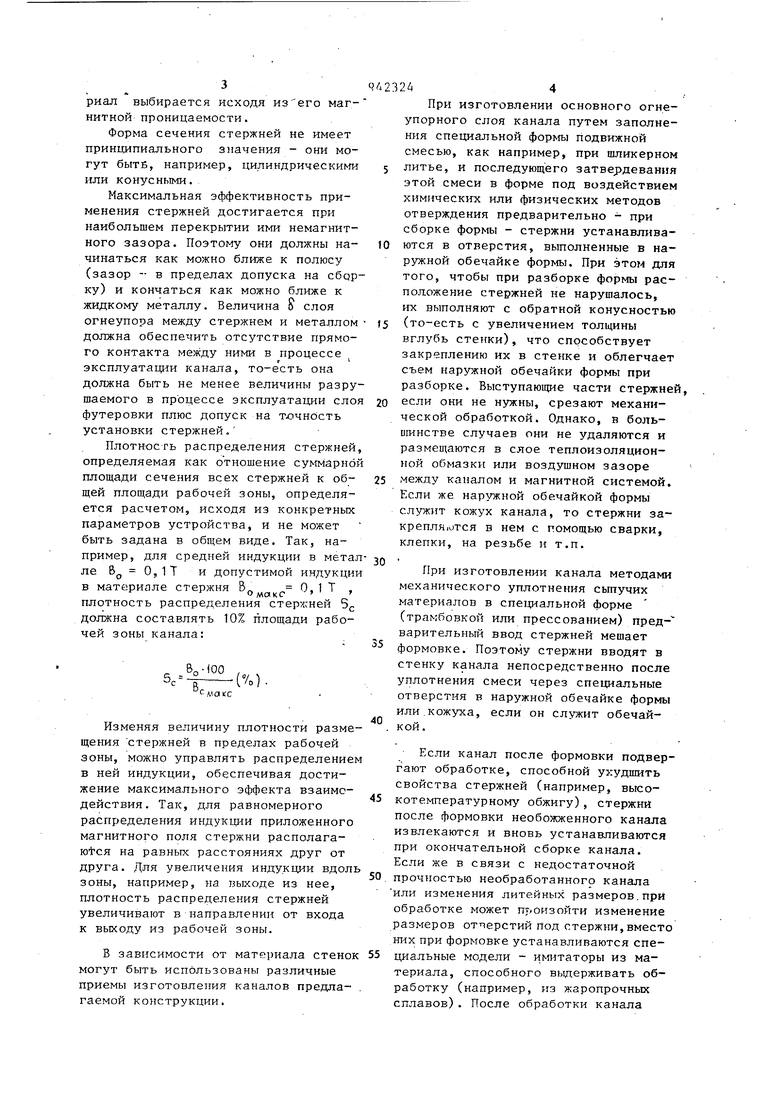
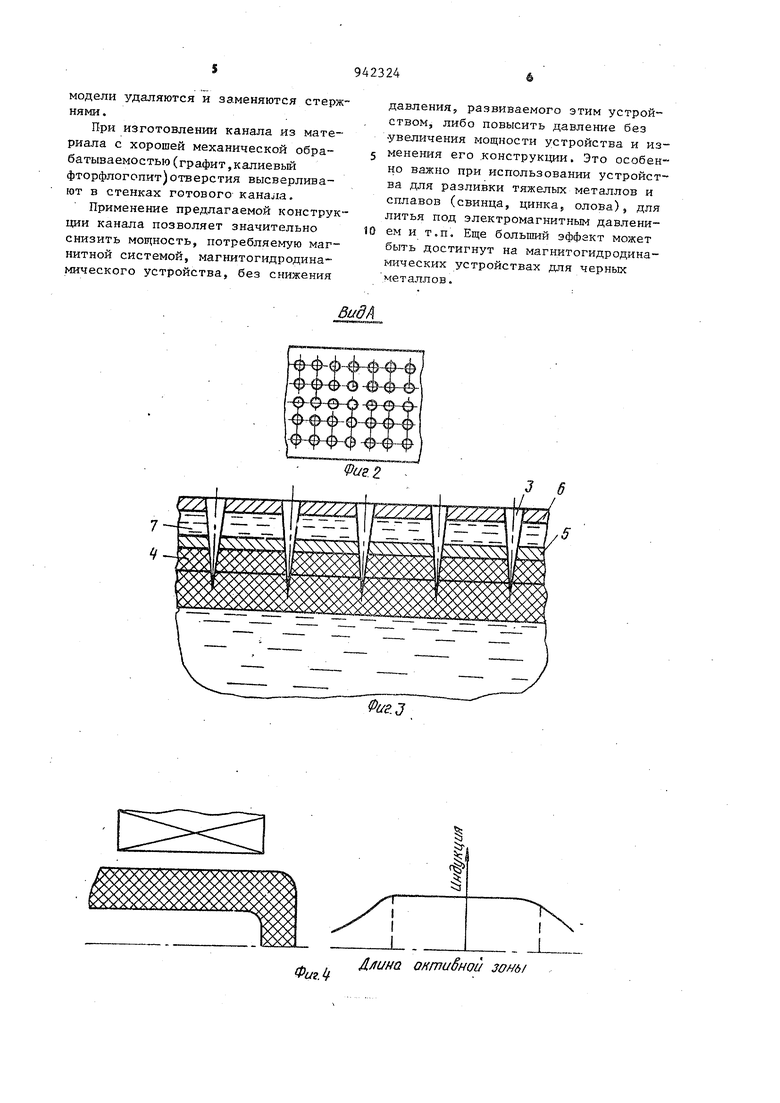
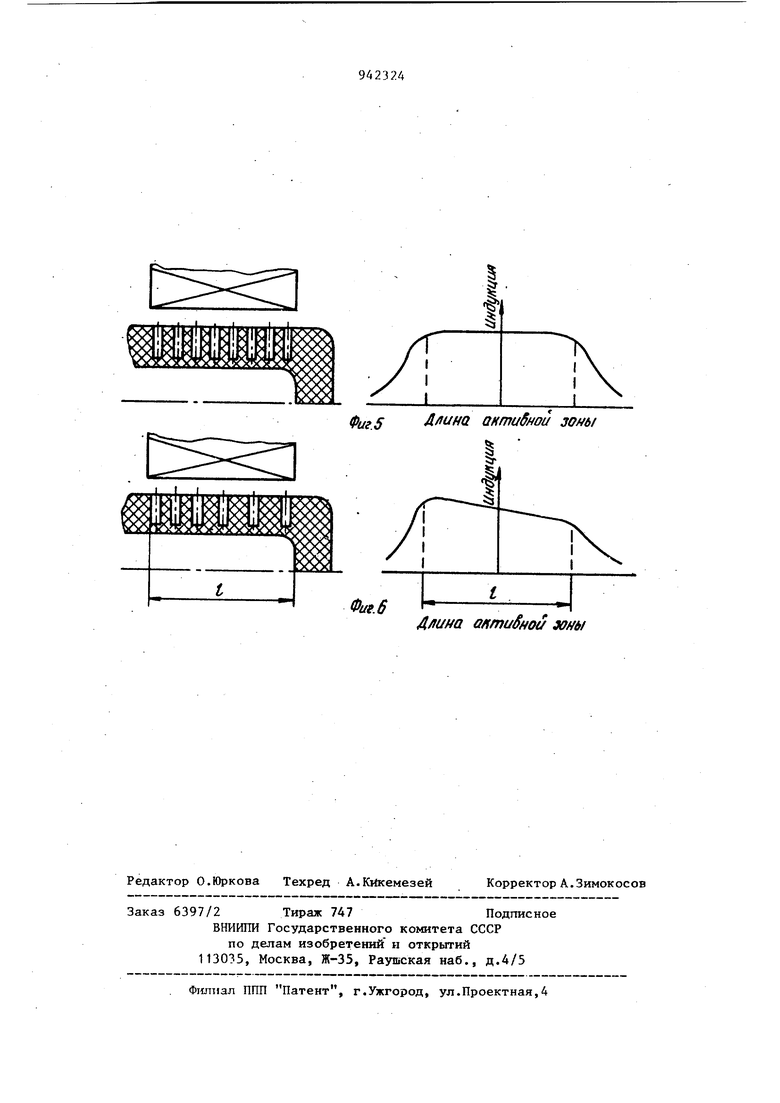
Изобретение относится к литейном производству и металлургии, а более точно к магнитогидродинамическим устройствам, которые применяются для транспортировки, дозирования и перемешивания расплавленного металла. Известен канал магнитогидродинамического устройства, стенки которо го выполнены из немагнитных материа лов, стойких в среде агрессивных расплавов. Недостатком этого канала является большая толщина его стенок. Это обуславливает значительный немагнитный зазор между полюсами магнитной системы магнитогидродинамическо го устройства и жидким металлом (30-40 мм) и, как следствие этого, значительное рассеяние магнитного поля, что вызывает увеличенное потребление мощности магнитогидродинамическим устройством и уменьшает достигаемую в нем величину электромагнитного давления в жидком металле. Цель изобретения - повышение магнитной индукции в рабочей зоне устройства и создание возможности изменения распределения магнитно.го поля в жидком расплаве. Цель достигается тем, что в стен ках канала, расположенных против полюсов магнитной системы, установлены на глубину неразрушаемого в процессе работы слоя стержни из ферромагнитного материала. На фиг. 1 изображена конструкция однослойного канала; на фиг. 2 вид А на фиг. 1; на фиг. 3 - конструкция стенки канала для случая, когда она вьтолняется из нескольких слоев и содержит холодильник для ее принудительного охлаждения; на фиг. 4-6 - распределение индукции в жидком металле &{, по длине рабочей зоны 6 для различных вариантов конструкции канала. В простейшем случае, когда весь канал магнитогидродинамического устройства выполнен из одного и того же о неупорного немагнитного материал а, на ример калиевого фторфлогопита в стенк 1 рабочей зоны канала,расположенных против полюсов 2 магнитных систем МГДУ, установлены стержни 3 из ферромагнитного материала. Если же канал имеет многослойную стенку, желательно, чтобы стержни 3проходили через все слои футеровки, в частности, .