возможностью вращения в направлении, противоположном вращению основного винта, и кинематически с ним связан, а обводные блоки расположены в пазах Т-образной подвески в пересекающихся плоскостях, при этом одни концы перекинутых через блоки канатов прикреплены к основанию коло ны, а другие - к противовесу.
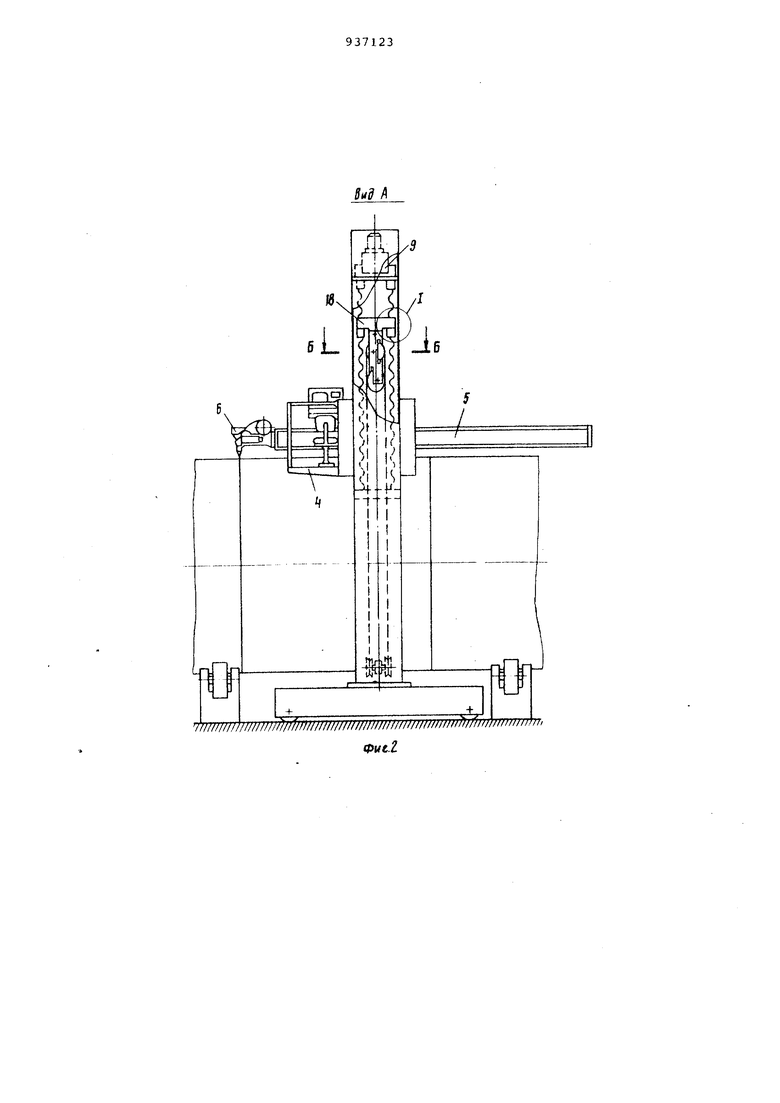
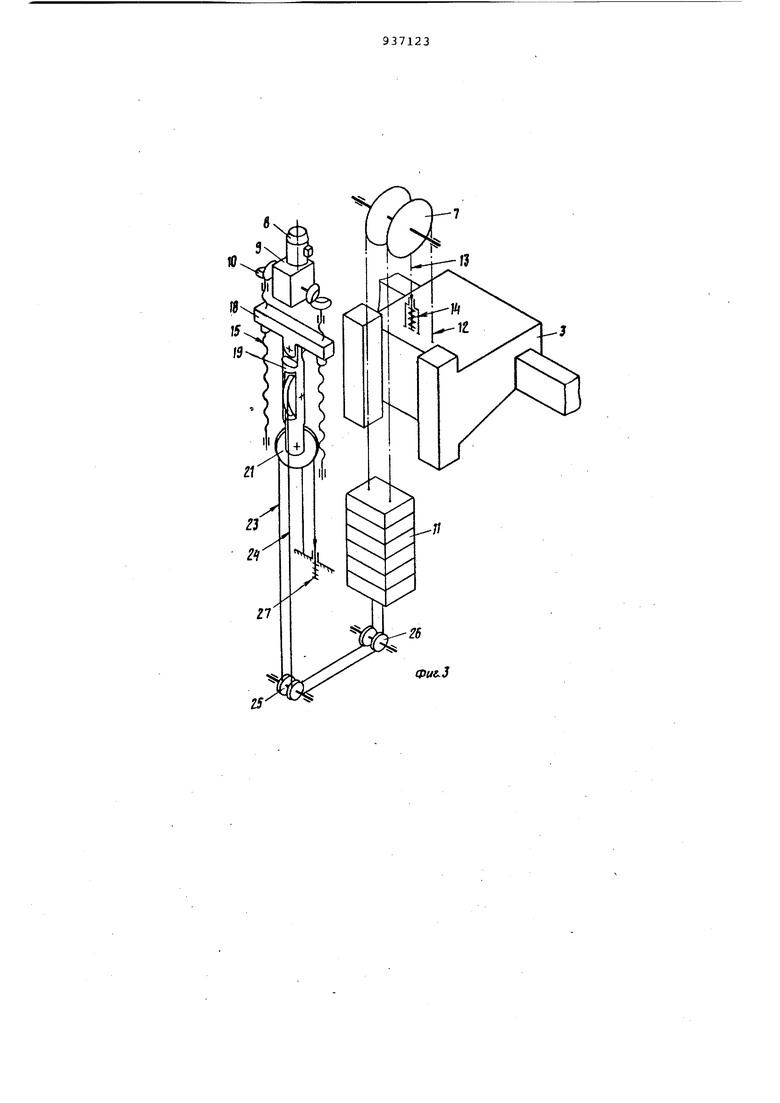
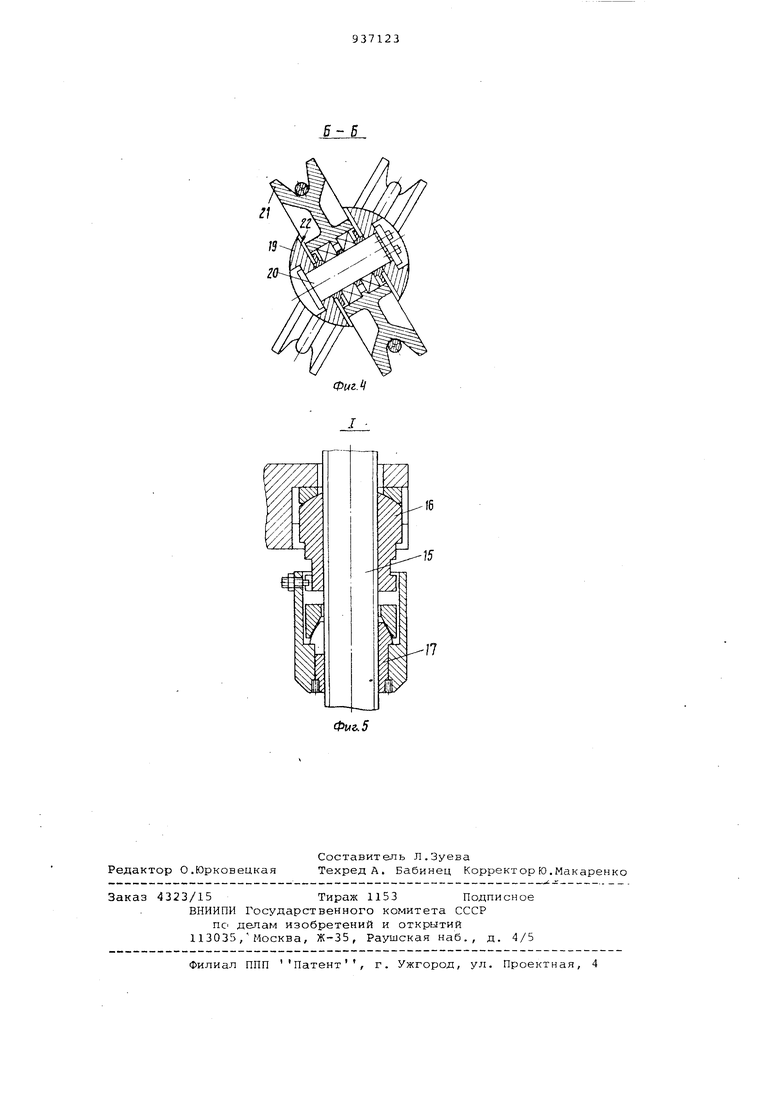
