(54) УСТАНОВКА ДЛЯ МОДИФИЦИРОВАНИЯ ЧУГУНА
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2019 |
|
RU2712676C1 |
| Цилиндрический линейный индукционный насос | 2020 |
|
RU2766431C2 |
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| Сердечник цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765977C2 |
| Индукционный лоток | 1973 |
|
SU498093A1 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| Установка для обработки жидкого расплава | 1984 |
|
SU1195170A1 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| ПЕЧЬ-МИКСЕР | 2013 |
|
RU2543022C1 |
1
Изобретение относится к области металлургии, в частности к получению модифицированного чугуна в литейном производстве, и может быть использовано для ввода в метагш твердых и жидких присадок, которые вследствие своей малой плотности при обычных условиях не погружаются в жидкий расплав.
Известно устройство для электроматнитной обработки отливок при их затвердевании, включающее формы, с залитым металлом, установленные на транзисторе, и электромагнит переменного тока. С целью обеспечения последовательного направленного снизу вверх затвердевания отливок, полюса злектромагнита выполнены в виде неравнобедренной трапеции с увеличением высоты по направлению движения транспортера 1.
Однако такое устройство нельзя использовать для модифицирования в поле электромагнитных сил, потому что для модифицирования требуется создавать в чугуне . однородное поле электромагнитного ускорения.
Известно устройство для литья, включающее электромагнит постоянного тока и форму, которюе снабжено механизмом горизонтального и вертикального перемещения формы и зажимами злектродов 2.
Однако в этом устройстве предусмотрено создание электромагнитных сил, постоянных во времени, но не предусмотрено достижение их однородности в прюстранстве что не позволяет принять данное устройство для модифицирования чугуна В поле электромагнитных сил.
10
В указанных устройствах не обеспечивается нагрев металла для компенсации потерь тепла, при модифицировании.
Известна 1шдукционная печь, содержащая
IS индуктор, тигель и муфель из злектропроводного материала, который выполнен из двух перфорированных втулок, концентрично сопряжённых между собой с обеспечением плотного электрического контакта, а также во змож20ностью поворота их друг относительно друга 3.
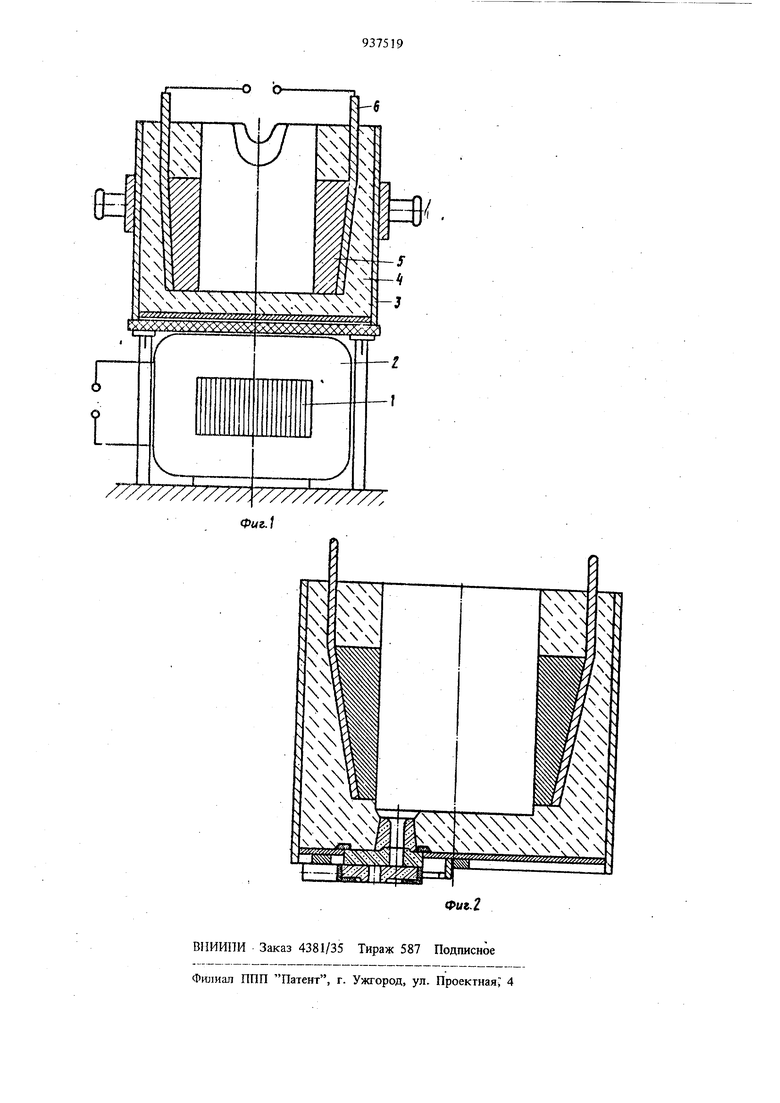
Такое устройство позволяет осуществить нагрев металла в рабочей ванне, но в нем 39 не предусмотрен ввод в чугун постоянного тока через злектропроводный муфель. Наиболее блшким по технической сущности и дост тгаемому результату к предлагаемо му является уста)1овка для модифицирования чугуна, содержащая магнитопровод, обмотки, футерованную огнеупорным материалом ванну с немагнитным кожухом и электродами Для подвода к чугуну постоянного тока 4. Однако в известном устройстве предусмотрен нагрев металла и создание постоянного во времени поля электромагнитных сил, но нет возмо5Ю1ости сделать их однород ыми в пространстве, что необходимо для погружения модификаторов в чугун. Па этой установке также нельзя осуществить непрерывное модифицирование. Цель изобретения - создание в чугуне