мовлена с возмол4ностью возвратно-поступательного перемещения вдоль трубки.
Наличие на трубке солловой насадки, установленной с возможностью свободного возвратно-поступательного , перемещения, позволяет насадке, скользя по иэ;делню, К1опировать его форму, удерживаясь в верхнем положении напорно.м припоя, что исключает деформацию изделий сложной формы, отклоняющейся от лимитной.
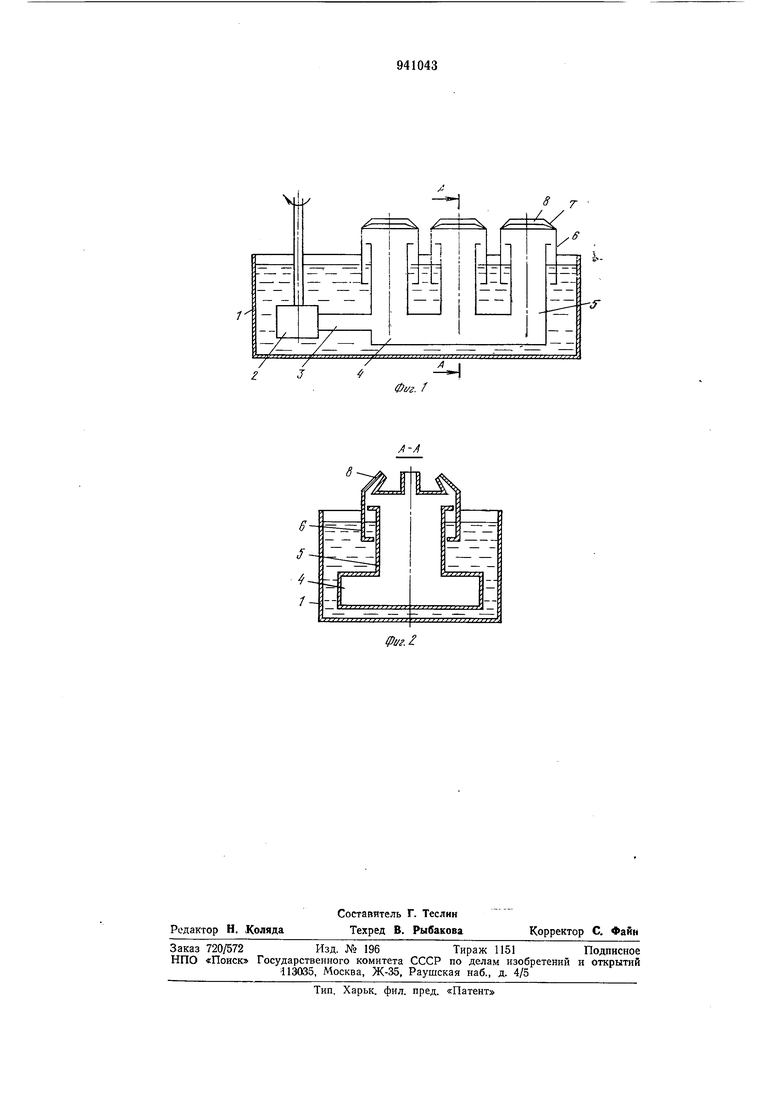
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечеиие А-А на фиг. 1.
Устройство содержит резервуар 1 с установленным в нем насосом 2, трубой 3 и камерой 4. Трубки 5 укреплены на резервуаре I и снабжены прямоугольными сопловыми насадками 6 со скосами 7 и щелевьши отверстиями 8.
Устройство работает следующим образом.
Наоос 2 перекачив1ает жидкий припой по трубе 3 через камеру 4 в трубки 5. Ноток расплавленного припоя, равномерно распределяясь по длине камеры 4, поднимается по трубкам 5 к сопловым насадкам 6, образуя на выходе волну припоя, стабильную по высоте. Скошенные края насадок 7 при встрече с изделием больших габаритов утапливаются вниз по на;правляющим пазам, не деформируя изделие, а плавно копируя форму обрабатываемой поверхности. Носле прохождения изделия под действием напора припоя насадка поднимается в верхнее крайнее положение.
Расположение щелевых отверстий может быть выполнено навстречу друг другу и под углом к горизонтальной оси насадки, что способствует формированию потока расплавленного привоя в волне от периферии к центру горизонтальной оси насадки и исключает излишнее облуживание, стабиливирует зону шайки и растекание припоя на изделии, гоовыщает селективность пайки. Формирование профиля волны встречными струями иритоя исключает 1возникиовение течений припоя в направлении, противоположном направлению струй в волне при контакте с изделием, что зстраняет образование наплывов и сосулек припоя в местах пайки, позволяет качественно паять радиаторы с вогнутой пластиной.
Например, при пайке радиаторов, трубки с раз.мерами, превышающими габариткые размеры радиатора, задевая сопловую насадку, плавно погружают ее в припой, исключая дефоримацию.