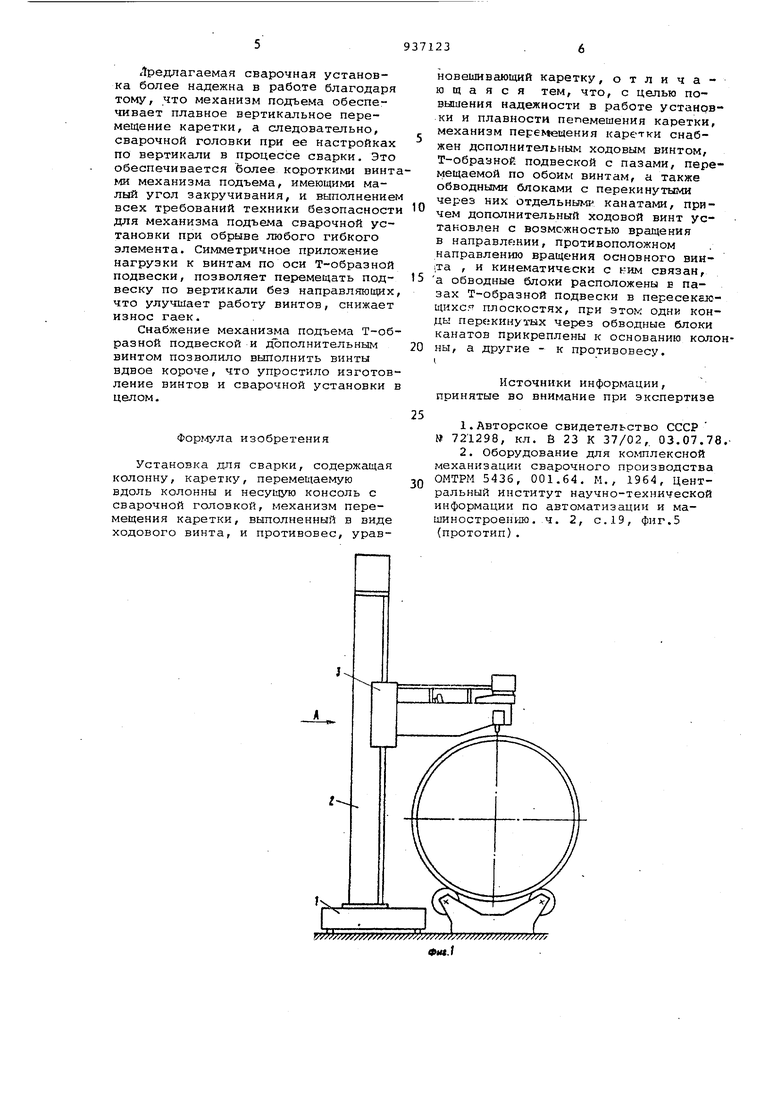
На фиг.1 изображена установка. Общий вид; на фиг.2 - вид А на фиг.1 на фиг.З - кинематическая схема.механизма подъема установки; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - узел J на фиг.2.
