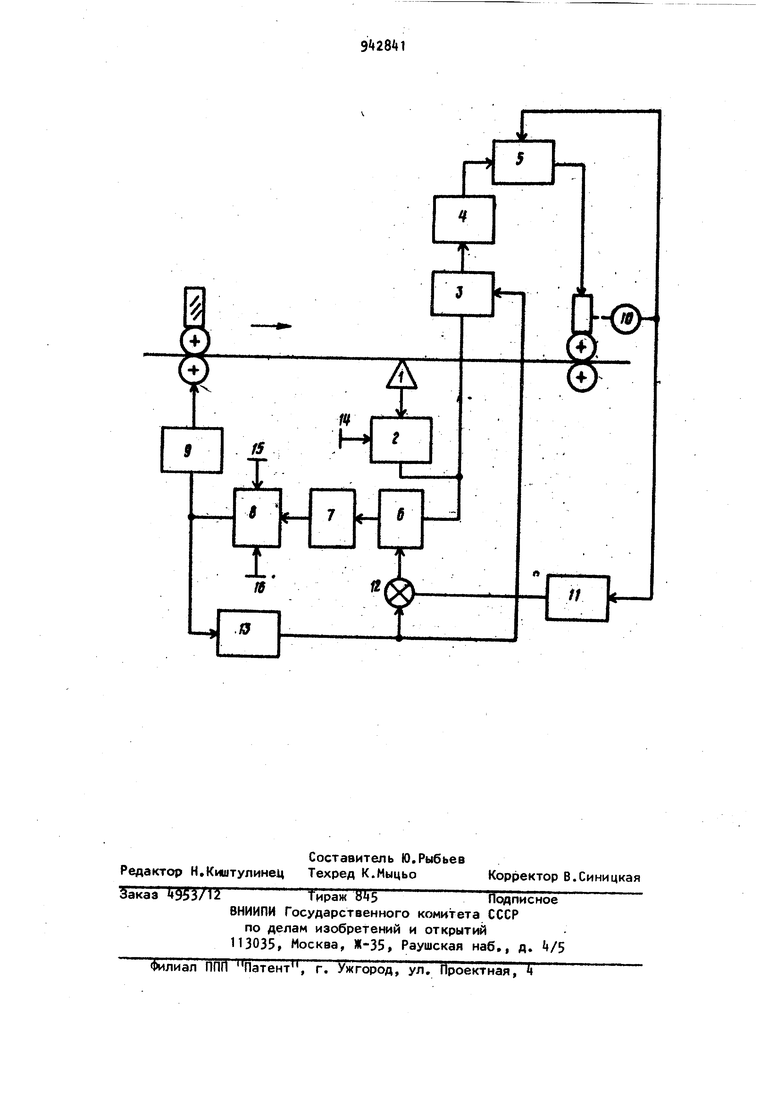
Изобретение относится к автоматизации прокатного оборудования, в частности непрерывных листовых станов холодной прокатки. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для регулирования натяжения полосы на непрерывных станах холодной прокатки, содержащее измеритель и задатчик натяжения полосы, измеритель скорости нажимных винтов последующей по ходу прокатки клети межкле тевого промежутка и два регулятора, один из которых включен между выходом задатчика натяжения и входом сис темы управления нажимными винтами последующей клети,а второй включен между выходом задатчика натяжения и входом входного сумматора управления скоростью приводов валков вход ной клети промежутка, измеритель ско рости нажимных винтов включен в систему управления нажимными винтами tl Это устройство по выявленному отклонению натяжения от заданной величины формирует управляющие сигналы на изменение скоростей приводов валков входной клети и на изменение положения нажимных винтов последующей клети промежутка. Системы управления приводами рабочих валков входной клети и нажимными винтами выходной клети промежутка, отрабатывая эти управляющие сигналы, так изменяют состояние вышеуказанных механизмов стана, что среднее значение величины межклетевого натяжения полосы в процессе прокатки остается на заданном уровне. Однако из-за малого быстродействия это устройство не обеспечивает требуемого качества стабилизации процесса прокатки, особенно в динамических режимах работы стана. Одной из причин малого быстродействия устройства является то, что отработка возмущения натяжения осуще3Sствляется фактически одним механизмом, чаще всего нажимными, устройствами, так как быстродействие второго регулятора, из-за необходимости обеспечения устойчивости совместной работы регуляторов, устанавливается в несколько раз ( 3...) ниже быстродействия первого регулятора. Цель изобретения - повышение быстродействия и устойчивости процесса регулирования натяжения полосы. Цель достигается тем, что в устройство, содержащее измеритель и задатчик натяжения полосы, измерителЬ скорости нажимных винтов последующей по ходу прокатки клети межклетевого промежутка и два регулятора, один из которых включен между выходом задатчика натяжения и входом системы управления нажимными винтами последующей клети, а другой - между выходом задатчика натяжения и входом входного сумматора системы управ ления скоростью приводов валков вход ной клети промежутка, измеритель ско- jj рости нажимных винтов включен в сис тему управления нажимными винтами, дополнительно введены два блока регулируемой зоны нечувствительности, блок динамической модели приводов валков клети, сумматор и нелинейный преобразователь при этом вход перво го блока регулируемой зоны нечувствительности соединен с выходом задат чика натяжения, выход - с входом регулятора, подключенного к системе управления нажимными винтами последу ющей клети, а его управляющий вход через блок динамической модели подключен к выходу входного сумматора i системы управления скоростью приводов валков входной клети, первый вход дополнительно введенного сумматора соединен через нелинейный преобразователь с выходом измерителя скорости нажимных винтов, второй вход - с выходом блока динамической модели, а выход подключен к управляю щему входу второго блока регулируемой зоны нечувствительност,.