слой теплоизоляции 4и кожух5, выполняемый обычно из немагнитной стали. Для канала с принудительно охлаждаемым кожухом желательно, чтобы стержни 3 проходили Исквозь короб 6 с охлаждающим реагентом 7. Рекомендуется выводить стержни через короб холодильника на его наружную стенку.Дополнительным преимуществом последней конструкции является принудительное охлаждение стержней, что снимает ограничения к их материалу по точке Кюри и улучшает общее охлаждение стенки канала. Магнитогидродинамическое устройство с каналом новой конструкции работает следующим образом. Магнитный поток, сходящий с полюса магнитной системы, пронизьшает немагнитньй зазор и достигает металла, с которым взаимодействует. В старой конструкции канала в связи с большим магнитным сопротивлением стенки происходит большое рассеяние магнитного потока: он вьшучивается на стенки активной зоны или замыкается непосредственно в самой магнитной системе, не достигая металла. Для создания в металле необходимой индукции магнитного поля требовалось подводить к обмотке большой ток и затрачивать значительную мощность. В новой конструкции магнитный поток концентрируется в стержнях и основную часть расстояния между жидким металлом и полюсом магнитной системы проходит по ним. Это резко уменьшает рассеяние магнитного поля и намагничивающую силу, необходимую для создания заданной индукции в жидком металле. Материал стержней выбирается в зависимости от температуры, при которой они работают, исходя из условия, что основная часть стержня должна нагреваться до температуры ниже точки Кюри для данного материала. Для цинковых и алюминиевых сплавов могут быть применены стержни из низкоуглеродистых сталей. Для медных и черных сплавов необходимо применять стержни из кобальтовых сплавов (например, пермендюра). Цри принудительном охлаждении