Установка дЛя сварки имеет приводную тележку 1 с колонной 2, по которой вертикально перемещается каретка 3, несущая площадку 4 сварщика с выдвижной консолью 5 и сварочной головкой6, Сверху на колонне 2 размещен привод подъема каретки 3, состоящий из двух блоков 7 и электродвигателя 8 с понижающим редуктором 9 и двумя кониче:скими редукторами 10, Блоки 7 независимо друг от друга установлены на оси. Вес каретки и всех вертикально поднимающихся частей сварочной установки уравновешен противовесом 11, подвешенным с помощью цепей 12 и 13 к каретке 3, причем цепи переброшены через блоки 1, Крепление цепей к противовесу 11 и каретке 3 выполнено таким образом, что несущей является только цепь 12, а цепь 13 является ненагруженной, имеет пружинный подвес 14 и может воспринимать нагрузку только при обрыве цепи 12. Каждый конический редуктор 10 связан с винтом 15, причем один винт 15 имеет правую резьбу, а второй - левую. Каждый винт 15 несет основную гайку 16 и предохранительную гайку 17, расположенные в горизонтальных плечах 18 Т-образной подвески, в вертикальной части 19 Т-образной подвески установлены на осях 20 обводные блоки 21, размещенные в пазах 22. Пазы 22 выполнены один над другим и расположены в пересекающихся плоскостях. Таким образом, обводные блоки 21 также расположены в пересакающихся плоскостях. Через обводные блоки 21 переброшены канаты 23 и 24. Одни концы канатов 23 и 24 закреплены на колонне 2, а вторые переброшены через обводные блоки 21 и направляющие блоки 25 и 26 и закреплены на противовесе 11. Крепление канатов к колонне и противовесу выполнено таким образом, что несущим является канат 24,-.а канат 23 является ненагруженным, имеет пружинный подвес 27 и может воспринять нагрузку только при обрыве каната 2
Направляющие блоки 25 и 26 закреплены в нижней части колонны 2.
Благодаря размещению обводных блоков 21 в подвижной Т-образной подвеске в механизме подъема, любое вертикальное перемещение Т-образной подвески по винтам вызывает удвоенное перемещение каретки 3 и противовеса 11. В связи с этим длина винтов 15 уменьшена вдвое по сравнению с известными винтовыми механизмами подъема .
Установка работает слелую цим образом,
С помощью тележки 1 сварочная 5 становка подается к месту сварки. На роликоопоры устанавливается свариваемое и зделие и к нему подводится сварочная головка б, причем сварочная голоБка б перемещается по гоQ ризонтали консолью 5, а пс вертикали - с помощью каретки 3. При вертикальном перемеще ии каретки 3 включается электродвигатель 3, приводящий в зрацение винты 15 через 5 редукторы 9 и 10. Ешггы 15, имеющие один правую резьбу, а втооой - левую и аращаю1аиеся з иротивоположных направлениях, перемещают Т-образную подвеску, в которой закре1 леиы гайQ ки 16 и 17. При зтом гайки, сидящие на одном винте, имеют травую резьбу, а на втором винте - .мевую, Б этом случае Т-образная по,.1иаска перемещается только по зертикали , -ie получая разворачивакигшх моментов,
Вертикальное перемецешге Т-образной подвески и, следовательно, обводных блоков 21 вызывает перемещение канатов 23 и 24, противовесгг 11 и каретки 3,- соединенной с противовесом с помощью цепей 12 и 13.
Вертикальная часть 19 Т-образной подвески получает нагружекия от разности масс противо7зеса -11 и каретки 3 всегда только по оси части 19, не 5 вызывая перекосов Т-сбразно й каретки и изгибов БИНТОВ 15. °
В случае обрыва несущей цепи 12, каретка 3 и противовес 11 будут удерживаться цепью 13. При этом в eg любом случае ре.дуктор 10 нагружается только разницей масс каретки 3 и противовеса 11
В случае обрыва несущего каната 24 не произойдет падения каретки 3 и противовеса 11, поскольку нагрузкз будет воспринята канатом 23, имеющим пружинный подвес 27. Благодаря размещению обводных блоков 21 в лазах 22, выполненных один над другим в пересекающихся плоскостях, кана°0 ты 23 и 24 могут создать нагрузку только по оси вертикальной части 19 Т-образной каретки.
