(54) УСТРОЙСТВО ДЛЯ МНОГОДУГОВОЙ СВАРКИ
1
Изобретение относится к области сварочного производства, в частности, к устройствам для многодуговой сварки. Известно устройство для многодуговой сварки, содержащее основной источник постоянного тока, сварочные электроды и подключенные к сварочным электродам источники питания дежурной дуги 1.
Недостатком известного устройства является отсутствие возможности раздельного управления каждой дугой, что снижает качество сварки.
Известно устройство для многодуговой сварки, содержащее основной источник постоянного тока, сварочные электроды, силовые коммутирующие цепи по числу электродов, выполненные из тиристоров, включенных между основным источником постоянного тока и соответствующими сварочными электродами, а также подключенные к сварочным электродам источники питания дежурной дуги. 2. Устройство обеспечивает возможность раздельного управления каждой дугой, что позволяет в некоторой степени повысить качество сварки.
Недостатком этого устройства является наличие электромагнитного взаимодействия между дугами, вызывающие их отклонение от свариваемого стыка, что не
дает возможности дальнейщего повышения качества сварки.
Целью изобретения является повышение качества многодуговой сварки.
Это достигается тем, что в устройство для многодуговой сварки, содержащее основной источник постоянного тока, сварочные электроды, силовые коммутирующие цепи по числу электродов, выполнен10ные из тиристоров, включенных между основным источником постоянного тока и соответствующими сварочными электродами, а также подключенные к сварочны.м электродам источники питания дежурной
15 дуги, введен трансформатор с количеством обмоток, равным числу электродов, при этом, обмотки трансформатора намотаны на его сердечнике в одном направлении, с равными количествами витков и включены
20 между соответствующими сварочными электродами и тиристорами силовых коммутирующих цепей.
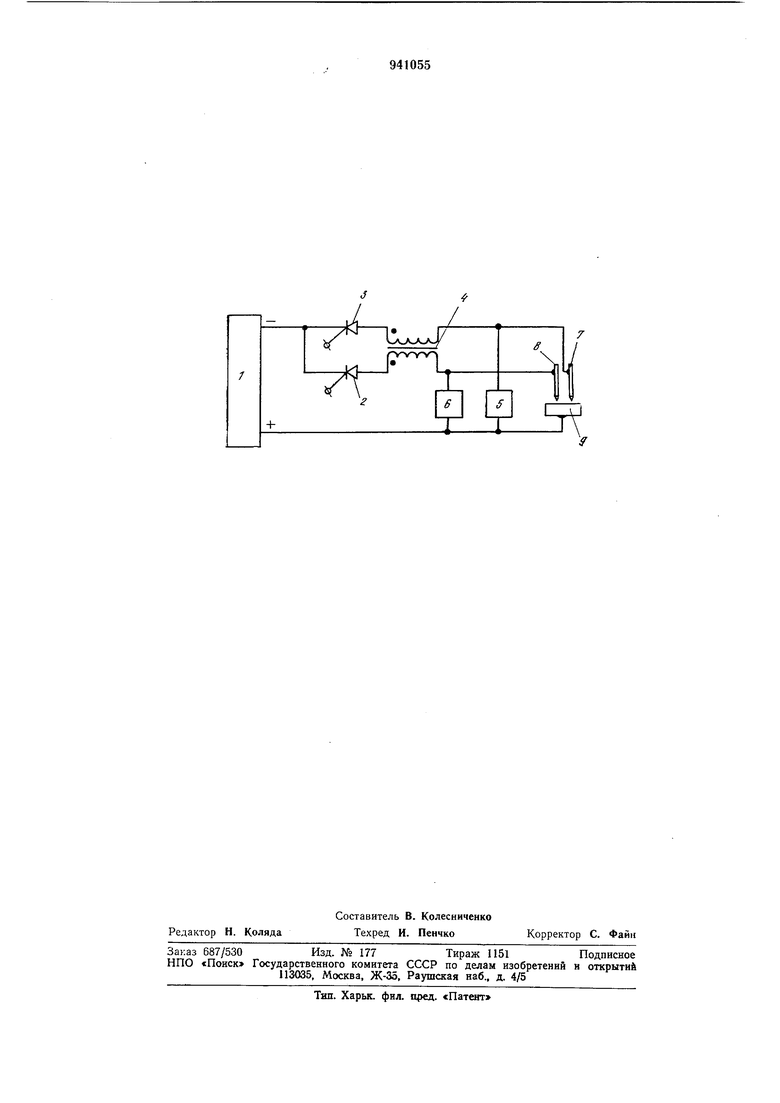
На чертеже приведена принципиальная
25 электросхема устройства для многодуговой сварки.