стержней материал выбирается исходя изего магнитной проницаемости. Форма сечения стержней не имеет принципиального значения - они могут бытБ, например, цилиндрическими или конусными. Максимальная эффективность применения стержней достигается при наибольшем перекрытии ими немагнитного зазора. Поэтому они должны начинаться как можно ближе к полюсу (зазор - в пределах допуска на сбор ку) и кончаться как можно ближе к жидкому металлу. Величина S слоя огнеупора между стержнем и металлом должна обеспечить отсутствие прямого контакта между ними в процессе эксплуатации канала, то-есть она должна быть не менее величины разру шаемого в процессе эксплуатации сло футеровки плюс допуск на точность установки стержней. Плотность распределения стержней определяемая как отношение суммарно площади сечения всех стержней к общей площади рабочей зоны, определяется расчетом, исходя из конкретных параметров устройства, и не может быть задана в общем виде. Так, например, для средней индукции в мета ле Bjj О, 1 Т и допустимой индукци в материале стержня одлакс плотность распределения стержней 5 должна составлять 10% площади рабочей зоны канала: 5 °°° (/} Ьс -п1/о) Изменяя величину плотности разме щения стержней в пределах рабочей зоны, можно управлять распределение в ней индукции, обеспечивая достижение максимального эффекта взаимодействия. Так, для равномерного распределения индукции приложенного магнитного поля стержни располагаюtcя на равных расстояниях друг от друга. Для увеличения индукции вдол зоны, например, на выходе из нее, плотность распределения стержней увеличивают в направлении от входа к выходу из рабочей зоны. В зависимости от материала стено могут быть использованы различные приемы изготовления каналов предлагаемой конструкции. При изготовлении основного огнеупорного слоя канала путем заполнения специальной формы подвижной смесью, как например, при шликерном литье, и последующего затвердевания этой смеси в