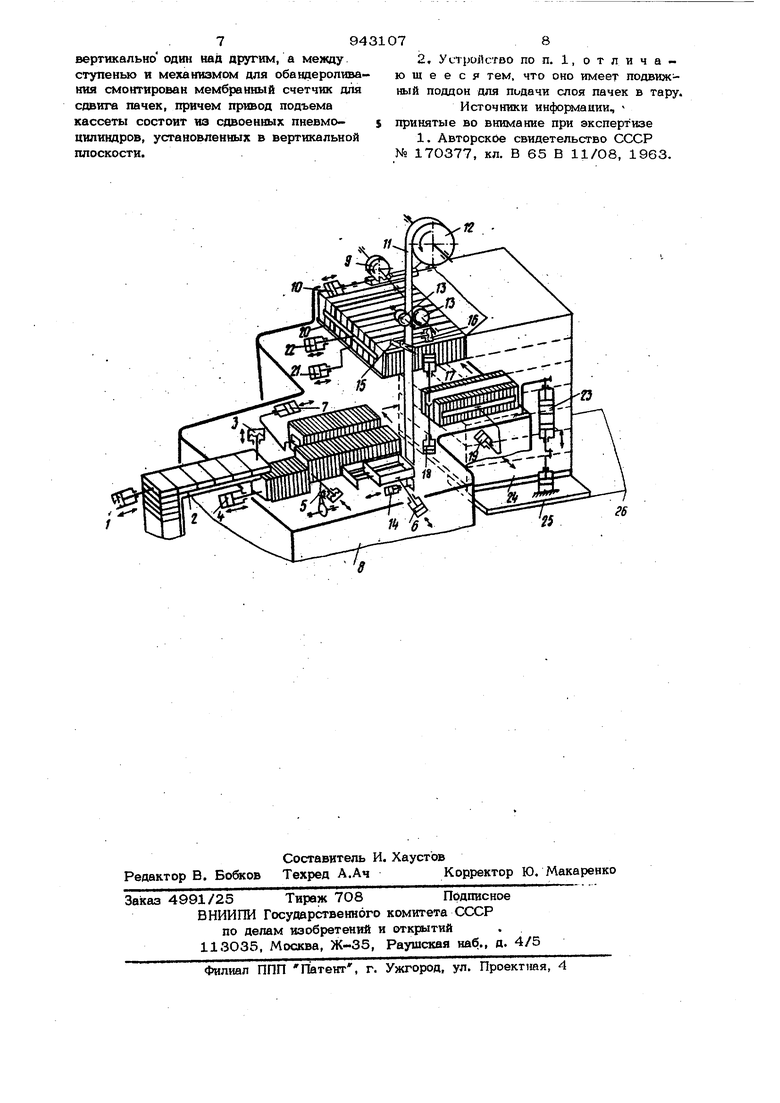
Изобретение относится к табачной про мышленности и может быть использовано на всех табачных фабриках для обандероливания пачек с овальными сигаретами с последующей укладкой бандеролей в тар (короб). Известно устройство для упаковки и укладки пачек сигарет в тару, содержащее стол с двумя толкателями, расположенными на его входном и выходном участках, механизм для рбандероливания пачек с загибателями и -отводной транопортер с поворотной, подъемно-опускной кассетой для тары и приводом 1. Недостатками этого устройства являются ограниченная производителвность, связанная с возможностью обслуживания только одного -устройства, невозможность обеспечения полного заполнения короба (требуется ручная докладка). Электром ханический привод устройства с электрическими конечниками не обеспечивает на- дежной и бесперебойной работы машины в запыленных табач1аз1х цехах. Вследствие этого устройство имеет ограниченное применение в табачной промышленности, Цель изобретения - создание устройства, с опомощью которого обеспечивается более плотное заполнение тары. Для достижения этой цели в устройстве для упаковки и укладки пачек сигарет в тару, содержащем стол с двумя толкателями, расположенными на его входном и выходном участках, механизм для обандероливания пачек с загв6атвЛ5{ми и отводной транспортер с поворотной, подъемно-опускной кассетой для тары и приводом, под выходным участком стола образована ступень, толкатель расположенный у этого участка стола установлен с возможностью перемещения в ъер тикальной плоскости, при этом загибатели механизма для обандероливашш укреплены на штоках двух пневмоиилиндров, которые закреплены вертикально один над другим, а между ступенью и механизмом для обанн дероливання смвнтирован мембранный счетчик для сдвига пачек, причем привод подъема кассеты состоит из сдвоенных пневмоцияиндров, установленных в вертикальной плоскости. Кроме этого, устройство имеет подвижный поддон для подачи слоя пачек в тару. На чертеже изображена схема устройства для обандероливания пачек сигарет и укладки их в тару. Устройство содержит пневмошшиндр 1 для вывода пачек из грелки, приемный стол 2, мембранный толкатель 3 для поворота пачек на 90, пневмоцилиндр 4 для перемещения пачек на позицию отсчета, счетчик 5 пачек, механизм 6 для подачи блока из давдцати двух пачек на позицию обандероливания, пневмоцилиндр 7 для подачи блока из 22 пачек на обвязку его бумажной лентой. Устройство содержит также стол 8, реечный механтезм 9 для вращения бобины с бумажной лентой, пневмоцилиндр 10 для приведения в. движение реечного механизма 9, бумаж . ную ленту 11 для обклейки бандеролей, бобину 12, на чоторой намотана бумажна лента 11, ролики 13, направляющие дв жение бумажной ленты 11, пневмоцилиндр 14 для привода клеевого механизма, ножницы 15 для отрезки верхнего конца бумажной ленты, пневмошшиндр 16 привода ножниц 15, пневмоцилиндр 17 для загиба верхнего конца бумажной ленты на готовом обвязанном блоке, пневмоцилиндр 18 для нижнего конца бумажной ленты на готовом обвязанном блоке, пневмоци - линдр 1 9 для перемещения готового блок на поддон 20 для набора слоя бандеролей перед вставкой их в короб, пневмоцилиндр 21 привода поддона, пневмоиилиндр 22 для вставки слоя бандеролей в короб, позиционер 23 для вертикального подъема и опускания короба псслэ вставки очередного слоя бандеролей, короб 24, меха-, низм 25 для поворота короба на 90° пос ле его заполнения и транспортер 26 для перемещения заполненного короба из рабочей зоны для заклейки. Устройство {эаботает следующим образом. Штоком пневмоцилиндра 1 из грелки или вертикально расположенного бункера сигаретоукладочного автомата пачки по одной подаются на приемный стол 2. Каждая последующая пачка сдвигает ряд на приемном столе. Мембранный толкатель 3, действующий периодически после срабатывания пневмоцилиндра. 