Изобретение относится к сварочному производству, в частности к устройствам, предназначенным для подъема, опускания и поворота вокруг горизонтальной оси свариваемого нзделия.
Известно устройство, содержащее выполненные из двух колонн и связывающей их траверсы две П-образные стойки и вертикальные направляющие, на которых с возможностью иеремещения смонтированы каретки со шпинделями. Однако известное устройстве) обеснечивает возможность перемещения изДелия внутри сгоек кантователя, что не позволяет устанавливать его в поточную линию.
Цель настоящего изобретения - повыщение производительности за счет обеспечения возможности перемещений изДелИ5Г П-образнсга формы внутрй Стоек, дантователя, вдоль его оси. - ; -
Эта цель достигается тем, что каждая из стоек кантователя снабжена двумя кронштейнами, закрепленными между колонн на траверсе на кронштейнах.
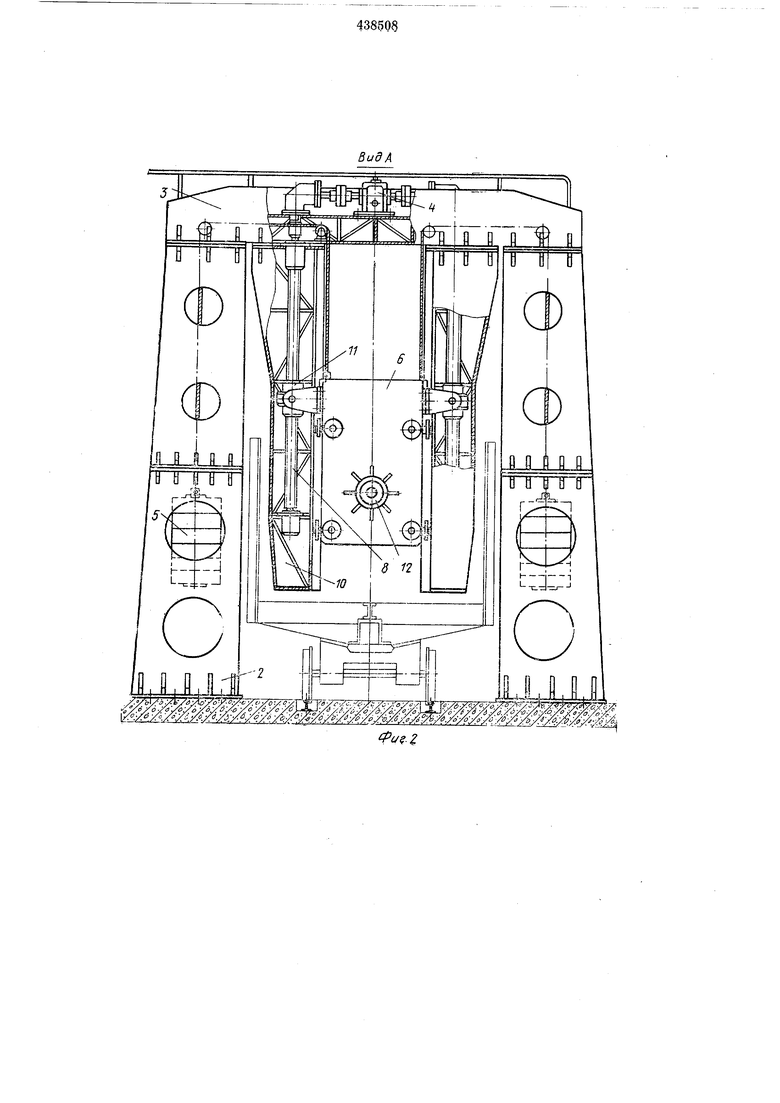
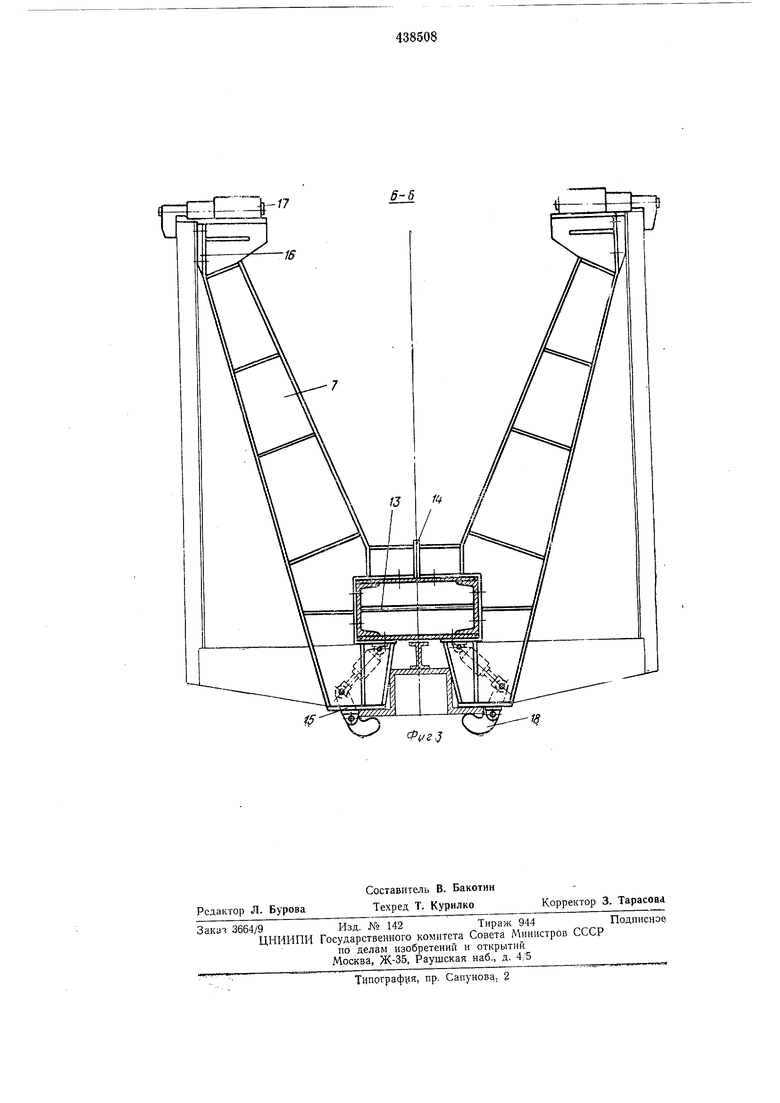
На фиг. 1 изображен предлагаемый кантователь, общий вид; на фиг. 2 - то же, вид по стрелке А на фиг. 1; на фиг. 3 - то же, вид по Б-Б на фиг. 1.
Кантователь двухстоечный состоит из передней и задней идентичных стационарных стоек I, которая представляет собой металлоконструкцию, состоящую из двух колонн 2- правой и левой, установленных на общей фундаментной плите. В верхней часги они связаны сварной рамой-траверсой 3, несущей привод механизма подъема 4. Внутри колони перемещаются грузы-противовесы б, уравновешивающие каретку 6 с фермой кантователя 7 и разгружающие винты подъема 8. Каретки 6 выполнены в виде сварных нолых корпусов и
