Изобретение относится к производству строительных изделий в многоместных формах кассетного типа и может быть использовано при изготовлении изделий сложной конфигурации, например, компенсаторных грузов.
Цель изобретения - расширение технологических возможностей за счет обеспечения формования изделий со сложной конфигурацией.
Для достижения указанной цели в кассетной форме, содержащей поддон, съемную бортоснастку, состоящую из продольных бортов и поперечных перегородок, связанных между собой в верхнейчасти шарнирной тягой, а также замковые устройства и строповочные петли для распалубки
и сборки, предлагается поддон снабдить закрепленными вдоль его продольной оси вертикальными направляющими, а бортоснастку- центральной разделительной перегородкой, выполненной в виде прикрепленных к шарнирной тяге двух пла- стин, между которыми размещены направляющие поддона, а каждую поперечную перегородку выполнить фигурной, состоя-. щей из двух соединенных угловыми тягами частей, одна из которых жестко прикреплена к центральной разделительной перегородке, а другая - к продольному борту, причем угловые тяги предполагается разместить в пазах. Это обеспечивает возможность формования и распалубки изделий со сложной боковой поверхностью (цилиндри00
штЛ
to о
00
ческой, конусной, криволинейной и т.д.). Соединение центральной перегородки и продольных бортов угловыми тягами, расположенными в пазах, а также с шарниром соединения этих тяг и продольных бортов не выше линии, соединяющей центр продольной шарнирной тяги и нижнюю крайнюю кромку формовочной полости обеспечивает удобство распалубки изделий сложной конфигурации с поэтапным отделением и отводом сначала продольных бортов, а затем подъема центральной разделительной перегородки. Внутренняя и верхняя формовочные оснастки на центральной разделительной перегородке обес- печивают формование, изделий со сквозными пазами по высоте изделия и углублениями на его верхней части.
Таким образом, перечисленная совокупность отличительных признаков предлагаемой формы является существенной и служит достижению поставленной цели изобретения, а именно: расширение технологических возможностей за счет обеспечения формования изделий сложной конфигурации.
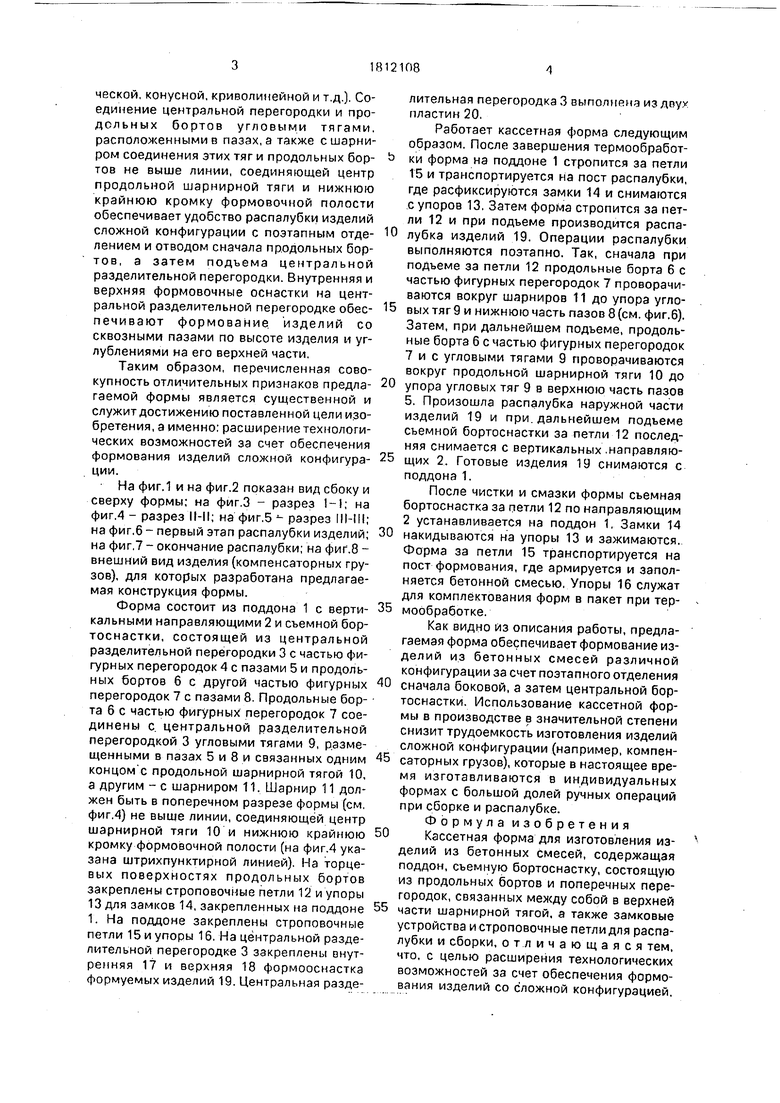
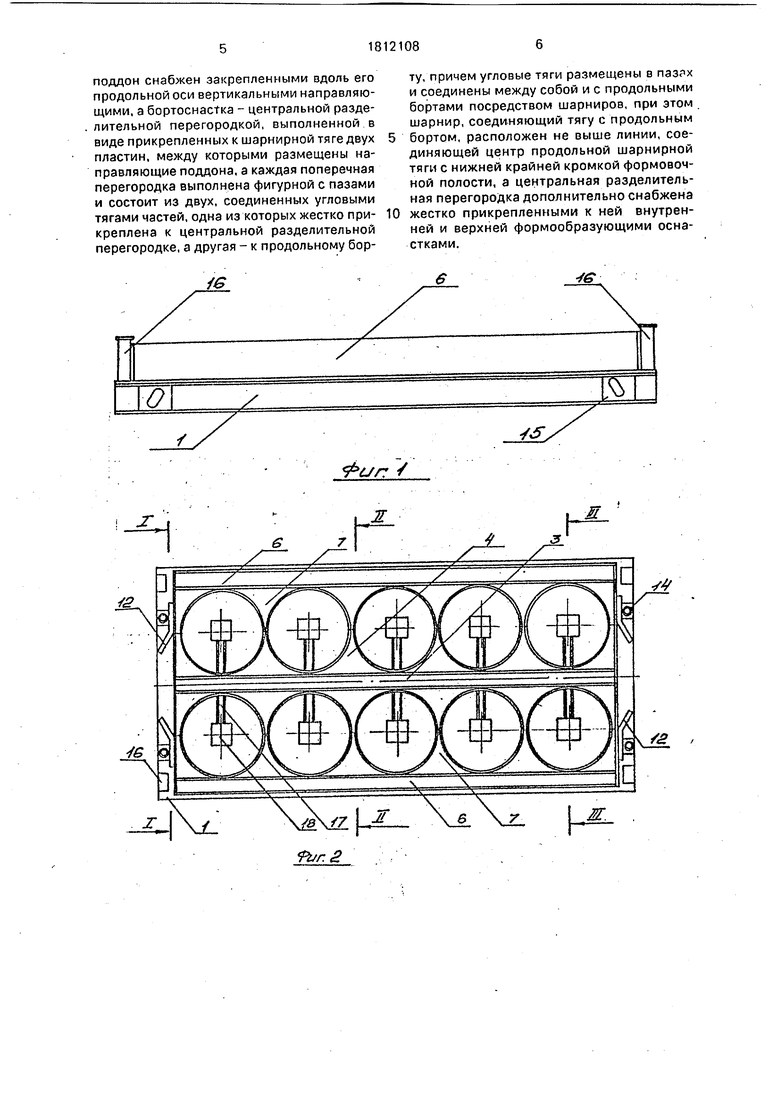
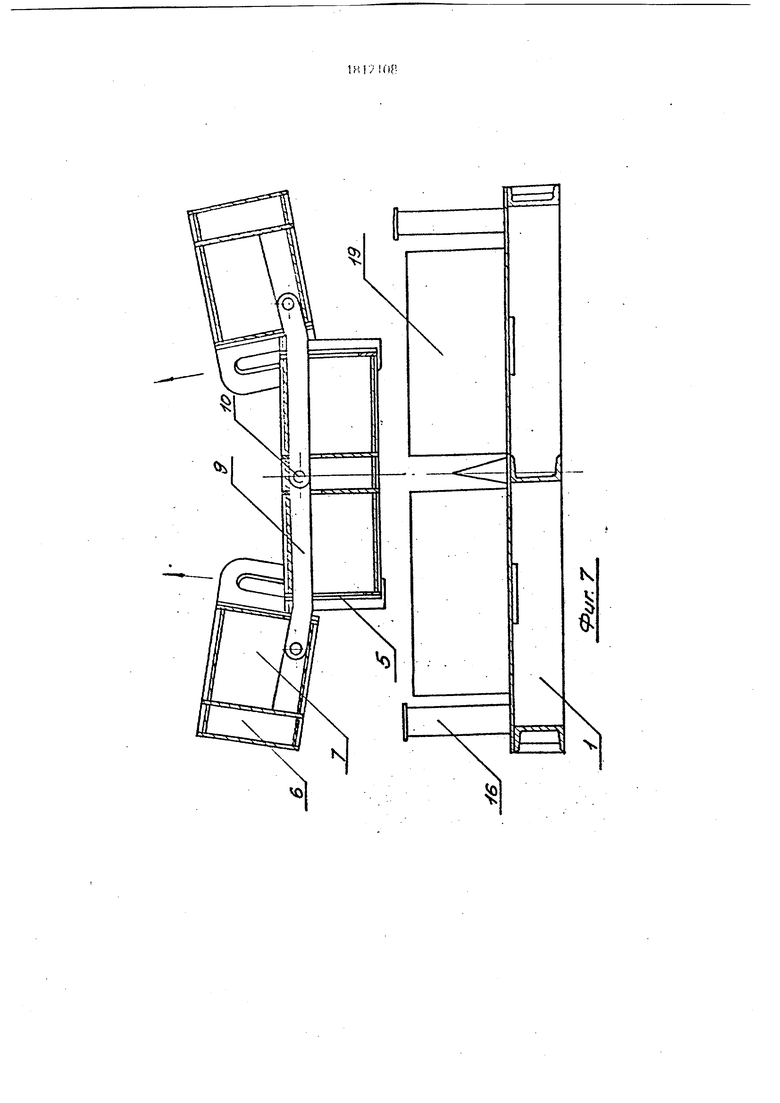