Предлагаемое устройство, расширяя технологические возможности базового образца, имеет следующие преимущества: позволяет производить пайку изделий сложной формы, отклоняющейся от лимитной, исключая их деформацию и излишнее облуживание, стабилизирует зону пайки и
устраняет образование наплывов и сосулек припоя в местах пайки.
Формула изобретения
Устройство для пайки волной расплавленного припоя, содержащее обогреваемый резервуар с припоем, закрепленную на нем, по крайней мере одну трубку со смонтированной на ней насадкой с соплом
со CKocaiMH на гранях и с отверстиями для выхода нескольких (волн припоя и насос для подачи припоя в трубку, отличающееся тем, что, с целью расширения технологических возможностей групповой
пайки, насадка с соплом выполнена прямоугольной формы и установлена с возможностью возвратно-поступательного перемещения вдоль трубки.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 638437, кл. В 23 К 3/06, 1976. 2. Авторское свидетельство СССР № 627933, кл. В 23 К 3/06, 1976 (прототип).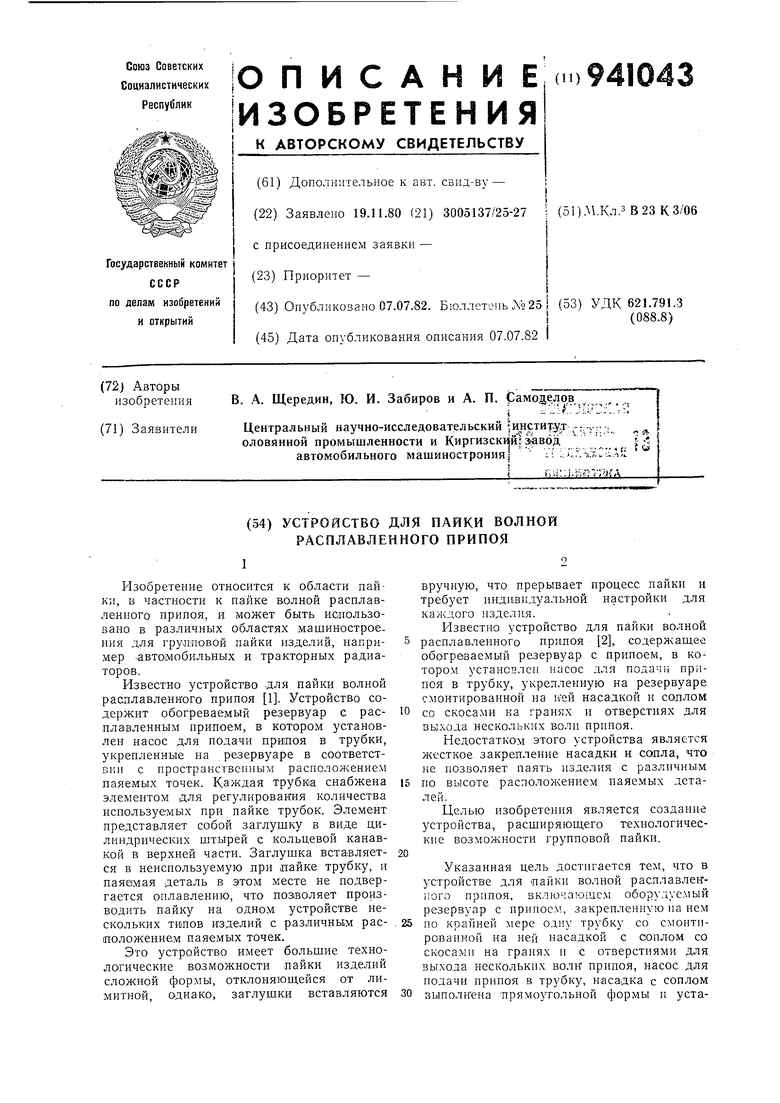
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки и лужения волной расплавленного припоя | 1980 |
|
SU1004037A1 |
| Устройство для пайки волной расплавленного припоя | 1980 |
|
SU1041245A1 |
| Устройство для пайки волной расплавленного припоя | 1976 |
|
SU566696A1 |
| Устройство для пайки волной расплавленного припоя | 1975 |
|
SU528156A1 |
| Устройство для пайки волной расплавленного припоя | 1981 |
|
SU986669A1 |
| Устройство для пайки и лужения | 1979 |
|
SU963748A1 |
| Устройство для пайки погружением в расплавленный припой | 1979 |
|
SU859069A1 |
| Устройство для пайки печатных плат | 1979 |
|
SU1038127A1 |
| Устройство для пайки и лужения погружением в расплавленный припой | 1978 |
|
SU780994A1 |
| Устройство для пайки и лужения волной расплавленного припоя | 1988 |
|
SU1588515A2 |