имеют восемь роликов, обеспечивающих горизонтальное положение оси шпинделя центра 9 и восемь роликов, обеспечивающих устойчивость их от вращающего момента и свободное перемещение. Каждая каретка 6 перемещается в вертикальной плоскости по двум специальным направляющим 10, жестко присоединенным к траверсе в подвешенном вертикальном положении таким образом, что -между внутренним размеррм колонн 2 и наружным размером направ.Тяющих 10 по обе стороны оси поперечного сечения кантователя имеются постоянные зазоры, гарантирующие свободное прохождение изделия (стенок кузова нолувагона) вдоль оси кантователя. Поднимают и опускают каретки 6 механизмом привода подъема 4, установленным на каждой стойке 1 и состоящим из червячного редуктора, двух конических зубчатых нар и электродвигателя с колодочным тормозом. Винты нодъема 8 расположены внутри направляющих 10
в подвешенном состоянии, верхние концы их располагаются на траверсе 3 в специальном опорном подшипниковом узле, а нижние в специальном направляющем подшипнике, имеющем свободное вертикальное перемещение - плавающее. Для обеспечения самоустапавливания винта подъема 8 в случае возможных перекосов каретки 6, гайки 11 установлены снаружи противоположных плоскостей корпуса-бабки-каретки на специальных крестовинах, имеющих возможность свободно поворачиваться в двух взаимно перпендикулярных горизонтальных плоскостях.