основной вход последнего подключен к выхо ду задатчика натяжения, а выход соединен с входом регулятора, подключенного к системе управления скоростью приводов валков входной клети, Блок динамической модели приводов выполнен в виде двух последовательно соединенных апериодических звеньев. На чертеже показана структура предлагаемого устройства. Измеритель t натяжения через задатчик 2 натяжения и первый блок 3 регулируемой зоны нечувствительности включен на вход регулятора k. Регулятор k подключен к системе 5 управления нажимными винтами. Задатчик 2 натяжения через второй блок 6 регулируемой зоны нечувствительности, регулятор 7 и входной сумматор 8 подключен к системе 9 управления скоростями валков входной клети. Измеритель 10 скорости нажимных винтов соеДинен с системой 5 управления нажимными винтами и через нелинейный преобразователь 11 и введенный сумматор 12 - с управляющим входом блока 6. Выход сумматора 8 через блок 13 динамической модели соединен со вторым входом сумматора 12 и управляющим входом блока 3. Задатчик 2 имеет вход 14 заданного значения уровня натяжения. Сумматор 8 имеет вход 15 заданного значения скорости и вход 16 фактического значения скорости приводов валков входной клети. Устройство работает следующим образом. Фактическое натяжение полосы, измеренное измерителем 1, сравнивается в задатчике 2 с заданным значением натяжения и преобразуется в сигналы отклонения натяжения от заданных значений. При превышении (снижении)фактическим натяжением установленного значения, сигнал на выходе задатчика 2 воздействует через блок 3 регулируемой зоны нечувствительности и регулятор 4 на систему 5 управления нажимными винтами, перемещая нажимные винты в сторону восстановления натяжения. Этот же сигнал отклонения натяжения с выхода задатчика 2 через второй блок 6 зоны нечувствительности, регулятор 7 и входной сумматор 8 воздействует на систему 9 управления приводами валков входной клети, изменяя скорость в сторону восстановления натяжения. Для стабилизации контура регулиррвания воздействием на нажимные винты последующей клети сигнал с выхода измерителя 10 скорости подается в систему 5 управления нажимными винтами, а стабилизация контура регулирования воздействием на систему управления приводов валков входной клети осуществляется сигналом с выхода входного сумматора, который через блок 13 динамической мо дели и сумматор 12 подается на упра ляющий вход блока 6 регулируемой зо ны нечувствительности. Для устранения раскачки систем при совместной работе регуляторов сигнал с выхода измерителя 10 скорости нажимных винтов через нелиней ный преобразователь 11 и сумматор 1 подается на управляющий вход блока 6 зоны нечувствительности, расширяя ее в функции скорости нажимных вин тов, а сигнал с выхода блока динамической модели подается на управляющий вход блока 3 зоны нечувствительности, расширяя ее с учетом, инерционного запаздывания приводов валков клетио Блок динамической модели приводо выполнен, например, в виде двух последовательно соединенных апериодических звеньев первого порядка. Наличие блока 6 зоны нечувствительности позволяет учесть