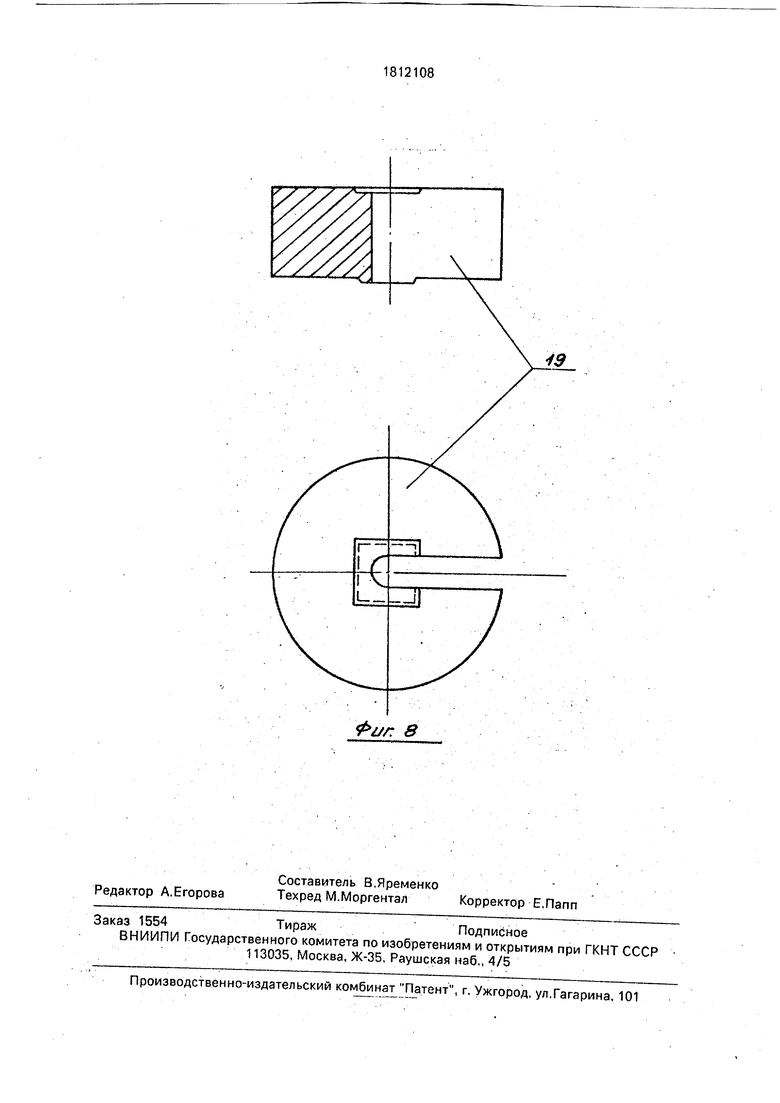
На фиг.1 и на фиг.2 показан вид сбоку и сверху формы; на фиг.З - разрез -1; на фиг.4 - разрез I HI; на фиг.5 - разрез Ill-Ill; на фиг.6 - первый этап распалубки изделий; на фиг,7 - окончание распалубки; на фиг.8 - внешний вид изделия (компенсаторных грузов), для которых разработана предлагаемая конструкция формы.
Форма состоит из поддона 1 с вертикальными направляющими 2 и съемной бор- тоснастки, состоящей из центральной разделительной перегородки 3 с частью фигурных перегородок 4 с пазами 5 и продольных бортов б с другой частью фигурных перегородок 7 с пазами 8. Продольные борта 6 с частью фигурных перегородок 7 соединены с. центральной разделительной перегородкой 3 угловыми тягами 9, размещенными в пазах 5 и 8 и связанных одним концом с продольной шарнирной тягой 10, а другим - с шарниром 11. Шарнир 11 должен быть в поперечном разрезе формы (см. фиг.4) не выше линии, соединяющей центр шарнирной тяги 10 и нижнюю крайнюю кромку формовочной полости (на фиг.4 указана штрихпунктирной линией). На торцевых поверхностях продольных бортов закреплены строповочные петли 12 и упоры 13 для замков 14, закрепленных на поддоне 1. На