Внутри крестовины имеется бронзовая рабочая гайка и стальная аварийная.
В левой каретке расположен механизм вращения 12 шпинделя-центра 9, состоящий из двухчервячного редуктора, нриводимого во вращение электродвигателем переменного тока, установленного консольно к задней стенке каретки.
Ферма кантователя 7 представляет из себя жесткую сварочную металлоконструкцию, состоящую из хребтовой балки 13 и установленных и закрепленных с определенным шагом на всей ее длине У-образных раскосов 14 - это сварные коробчатого сечения металлоконструкции, низ и верх которых оканчивается базами 15, 16 и механизмами фиксации 17, 18. Наружные размеры У-образных раскосов выполнены согласно внутренним геометрическим размерам изделия.
По обоим концам фермы кантователя установлены шарниры Гука 19, которые жестко соединяются со шпинделями-центрами 9 кареток 6, для компенсации . погрешности хода кареток.
Кантователь встраивается в конвейерную линию, состоящую из железнодорожного рельсового пути и расположенного на нем шагового тележечного конвейера.
Синхронная работа обоих приводов механизмов подъема обеспечивается электросхемой по системе электровала. Рабочий ход передней и задней кареток ограничивается концевыми выключателями.
На концах шпинделей-центров установлены токосъемники для снятия сварочного тока.
Управление кантователем дистанционное, с пульта управления 20.
Кантователь работает следующим образом.
На -шаговом тележечном конвейере в зону стенда с предыдущей позиции поточно-механизированной или конвейерной технологической линии сборки на окончательную сварку подается изделие (кузов цельнометаллического полувагона) и останавливается. С пульта управленйя кантователя дается команда на включение привода 4 и опускаются каретки 6 вместе с фермой кантователя 7, которая входит внутрь полости кузова У-образными раскосами 14 и центрирует геометрию кузова, соприкасаясь с его стенками и рамой базами 15 и 16. Каретки с фермой кантователя останавливаются в нижнем положении от срабатывания концевых выключателей. Включаются приводы прижимов-захватов 17 и 18. Ферма
кантователя 7 жестко соединилась с изделием (с кузовом полувагона), и сам кузов приобретает нужную жесткость. Затем с пульта управления дается команда на включение привода подъема 4 вверх и винты 8 при своем вращении через гайки 11 начинают подъем кареток 6, которые постоянно опорными ролика.ми соприкасаются с направляющими 10. В верхнем положении привод подъема отключается автоматически от концевых выключателей.
Включается механизм вращения 12, и объект, поворачивается на любой удобный для сварки угол. Поворачивать можно на 360°. Производя сварку изделия, его разворачивают в первоначальное положение и отпускают на тележечный конвейер.
Все приводы механизмов прижимов-захватов отключаются, а каретки с фермой кантователя вновь поднимают в исходное положение, т. е. вверх. Включают привод шагового
тележечного конвейера, и готовое изделие уходит по рельсовому пути на следующую позицию, а на его место приходит другое. Цикл повторяется.
Предмет изобретени-я
Двухстоечный кантователь, содержащий выполненные в виде двух колонн и связывающей их траверсы две П-образные стойки и вертикальные направляющие, на которых с возможностью перемещения смонтированы каретки со шпинделями, отличающийся тем, что, с целью повышения производительности за счет обеспечения возможности перемещения
изделия П-образной формы внутри стоек кантователя, вдоль его оси, каждая из стоек снабжена двумя кронщтейнами, закрепленными на траверсе между колоннами стойки, а направляющие смонтированы на кронштейнах, - . ,

| название | год | авторы | номер документа |
|---|---|---|---|
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ | 2004 |
|
RU2281844C2 |
| Кантователь | 1984 |
|
SU1260164A1 |
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1388248A1 |
| Кантователь металлоконструкций под сварку | 1988 |
|
SU1532260A1 |
| Поточная линия для сборки и сварки полува-гОНОВ | 1979 |
|
SU837689A1 |
| Кантователь металлоконструкций под сварку | 1984 |
|
SU1234145A1 |
| Устройство для кантовки и продольного перемещения металлоконструкций при сборке и сварке | 1976 |
|
SU649534A1 |
| Стенд для сборки под сварку плоских решетчатых металлоконструкций | 1981 |
|
SU1006140A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |