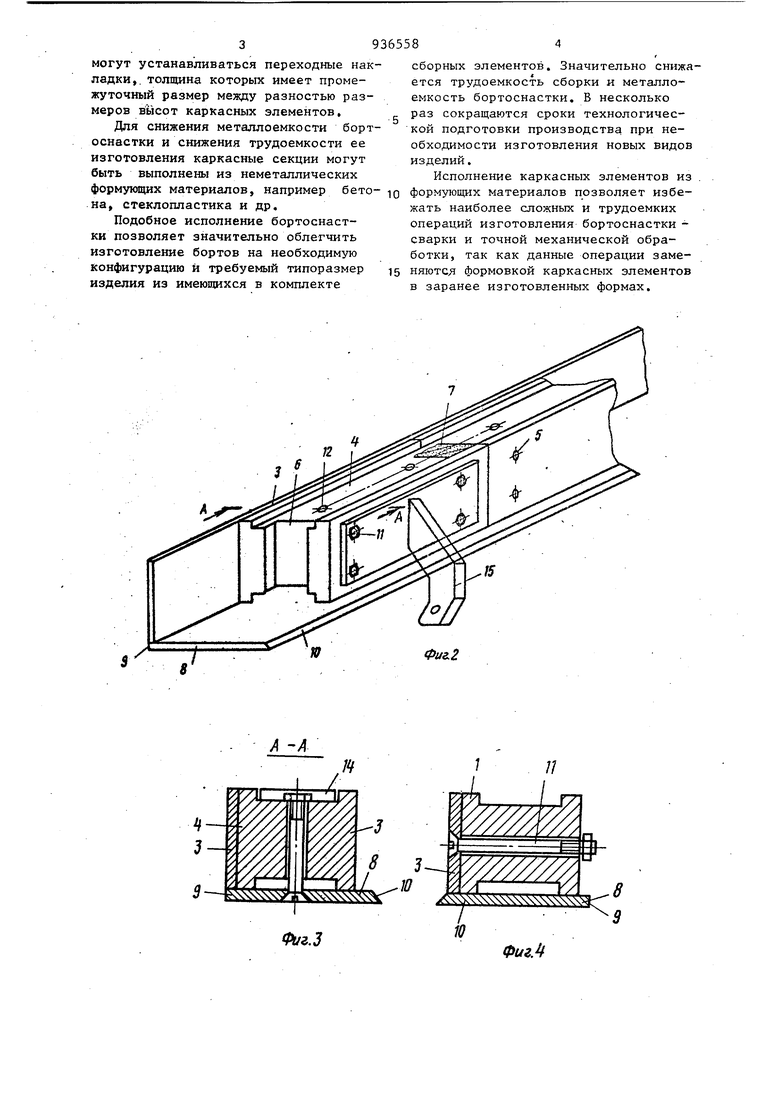
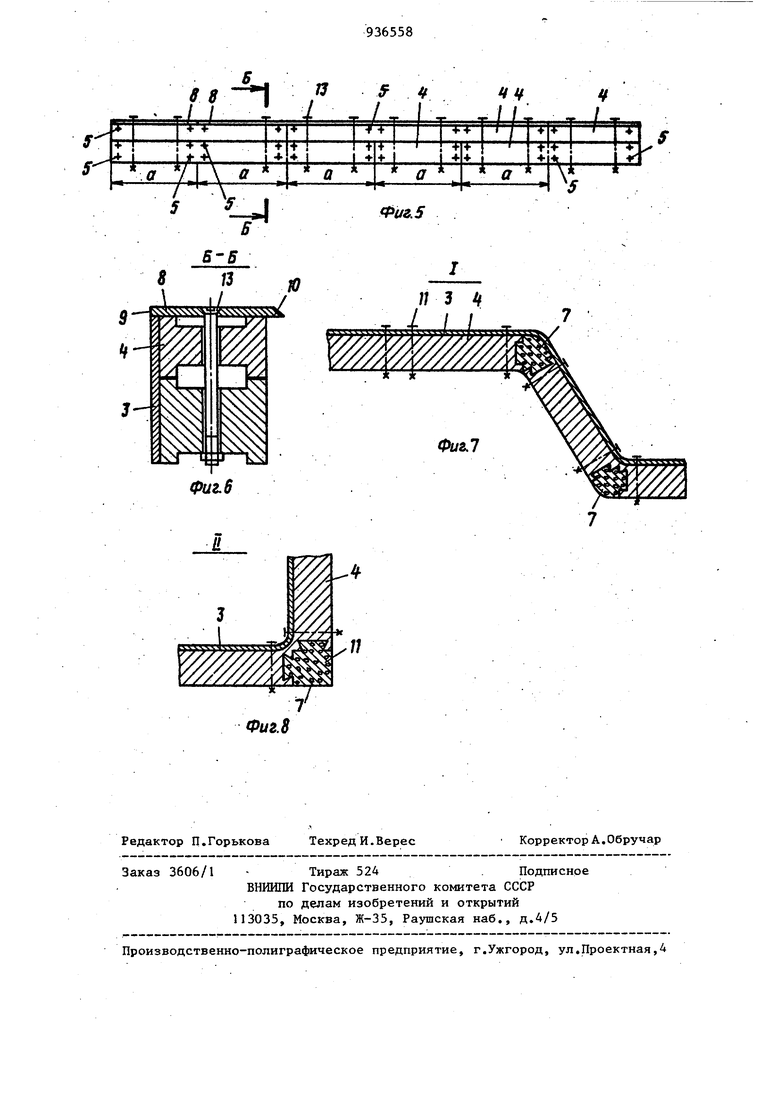
1 Изобретение относится к производству изделий избетонных смесей, а более конкретно к формам для изготов ления изделий из бетонных смесей. Известна сборная бортовая оснастка содержащая поддон и комплект сек ций, взаимосвязанных между собой в торцах посредством болтовых соединений , Известна также бортовая оснастка, содержащая поддон и борта из модульных элементов. Недостатком указанных устройств, является повьшенная трудоемкость сборки форм различных типоразмеров и строгой фиксации их в рабочем поло жении при изготовлении изделий сложной конфигурации. Целью изобретения является снижение трудоемкости сборки форм различных типоразмеров. С этой оснастка содержит поддон и борта из модульных элементов, каждый модульный элемент борта выполнен с фигурными торцами,зазор между которыми заполнен армированным твердеющим материалом. На фиг.1 представлена схема сборки бортоснастки на изделие типа консольной , колонны в плане; на фиг.2 фрагмент сборной бортоснастки в аксонометрии; на фиг.З - разрез А-А на фиг.2; на фиг.4 - вариант установки переходной накладки на каркасном элементе; на фиг.З - схема сборки бортоснастки при многорядной уста новке секций по высоте; на фиг,6 разрез Б-Б на фиг.5; на фиг.7 - узел I на фиг.1; на фиг.8 - узел II на фиг.1 . Сборная бортовая оснастка состоит из комплекса 1i взаимосвязанных посредством соединительных элементов 2. Каждая секция выполнена в виде съемной формующей стенки 3 и каркасного элемента 4 с рядом повторяющихся через заданный шаг отверстий 5. Каркасные элементы имеют в стыкуемых плоскостях фигурные с возможностью зацепления пазы 6, которые при сборке секций заполняются армированным твердеющим материалом 7. Фигурные пазы 6 могут быть выполнены в виде ласточкиного хвоста, как показано на фиг.2,7,8, так и Т-образной, Г- образной или какой-либо другой формы в вертикальной, горизонтальной или обе их плоскостях. 