поддоне закреплены строповочные петли 15 и упоры 16. На центральной разделительной перегородке 3 закреплены внутренняя 17 и верхняя 18 формооснастка формуемых изделий 19. Центральная разделительная перегородка 3 выполнена из двух пластин 20.
Работает кассетная форма следующим образом. После завершения термообработки форма на поддоне 1 стропится за петли 15 и транспортируется на пост распалубки, где расфиксируются замки 14 и снимаются с упоров 13. Затем форма стропится за петли 12 и при подъеме производится распалубка изделий 19. Операции распалубки выполняются поэтапно. Так, сначала при подъеме за петли 12 продольные борта 6 с частью фигурных перегородок 7 проворачиваются вокруг шарниров 11 до упора угло5 выхтягЭ и нижнюю часть пазов 8 (см. фиг.6). Затем, при дальнейшем подъеме, продольные борта 6 с частью фигурных перегородок 7 и с угловыми тягами 9 проворачиваются вокруг продольной шарнирной тяги 10 до
0 упора угловых тяг 9 в верхнюю часть пазов 5. Произошла распалубка наружной части изделий 19 и при. дальнейшем подъеме съемной бортоснастки за петли 12 последняя снимается с вертикальных .направляю5 щих 2. Готовые изделия 19 снимаются с поддона 1.
