(54) УСТРОЙСТВО ДЛЯ ФОРМОВКИ ЧЕТЫРЕХУГОЛЬНЫХ
ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки четырехугольных профилей | 1980 |
|
SU940996A1 |
| Штамп для радиальной штамповки | 1977 |
|
SU659270A1 |
| Устройство для вращения верхнего бойка ковочного пресса | 1982 |
|
SU1068202A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| Штамп для объемной штамповки | 1987 |
|
SU1489913A2 |
| Устройство для ковки заготовок | 1988 |
|
SU1556804A1 |
| Устройство для ковки | 1984 |
|
SU1306633A1 |
| Устройство для перфорирования и отрезки ленты или полосы из эластичного материала П-образного профиля | 1986 |
|
SU1428503A1 |
| Универсальный штамп для подсечки профилей | 1983 |
|
SU1134259A1 |
| Штамп для резки прутка на заготовки | 1983 |
|
SU1094683A1 |
1
Изобретение относится к обработке металлов давлением, а именно, к конструкциям устройств для формовки четырехугольных профилей.
Известно устройство для формовки четырехугольных профилей, содержащее верхний боек и нижний боек, в котором установлены неподвижные и подвижные вставки, одна из которых контактирует с опорным клином tilНедостатком данного устройства является невысокая точность полученных изделий и ограниченные возможности его в отношении получения профилей различных типоразмеров.
Цель изобретения - повьинение точности и расширение номенклатуры типоразмеров изготавливаемых изделий.
П(эставленная цель .достигается тем, что te устройстве для формовки четырехугольных профилей, содержащем верхний боек и нижний боек, в котором установлены неподвижные и подвижные вставки, одна из которых контактирует с опорным клином, опорный клин снабжен механизмом вертикального перемещения в виде расположенного в нижнем бойке и контактирующего с onOpHfcJM клином дополнительного приводного клина.
Вставки могут быть выполнены в виде кубиков.
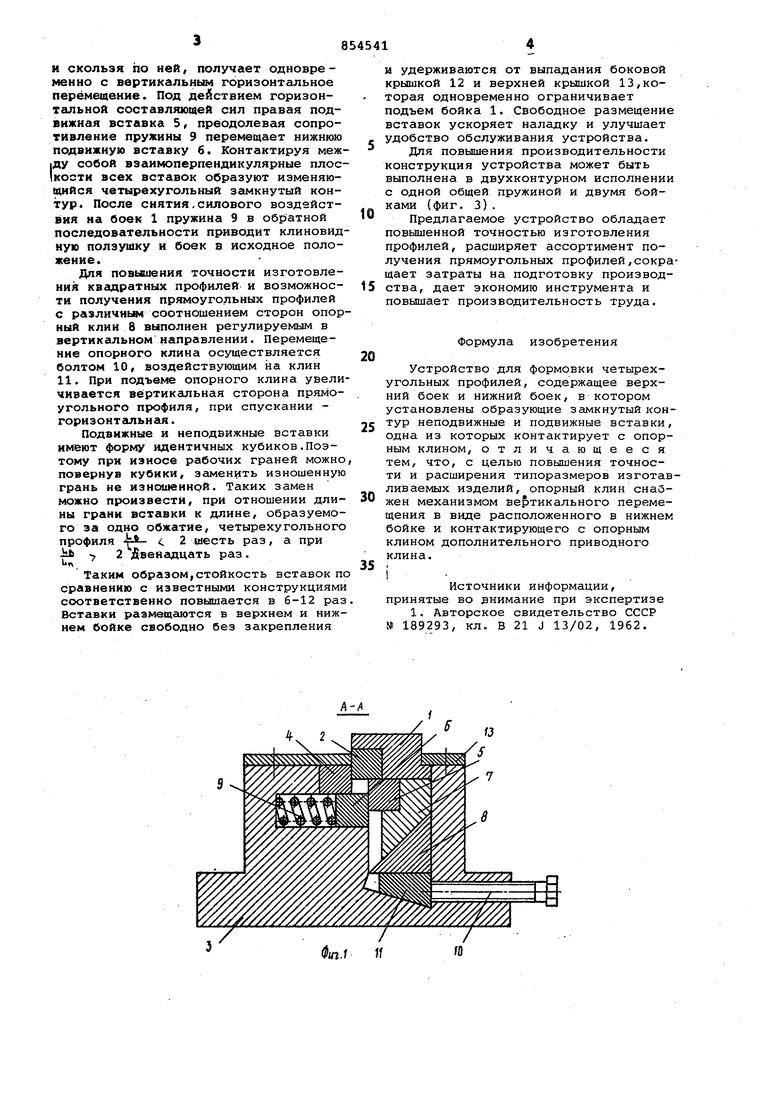
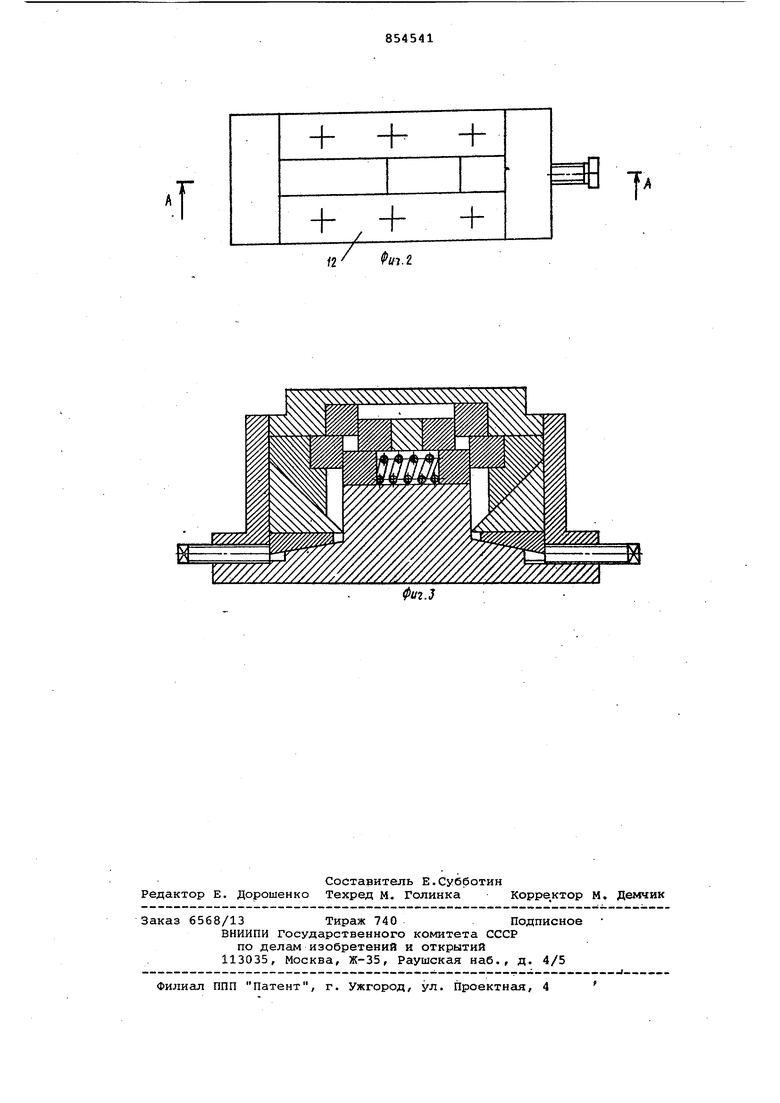
На фиг, 1 изображено устройство, общий вид (разрез А-А на фиг. 2); на фиг. 2 - устройство, вид сверху при снятой верхней крышке;на фиг. 3 вариант изго.овления устройства в двухконтурном исполнении.
Устройство для формовки четырех10угольных профилей состоит из верхнего бойка 1 со вставкой 2, нижнего бойка 3, в котором расположена неподвижная вставка 4, правая подвижная вставка 5 и нижняя подвижная 15 вставка 6. Правая подвижная вставка 5 расположена в клиновидной ползушке 7, которая удерживается на наклонной плоскости опорного клина 8 нижней подвижной вставкой 6 под воздействи20ем пружины 9.
Устройство закрепляется на столе пресса или другой силовой установки и работает следующим образом.
При силовом воздействии на верх25ний боек 1, он, опускаясь вместе со вставкой 2, заставляет перемещаться вертикально клиновидную ползушку 7 с правой подвижной вставкой 5. При этом клиновидная ползушка 7, упираясь в 30 наклонную плоскость опорного клина 8