8 Комплект секций содержит также переходные накладки 8 и 9, одна из сторон которых выполнена как продолжение .съемной формующей стенки 3, а другая имеет скос 10, соответствующий размерам фасок формуемых изделий. Формующие стенки 3 крепятся к каркасным элементам посредством болтовых соединений 11 через горизонтальные отверстия 5. G помощью вертикальных отверстий 12 на каркасных элементах устанавливаются переходные накладки 8, а также производится соединение секций по высоте при многорядной их схеме сборок (см.фиг.5). При расположении крепежных гаек вертикальных болтовых соединений 13 сверху они накрываются защитными кожухами 14. . Перед сборкой борта на каркасные элементы 4 устанавливаются с перекрытием стыков формующие стенки 3. Перекрытие стыков обеспечивается за счет кратности размерного ряда отверстий, определяемого модулем а каркасного элемента 4. Размерные ряды отверстий формующих стенок, выполненные в соответствии с размерным . рядом каркасных элемейтов, позволяет сдвигать их на величину модуля и таким образом перекрывать стыки каркасных элементов. При необходимости изготовления изделий сложной конфигурации, например колонн с консолями, на каркасных элементах устанавливаются и закрепляются предварительно изготовленные формующие стенки, выполненные по контуру консоли. После сборки формующих стенок на каркасных секциях и точной выставки сборной конструкции по геометрическому контуру изделия все стыки каркасных секций заполняются армированным твердеющим материалом. После схватывания стыков бортоснастка готова к работе и может устанавливаться на формующую плоскость. При этом отверстия 5 могут быть использованы для крепления к бортоснастке различного рода связывающих ее с поддоном элементов: петель, шарнирных соединений 15,. кронштейнов, сдвижных механизмов и т.