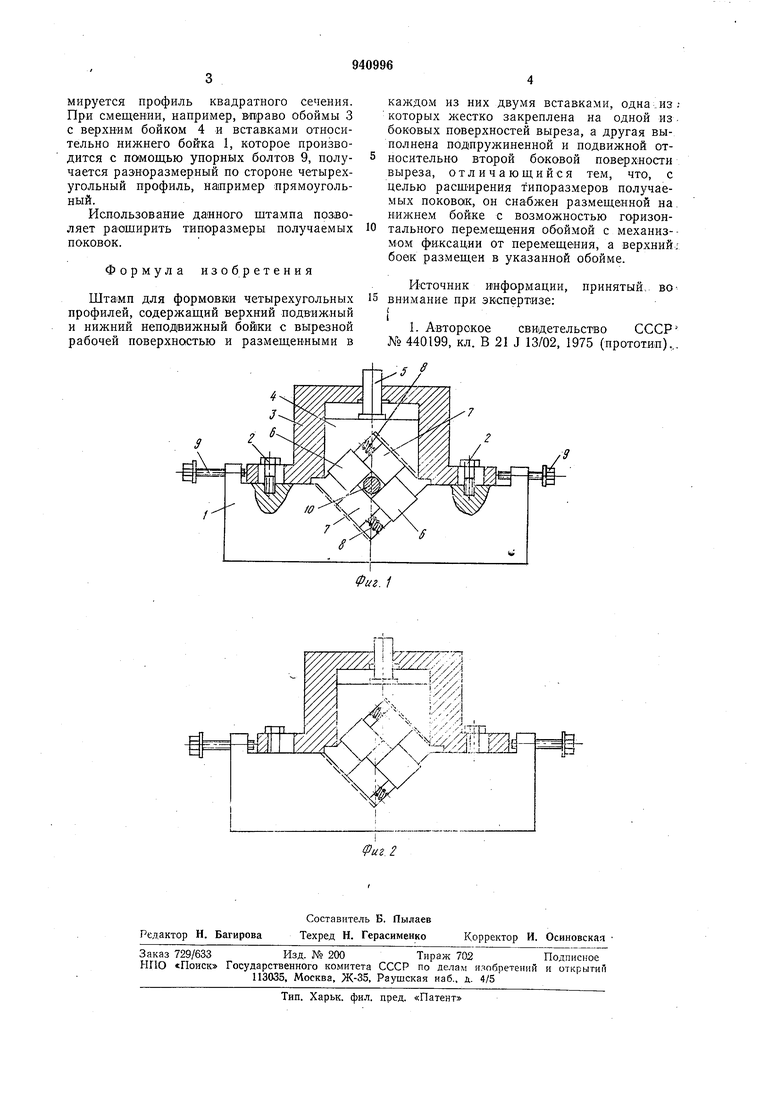
мируется профиль квадратного сечения. При смещении, например, вправо обоймы 3 с верхним бойком 4 и вставками относительно нижнего бойка 1, которое производится с помощью упорных болтов 9, получается разноразмерный по стороне четырехугольный профиль, например прямоугольный.
Использование данного штампа позволяет раощирить типоразмеры получаемых поковок.
Формула изобретения
для формовки четырехугольных профилей, содержащий верхний подвижный и нижний неподвижный бойки с вырезной рабочей поверхностью и размещенными в
каждом из них двумя вставками, одна-..из; которых жестко закреплена на одной из. боковых поверхностей выреза, а другая выполнена подпружиненной и подвижной относительно второй боковой поверхности выреза, отличающийся тем, что, с целью расширения типоразмеров получаемых поковок, он снабжен размещенной на. нижнем бойке с возможностью горизонтального перемещения обоймой с механиз- MiOM фиксации от перемещения, а верхний; боек размещен в указанной обойме.
Источник информации, принятый, вовнимание при экспертизе: (
1. Авторское свидетельство СССР № 440199, кл. В 21 J 13/02, 1975 (прототип),.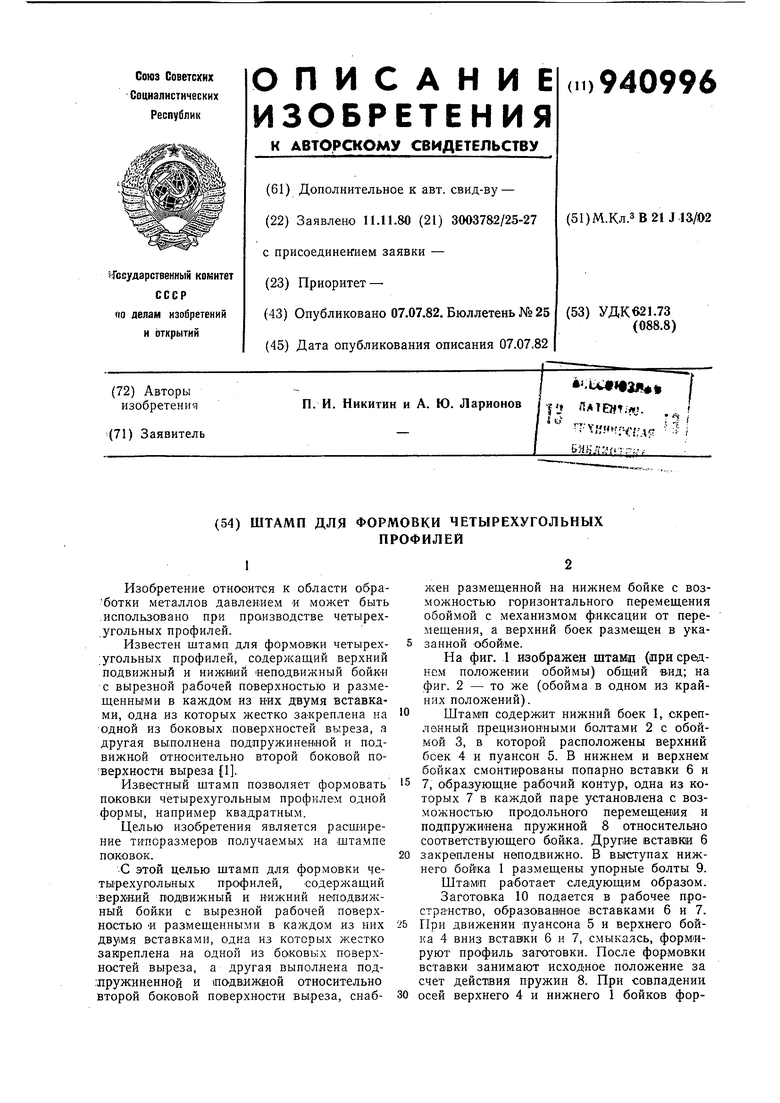
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки четырехугольных профилей | 1979 |
|
SU854541A1 |
| Устройство для обжатия заготовок | 1980 |
|
SU893380A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ | 1992 |
|
RU2083305C1 |
| БУРОВОЙ СНАРЯД | 1996 |
|
RU2158344C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137567C1 |
| Сборный боек противокумулятивного экрана | 2021 |
|
RU2763064C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137568C1 |
| Стеклоочиститель | 1986 |
|
SU1409126A3 |
| КОНСТРУКЦИЯ ВЕРХНЕГО СТРОЕНИЯ ПУТИ ВЫСОКОСКОРОСТНОЙ ЖЕЛЕЗНОЙ ДОРОГИ И СПОСОБ ЕЕ СООРУЖЕНИЯ | 2024 |
|
RU2828124C1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ | 2000 |
|
RU2189289C2 |