и скользя по ней, получает одновре менно с вертикальным горизонтальное перемещение. Под действием горизонтальной составЛ5ао1аей сил правая подвижная вставка 5, преодолевая сопротивление пружины 9 перемещает нижнюю подвижную вставку 6. Контактируя меж|ДУ собой взаимоперпендикулярные плоскости всех вставок образуют изменяющийся четырехугольный замкнутый контур. После снятия,силового воздействия на боек 1 пружина 9 в обратной последовательности приводит клиновидную ползушку и боек в исходное положение.
Для повышения точности изготовления квадратных профилей и возможности получения прямоугольных профилей с различньад соотношением сторон опорный клин 8 выполнен регулируемым в вертикальном направлении. Перемещение опорного клина осуществляется болтом 10, воздействующим на клин 11. При подъекю опорного клнна увеличивается вертикальная сторона прямоугольного профиля, при спускании горизонтальная.
Подвижные и неподвижные вставки имеют форму идентичных кубиков.Поэтому при износе рабочих граней можно повернув кубики, Зс1менить изношенную грань не изношенной. Таких замен можно произвести, при отношении длины грани вставки к длине, образуемого за одно обжатие, четырехугольного профиля 4 2 шесть раз, а при
L А./ч I . .
2 Двенадцать раз.
bt
U,
Таким образом,стойкость вставок по сравнению с известными конструкциями соответственно повышается в 6-12 раз. Вставки размещаются в верхнем и нижнем бойке свободно без закрепления
Л-/1
и удерживаются от выпадания боковой крышкой 12 и верхней крышкой 13,которая одновременно ограничивает подъем бойка 1. Свободное размещение вставок ускоряет наладку и улучшает удобство обслуживания устройства.
Для повышения производительности конструкция устройства может быть выполнена в двухконтурном исполнении с одной общей пружиной и двумя бойками (фиг. 3).
Предлагаемое устройство обладает повышенной точностью изготовления профилей, расширяет ассортимент получения прямоугольных профилей,сокращает затраты на подготовку производства, дает экономию инструмента и повышает производительность труда.
Формула изобретения
Устройство для формовки четырехугольных профилей, содержащее верхний боек и нижний боек, в котором установлены образующие замкнутый контур неподвижные и подвижные вставки, Одна нз которых контактирует с опорным клином, отличающееся тем, что, с целью повышения точности и расширения типоразмеров изготавливаемых изделий, опорный клин снабжен механизмом вертикального перемещения в виде расположенного в нижнем бойке и контактирующего с опорным клином дополнительного приводного клина.
i Источники информации, принятые во знимание при экспертизе
ffl