Устройство для многодуговой сварки содержит основной источник 1 постоянного тока, тиристоры 2, 3, трансформатор 4
30 с двумя обмотками, имеющими одинаковое количество витков, намотанных в одном направлении и включенными в цепи сварочных дуг, вспомогательные источники 5, 6, подключенные параллельно дуговым промежуткам и служащие для литания дел урных дуг, электроды 7, 8 и сварочное изделие 9. Включение тиристоров 2, 3 и источников 1, 5, 6 производится блоком управления (на схеме не показан).
Работает устройство следующим образом.
Источник 1 устанавливается на рабочий ток между неплавящимися электродами 7, 8 и деталью 9, возбуждаются дежурные дуги, питающиеся от -вспомогательных источников 5, 6. После подачи сварочной проволоки включается тиристор 3 и между электродом 7 и деталью 9 загорается основная дуга от основного источника 1 п источника питания дежурной дуги. Затем включается тиристор 2 и между электродом 8 и деталью 9 также возникает основная дуга. Через обмотку трансформатора 4, подключенную к тиристору 2 и электроду 8, начинает протекать ток, вызывающий уменьшение тока в цепи электрода 7, что, в свою очередь, способствует дальнейщему увеличению тока в цепи электрода 8. Перераспределение токов дуг происходит лавинообразно за счет индуктивной связи обмоток трансформатора 4. Когда ток, протекающий через тиристор 3, станет мены1:с тока дежурной дуги, к тиристору 3 будет приложено обратное напряжение и он включится. С этого момента между электродом 7 и деталью 9 будет гореть дежурная дуга, а между электродом 8 и деталью 9 основная дуга. Через 25 мс включается тиристор 3 и происходит обратное перераспределение токов дуг. Благодаря поочередному включению тиристоров 2, 3 осуществляется питание дуг импульсным током с длительностью импульса равной длительности паузы. Ток каждой дуги складывается из тока дежурной дуги и среднего тока, равного половине амплитудного значения тока в импульсе.
Устройство может быть применено для питания трех и более дуг. Для этого основной источник I устанавливается на ток, превышающий средний ток дуги во столько раз, сколько дуг питается от источника 1, на сердечнике трансформатора 2 размещается соответствующее числу дуг количество обмоток и устанавливается требуемое количество тиристоров.
0 Введение в устройство для многодуговой сварки трансформатора со специфически намотанными обмотками, число которых равно числу сварочных электродов, позволило исключить электромагнитное
5 взаимодействие между дугами и за счет этого повысить качество сварки.
Формула изобретения
0 Устройство для (многодуговой сварки, содержащее основной источник постоянного тока, сварочные электроды, силовые коммутирующие цепи по числу электродов, выполненные из тиристоров, включенных между основным источником постоянного тока и соответствующими сварочными электродами, а также подключенные к сварочным электродам источники питания дежурной дуги, отличающееся тем, что,
0 с целью повышения качества сварки за счет исключения электромагнитного взаимодействия между дугами, в него введен трансформатор с количеством обмоток, равным числу электродов, при этом всеоб5 мотки трансформатора намотаны на его сердечнике в одном направлении, с равным количеством витков и включены между соответствующими сварочными электродами и тиристорами силовых коммутирующих цепей.
Источники информации, принятые во внимание при экспертизе:
1.Патент Японии № 53-32353, кл. 12 В 5 10В, онублнк. 07.09.78.
2.Справочник по преобразовательной технике, под ред. И. М. Чимленко, Киев, «Техника 1978, с. 182 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| Источник питания горелки для сварки | 1981 |
|
SU967710A1 |
| Пусковое устройство ограничителя холостого хода сварочного трансформатора | 1988 |
|
SU1620239A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049612C1 |
| Устройство для сварки | 1981 |
|
SU1007871A2 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1992 |
|
RU2022735C1 |
| Устройство для аргоно-дуговой и микроплазменной сварки | 1973 |
|
SU446162A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| Инверторный сварочный источник питания | 1987 |
|
SU1530367A1 |