форме под воздействием химических или физических методов отверждения предварительно - при сборке формы - стержни устанавливаются в отверстия, выполненные в наружной обечайке формы. При этом для того, чтобы при разборке формы расположение стержней не нарушалось, их выполняют с обратной конусностью (то-есть с увеличением толщины вглубь стенки), что способствует закреплению их в стенке и облегчает сьем наружной обечайки формы при разборке. Выступающие части стержней, если они не нужны, срезают механической обработкой. Однако, в большинстве случаев они не удаляются и размещаются в слое теплоизоляционной обмазки или воздушном зазоре между каналом и магнитной системой, Если же наружной обечайкой формы служит кожух канала, то стержни закрепля.отся в нем с помощью сварки, клепки, на резьбе и т.п. При изготовлении канала методами механического уплотнения сыпучих материалов в специальной форме (трамбовкой или прессованием) пред- варительньш ввод стержней мешает формовке. Поэтому стержни вводят в стенку канала непосредственно после уплотнения смеси через специальные отверстия в наружной обечайке формы или кожуха, если он служит обечайкой . Если канал после формовки подвергают обработке, способной ухудшить свойства стержней (например, высокотемпературному обжигу), стержни после формовки необожженного канала извлекаются и вновь устанавливаются при окончательной сборке канала. Если же в связи с недостаточной прочностью необработанного канала или изменения литейных размеров.при обработке может произойти изменение размеров отверстий под стержни,вместо них при формовке устанавливаются специальные модели - имитаторы из материала, способного выдерживать обработку (например, из жаропрочных сплавов). После обработки канала
модели удаляются и заменяются стержнями ,
При изготовлении канала из материала с хорошей механической обрабатываемостью (графит,калиевый фторфлогопит)отверстия высверливают в стенках готового каиала.