однородного поля электромагнитного ускорения и погружения модификаторов в расплав, обеспечения нагрева металла в ванне и использования электродов в качестве нагревателей, а также непрерывного модифмцирования чугуна. Поставленная цель достигается тем, что в установке для модифишфовання чугуна в поле электромагнитных сил, содержащей магнитопровод, обмотки, футерованную огнеупор ным материалом ванну с немагнитным кожухом и электродами для подвода к чугуну по стоянного тока, установка снабжена контактными пластинами, расположетшыми между огнеупорным материалом и электродами, суженными к низу вдоль контактной пластины, кожух выполнен в виде охлаждаемого индуктора, а ванна снабжена в нижней части сколь зящим, затвором. Применение электродов, подключаемых к источнику питания через контактные пластины и имеющих перемен11ую толщину, обеспечивае однородность поля электромагнитного ускорения и безопасность работы. Например, если графитовый электрод имеет в верхней части толщину 50 мм и удельное электросопротивление 1600ft кОм« см, а контактная пластина толщиной 10 мм сделана из нержавеющей стали с удедьным электросопротивлением при температуре модиф щирования , кОм-см, то при рабочей высота электрода ISO мм однородность электрического поля достигается при толщине электрода в нижней части 28 мм. Если электрод имеет одинаковую тол вдшу по всей рабочей высоте, чугун при электромагнитном облегчении выбрасывается из ванны вследствие неоднородности электрического поля в расплаве. На фиг. 1 схематично изображена установка в плане; на фиг. 2 - установка со скользящим затвором. Установка состоит из магнитопровода 1, обмоток 2, ванны с немагнитным кожухом 3, огнеупорной футеровкой 4, электродами 5 и контактными пластинами 6. Установка включает (не показано) источники питания, пускорегулирующую и измерительную электроаппаратуру. Магнитопровод 1 выполнен сплошным из малоуглеродистой стали при отсутствии индукционного металла при наличии индукционного обогрева. Обмотки 2 изготовлены из медной шины. В зазоре между полюсными наконечниками магнитопровода I помещена ванна для чугуна, кожух 3 которой изготовлен из немагнитной стали. В огнеупорную футеровку 4 ванны установлены электроды 5 с прилегающими к ним контактными пластинами 6. Электроды 5 выполнены из графита, могут быть угольными. Электросопротивление материала электродов 5 выбирается больщим, чем у контактных пластин. 6, которые сделаны из нержавеющей стали, могут быть вольфрамовыми. Для обеспечения возможности нагрева металла контактные пластины 6 и электроды 5 нагреваются в переменном магнитном поле и работают как нагреватели. Для непрерывного модифищ|рования ванну снабжают в нижней части скользящим затвором. Ванну, включающую кожух 3, футеровку 4, электроды 5 и контактные пластины 6 уделают съемной, а при использовании индукционного нагрева - несъемной, причем установку снабжают механизмом наклона. Установка работает следующим образом. Для периодического модифицирования без нагрева металла ванну заполняют заданным количеством чугуна и помещают между полюсными наконечниками магнитопровода. Подают питание постоянного тока на обмотки и