В случае выхода из строя основной гайки 16 нагрузка будет воспри65 пята предохранительной гайкой 17.
Лредлагаемая сварочная установка более надежна в работе благодаря тому, что механизм подъема обеспечивает плавное вертикальное перемещение каретки, а следовательно, сварочной головки при ее настройках по вертикали в процессе сварки. Это обеспечивается более короткими винтаtfK механизма подъема, имеющими малый угол закручивания, и выполнением всех требований техники безопасности для механизма подъема сварочной установки при обрыве любого гибкого элемента. Симметричное приложение нагрузки к винтам по оси Т-образной подвески, позволяет перемещать подвеску по вертикали без направляющих, что улучшает работу винтов, снижает износ гаек.
Снабжение механизма подъема Т-образной подвеской и дЪполнительным винтом позволило выполнить винты вдвое короче, что упростило изготовление винтов и сварочной установки в целом.
Форг/1ула изобретения
Установка для сварки, содержащая колонну, каретку, перемещаемую вдоль колонны и несущую консоль с сварочной головкой, механизм перемещения каретки, выполненный в виде ходового винта, и противовес, уравновешивающий каретку, отличающаяся тем, что, с целью повышения надежности в работе установки и плавности пепемешения каретки, механизм пepe teиeния каретки снабжен дополнительным ходовым винтом, Т-образной подвеской с пазами, перемещаемой по обоим винтам, а также обводными блоками с перекинутыми через них отдельными канатами, причем дополнительный ходовой винт установлен с возможностью вращения в направлении, противоположном направлению вращения основного вин1та , и кинематически с ким связан,
5 а обводные блоки расположены в пазах Т-образной подвески в пересекекщихся плоскостях, при этом одни концы перекинутых через обводные блоки канатов прикреплены к основанию колонны, а другие - к противовесу.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 721298, кл. Ё 23 К 37/02, 03.07.78.2.Оборудование для комплексной механизации сварочного производства ОМТРМ 5436, 001.64. М., 1964, Центральный институт научно-технической информации по автоматизации и машиностроенрло. .4. 2, с.19, фиг.5
(прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухстоечный кантователь | 1973 |
|
SU438508A1 |
| СТОЙКА ВЕРТИКАЛЬНОГО ПЕРЕМЕЩЕНИЯ РЕНТГЕНОВСКОГО АППАРАТА | 2014 |
|
RU2567276C1 |
| ТРАВЕРСА | 2002 |
|
RU2225826C1 |
| ПРИВОД ЦЕПНОЙ ДЛЯ СКВАЖИННОГО ШТАНГОВОГО НАСОСА | 2014 |
|
RU2544915C1 |
| Устройство для установки в боксы автомобилей в многоэтажных автоматизированных гаражах | 1990 |
|
SU1825866A1 |
| ДЛИННОХОДОВОЙ СТАНОК - КАЧАЛКА | 2014 |
|
RU2581256C2 |
| Породопогрузчик для проходки вертикальных выработок | 1983 |
|
SU1160037A1 |
| ПРИВОД СКВАЖИННОГО ШТАНГОВОГО НАСОСА | 2013 |
|
RU2522729C1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ОПОРНЫХ КОЛОНН САМОПОДЪЕМНОЙ ПЛАВУЧЕЙ ПЛАТФОРМЫ И СПОСОБ МОНТАЖА ОПОРНЫХ КОЛОНН САМОПОДЪЕМНОЙ ПЛАВУЧЕЙ ПЛАТФОРМЫ | 1997 |
|
RU2125631C1 |
| Устройство приема-передачи груза грузовой тележки судовой канатной дороги на принимающем судне | 2022 |
|
RU2788548C1 |