д. Если имеющийся ряд высот каркасных элементов не обсепечивает возможность набора требуемого размера изделия, на них сверху или снизу могут устанавливаться переходные нак ладки,, толщина которых имеет промежуточный размер между разностью размеров высот каркасных элементов. Для снижения металлоемкости борт оснастки и снижения трудоемкости ее изготовления каркасные секции могут быть выполнены из неметаллических формующих материалов, например бето на, стеклопластика и др. Подобное исполнение бортоснастки позволяет значительно облегчить изготовление бортов на необходимую конфигурацию и требуемый типоразмер изделия из имеющихся в комплекте 84 сборных элементов. Значительно снижается трудоемкость сборки и металлоемкость бортоснастки. В несколько раз сокращаются сроки технологической подготовки производства при необходимости изготовления новых видов изделий. Исполнение каркасных элементов из формующих материалов позволяет избежать наиболее сложных и трудоемких операций изготовления бортоснастки сварки и точной механической обработки, так как данные операции заменяютсд формовкой каркасных элементов в заранее изготовленных формах.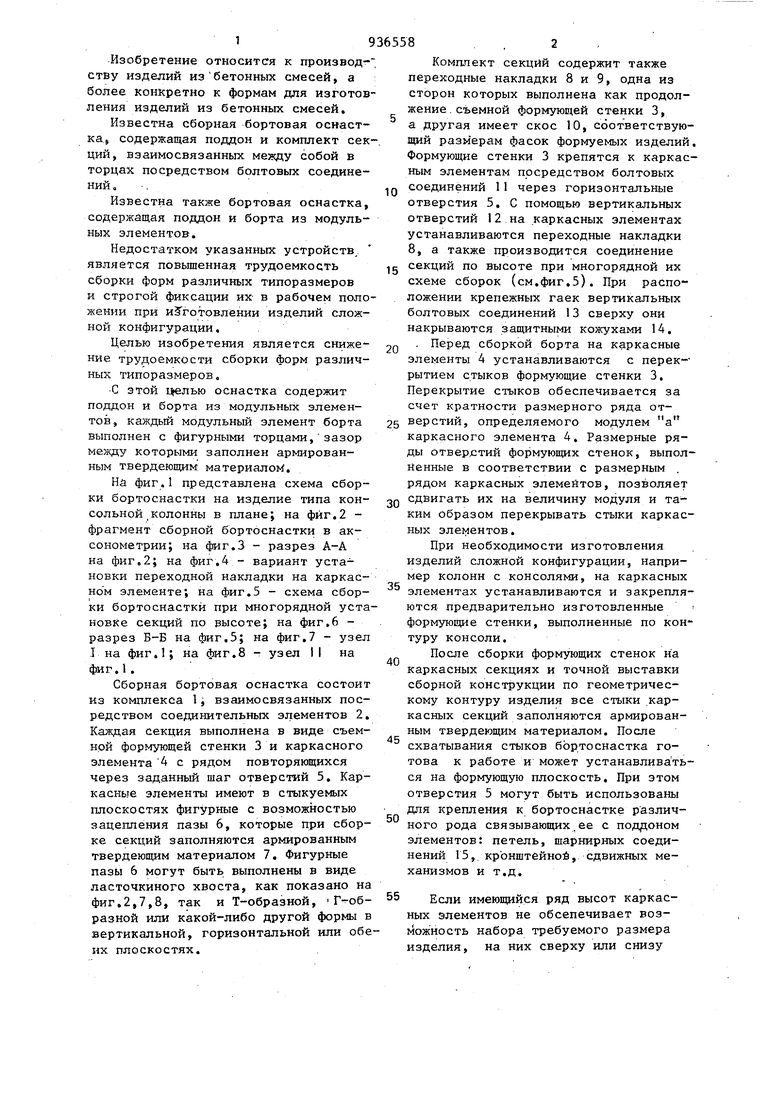
СБОРНАЯ БОРТОВАЯ ОСНАСТКА |ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХСМЕСЕЙ, содержащая поддон, борта из модульных элементов, отличающая с я тем, что, с целью снижения трудоемкости сборки форм различных типоразмеров, каждый модульный .элемент борта выполнен с фигурными торцами, зазор между которыми заполнен армированным твердеющим материалом. i (Л СО Од сл СП 00 Фиг.
Ч
v
Ч Ч
Фиг. 5
Ю
фцг.6
/; 3 «
| Реферативная информация ВНИИЭСМ серия Промьшшенность сборного железобетона, серия 11, М., 1976, с.7-9 | |||
| Митник Г.С | |||
| Неметаллическая опалубка сборного железобетона, М., Стройиздат, 1969, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