Применение предлагаемой конструкции канала позволяет значительно снизить мощность, потребляемую магнитной системой, магнитогидродинамического устройства, без снижения
давления, развиваемого этим устройством, либо повысить давление без увеличения мощности устройства и изменения его .конструкции. Это особенно важно при использовании устройства для разливки тяжелых металлов и сплавов (свинца, цинка, олова), для литья под электромагнитным давлением и т.п. Еще больший эффект может быть достигнут на магнитогидродинамических устройствах для черных металлов.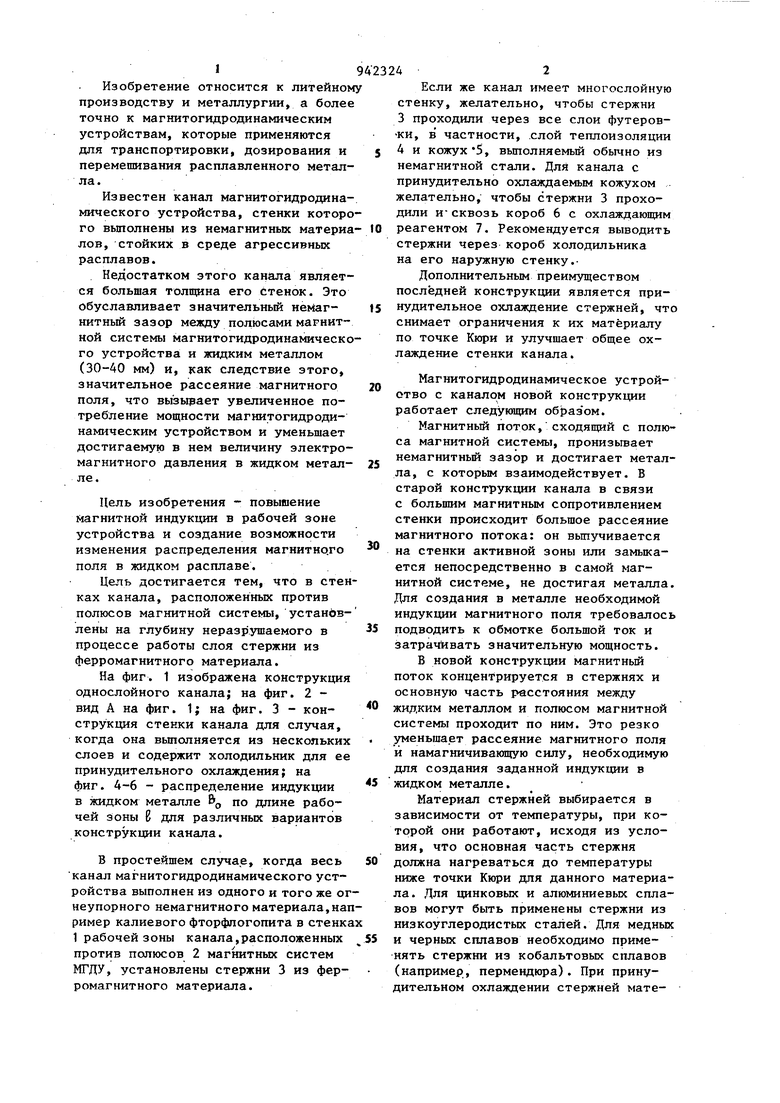
КАНАЛ МАГНИТОГВДРОДИНАШЧЕСКОГО УСТРОЙСТВА, преимущественно для транспортирования жидких агрессивных расплавов, стенки которого выполнены из немагнитных материалов стойких в среде этих расплавов, отличающийся тем, что, с целью повышения магнитной индукции в рабочей зоне устройства и изменения распределения магнитного поля в жидком расплаве, он снабжен установленными в стенках канала, расположенных против магнитных систем на глубину неразрушаемого при работе слоя, стержнями, выполненными из ферромагнитного материала. (Л
9u,z
Фиг.
Л/iUHa онтиёнои зонд/
Фиг.5 Л flu на онтибнои зонб/
Фие.6
Дайна afffnuSnou хны
| КАНАЛ ЭЛЕКТРОМАГНИТНОГО НАСОСА | 0 |
|
SU287520A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