электроды, причем контактные пластины подключают с соблюдением полярности. Если модификатор имеет меньшую электропроводимость, чем чугун, то в чугуне создают электромагнитное облегчение. Если электропроводность модификатора больше, чем у чугуиа, то создают электромагнитное )ггяжеление. Затем устанавливают заданную силу тока в цепях электродов и обмоток и подают в чугун модификатора. Вследствие различной величины электромагнитного ускорения, действующего иа чугун и частицы модификатора, кажущийся удельный вес модификатора становится больше, чем у чугуна, и модификатор погружается на дно ванны. После растворения модификатора отключают питание обмоток и электродов, снимают ванну с установки и за;1Ива.ют модифицированный чугун в формы.
При модифишфовании с применением индукдукционного нагрева установка сначала работает как индукционная печь в режиме плавления или микссера. Питание цепи электродов и обмоток отключено. После доводки чугуна до заданной температуры отключают питание индуктора, подают питание на электроды и обмотки и проводят модифицирование. После растворения модификаторов отключают подачу постоянного тока на электроды и обмотки, снова включают индуктор и доводят температуру чугуна до заданной. Затем выключают индуктор, и, наклоняя установку, выпускают модифицированный чугун в разливочные ковиш..
Для непрерывного модифицирования ванна снабжена в нижней части скользящим затвором, который в исходном положении закрыт. Под выпускным отверстием располо жен приемник для металла. Ванну заполняют заданным количеством чугуна, подают питание на обмотки и электроды и вводят в чугун количество модификатора, необходимое для обработки залитого в ванну металла. Через 10-30 с в течение которых нижние слои металла усваивают модификатор, погрузившийся вглубь ванны, приступают к заливке в ванну немодифицированного чугуна и одновременно подаче модификаторов в соответствии с нормами расхода. Параллельно с этим открывают скользящий затвор для выпуска,из ванны чугуна, уже усв6ивц1его модификатор. Уровень чугуна в ванне поддерживают в, заданных пределах. Для остановки процесса прекращают подачу модификатора и заливку в ванну чугуна, а одновременно с понижением его уровня уменьшают силу тока, подаваемого на электроды, чтобы величина электромагнитного ускорения в чугуне оставалась без изменения, Опорожненную ванну снимают с установки для замены затвора.
В процессе непрерывного модафицирования электромагнитное ускорение не действует на чугун, находящийся внутри выпускного канала,И неусвоенные частицы модификатора как более легкие не увлекаются вытекающим чугуном, а остаются в глубине металла.
Полезность применения предлагаемой ycti новки заключается в том, что вследствие погружения Модификаторов в чугун и пребьшания их в глубине металла на протяжеНИИ всего времени модифищфовакня, усвоение активных составляющих (магния, кальция, РЗМ) увеличивается в 2-3 раза, вредные пылевьщеления и пяроэффект уменьшаются в 3-4 раза, производительность труда на 10-15% вьиие, чем при подаче модификаторов в упаковке в ковш под струю на выпуске.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
с. 135, рис. 60.