выбег на жимных винтов последующей клети, а блока 3 - инерционное запаздывание приводов валков входной клети. Поэтому при совместной работе регулятора 7, быстродействие которого будет определяться быстродействием привода входной клети, обеспечивается устойчивая работа регуляторов. Эффективность предлагаемого устройства заключается в повышении качества прокатанной полосы и в умень шении количества обрывов полосы. Формула изобретения 1. Устройство для регулирования натяжения полосы на непрерывном про катном стане, содержащее измеритель и задатчик натяжения полосы., измери тель скорости нажимных винтов после дующей по ходу прокатки клети межклетевого промежутка, два регулятор один из которых включен между выходом задатчика натяжения и входом системы управления нажимными винта16ми последующей. клети, а другой между выходом задатчика натяжения и входом входного сумматора системы управления скоростью приводов валков входной клети промежутка, измеритель скорости нажимных винтов в системе управления нажимными винтами, отличающееся тем, что, с целью повышения быстродействия, и устойчивости регулирования натяжения при изменении параметров процесса прокатки, в него дополнительно введены два блока регулируемой зоны нечувствительности, блок динамической модели приводов валков клети, сумматор и нелинейный преобразователь, при ЭРОМ вход первого блока регулируемой зоны нечувствительности соединен с выходом задатчика натяжения, выход - с входом регулятора, подключенного к системе управления нажимными винтами последующей клети, а его управляю(дий вход через блок динамической модели подключен к выходу входного сумматора системы управления скоростью приводов валков входной клети, первый вход дополнительно введенного сумматора соединен через нелинейный преобразователь с выходом измерителя скорости нажимных винтов, второй вход - с выходом блока динамической модели, а выход подключен к управляющему входу , . второго блока регулируемой зоны нечувствительности, основной вход последнего подключен к выходу задатчика натяжения, а выход соединен с входом регулятора, подключенного к системе управления скоростью приводов валков входной клети. 2. Устройство по п. 1, отличающееся тем, что блок динамической модели приводов валков клети выполнен в виде двух последовательно .соединенных апериодических звеньев. Источники информации, принятые во внимание при экспертизе 1. Дружинин Н.Н. Непрерывные станы как объект автоматизации. М., Металлургия, с. 279-286.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ограничения натяжения полосы на непрерывном прокатном стане | 1977 |
|
SU662178A1 |
| Устройство для ограничения натяжения полосы | 1981 |
|
SU1003950A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство регулирования межклетевого натяжения на непрерывном стане холодной прокатки | 1982 |
|
SU1037983A1 |
| Устройство для регулирования натяжения полосы | 1979 |
|
SU854482A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 1969 |
|
SU250858A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство для ограничения натяжения полосы на непрерывном прокатном стане | 1976 |
|
SU596312A1 |
| Устройство ограничения межклетевых натяжений на непрерывном прокатном стане | 1980 |
|
SU950459A1 |