После чистки и смазки формы съемная бортоснастка за петли 12 по направляющим 2 устанавливается на поддон 1, Замки 14
0 накидываются на упоры 13 и зажимаются. Форма за петли 15 транспортируется на пост формования, где армируется и заполняется бетонной смесью, Упоры 16 служат для комплектования форм в пакет при тер5 мообработке.
Как видно из описания работы, предлагаемая форма обеспечивает формование из- делий из бетонных смесей различной конфигурации за счет поэтапного отделения
0 сначала боковой, а затем центральной бортоснастки. Использование кассетной формы в производстве в значительной степени снизит трудоемкость изготовления изделий сложной конфигурации (например, компен5 саторных грузов), которые в настоящее время изготавливаются в индивидуальных формах с большой долей ручных операций при сборке и распалубке.
Формула изобретения
0 Кассетная форма для изготовления изделий из бетонных смесей, содержащая поддон, съемную бортоснастку, состоящую из продольных бортов и поперечных перегородок, связанных между собой в верхней
5 части шарнирной тягой, а также замковые устройства и строповочные петли для распалубки и сборки, отличающаяся тем, что, с целью расширения технологических возможностей за счет обеспечения формования изделий со сложной конфигурацией.
поддон снабжен закрепленными вдоль его продольной оси вертикальными направляющими, а бортоснастка - центральной разделительной перегородкой, выполненной в виде прикрепленных к шарнирной тяге двух пластин, между которыми размещены направляющие поддона, а каждая поперечная перегородка выполнена фигурной с пазами и состоит из двух, соединенных угловыми тягами частей, одна из которых жестко прикреплена к центральной разделительной перегородке, а другая - к продольному бор
ту, причем угловые тяги размещены в пазях и соединены между собой и с продольными бортами посредством шарниров, при этом шарнир, соединяющий тягу с продольным бортом, расположен не выше линии, соединяющей центр продольной шарнирной тяги с нижней крайней кромкой формовочной полости, а центральная разделительная перегородка дополнительно снабжена жестко прикрепленными к ней внутренней и верхней формообразующими оснастками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная форма для изготовления бетонных изделий | 1991 |
|
SU1795939A3 |
| Кассетная форма | 1982 |
|
SU1079451A2 |
| МНОГОМЕСТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1991 |
|
RU2020064C1 |
| Многоместная форма для изготовления изделий из строительной смеси | 1990 |
|
SU1726262A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2104152C1 |
| Форма для изготовления изделий из бетонных смесей | 1984 |
|
SU1135654A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1135658A1 |
| Кассетная форма | 1984 |
|
SU1217674A1 |
| ТЕРМОБЛОК, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2157875C2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082605C1 |
Сущность изобретения: кассетная форма для изготовления изделий из бетонных смесей содержит поддон с вертикальными направляющими, съемную бортоснастку, состоящую из продольных бортов, центральной разделительной перегородки и поперечных перегородок, связанных между собой в верхней части .шарнирной тягой. Центральная разделительная перегородка выполнена в виде прикрепленных к шарнирной тяге двух пластин, между которыми размещены направляющие поддона, а каждая поперечная перегородка выполнена фигурной с пазами и состоит из двух, соединенных угловыми тягами частей, одна из которых жестко прикреплена к центральной разделительной перегородке, а другая - к продольному борту. Угловые тяги размещены в пазах и соединены между собой посредством шарниров и посредством шарниров - с профильным бортом. Шарнир, соединяющий тягу с продольным бортом, расположен не выше линии, соединяющей центр продольной шарнирной тяги с нижней крайней кромкой формовочной полости. Центральная разделительная перегородка- имеет внутреннюю и верхнюю формообра- зующие оснастки. 8 ил. (Л С
ТЪг.З
&иг /
/
-4/
Г
Фиг.З
/
V 3 & J 7
глс 8
| Кассетная форма | 1975 |
|
SU580983A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Кассетная форма | 1982 |
|
SU1079451A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