1, расположенный перпендикулярно приемному столу, ударом щтока поворачивает каждую пачку на 90 в вертикальной плоскости и пачка ребром опускается на стол. Ориентированный ряд пачек перемещается по столу на позицию отсчета щтоком пневмоцилиндра 4, имеющим рабочий цикл, синхронный циклу пневмоцилиндра 1, форма бандероли предусматривает двадцать две расположенных последовательно пачки, ориентированные на ребро. Отсчет пачек осуществляется мембранным счетчиком 5, сдвигающим пачки параллельно ориентированному пото. ку на 1/3 - 1/4 их длины. После того, как счетчик отобрал двадцать две пачки с помощью пневматического механизма 6 и пневмоцилиндра 7, расположентмх перпендикулярно друг другу в горизонтальной плоскости стола 8 и срабатывающих последовательно один за другим, блок из двадцати двух пачек перемещается на позицию обандероливания К этому времени реечным механизмом 9, периодически пркводимым в действие пневмоцилиндром 10, бумажная лента 11, необходимая для обвязки блоков лачек, разматывается с бобины 12 на необходимую длину и с помощью двух прижимных роликов 13 направляется по специальному желобу вниз на позицию обандеропивания. Мембранный толкатель клеевого механизма наносит слой клея на нижний конец бумажной ленты. Блок пачек, перемещаясь с помощью щтока пневмоцилиндра 7, увлекает за собой бумажную ленту, верхний конец которой отрезается ножницами 15, приводимыми в движение пневмоцилиндром 16. Склеивание ленты осуществляется зажимами, укрепленными на концах штоков вертикально расположенных пневмошшиндров 17 и 18. Сначала верхний конец прижимается пкевмоцилиндром 17, а затем нижний конец ленты с нанесенным слоем клея прижимается пневмоцилиндром 18. Бандероль готова. Толкателем пневмоцилиндра 19 бандероль передвигается на поддон 20. Причем каждая последующая бандероль, попавщая на поддон, пере-двигает по нему предыдущую. После набора бандеролей на поддоне, последний, приводимый в движение пневмоцилиндром 21 вводит слой бандеролей в короб. Одновременно с пневмоцилиндром 21 работает пневмоцилиндр 22, расположенный параллельно пневмоцилиндру 21, на щтоке. которого укреплена планка, удерживающая слой пачек на поддоне, После ввода слоя пачек в короб поддон возвращается в иоходное положение, а в это время выстой ппевмоциливдра удерживает слой- пачек от обратного движения вместе с выводимым поддоном. После вывода поддона из короба планка пневмоцилиндра 22 возвращается на исходное положение. Подъем кассеты с коробом для укладки очередного слоя бандеролей выполняется позиционе ром 23, состоящим из вертикально рао положенного блока цилиндров, периодически срабатывающего в заданной программой последовательности. Короб 24 закрепляется на откидной платформе, которая после заполнения короба аоворачивается на 90°. Короб транспортером 26 перемещается на последующую заклейку. .Основание устройства представляет собой сварную раму, на которой смонтированы направляющие для горизонтального перемещения пачек,и бандеролей, рабочие органы пневмоцилиндра и крошцтей ны пневмоцилиндров. Внутри основан :я устройства на стеллажах смонтированы элементы пневмоавтоматики. Пневмопривод устройства предназначен для преобр)азования энергии сжатого воздуха в работу по заданному автоматикой циклу всех исполнительных механизмов. Перемещение толкателей осуществляется подачей воздуха в соответствующие полос ти цилиндров с помощью воздухораспреде лителей от раздаточного трубопровода пневмосистемы табачной фабрики при рабочем давлении 0,4 - 0,6 МПа. Элементы пневмоники выполнены на основе стру ных элементов типа Волга и обеспечивают управление работой устройства в на ладочном и автоматическом режимах. Схема включает в себя монтажный блок входное и выходное устройство, исполнительные устройства, струйные логические элементы. Исполнительные органы устройства имеют систему управления независимую от упаковочных машин и кинематически не связанную с ними. Это позволяет не только повысить производительность авто мата по сравнению с производите/ ьностью упаковочных автоматов в 2 - 2,5 раза, но и после изменения схемы командоаппа рата выполнить переналадку автомата на другие размеры бандеролей и коробов. Преимущество устройства в сравнении с другими аналогичными устройствами заключается в .соединение двух операций обандероливания пачек и укладки их в тару в едином технологическом цикле, что дает возможность уменьщить производственные площади, занятые оборудованием, и сократить затраты труда на обслуживание. Независимый привод рабочих органов позволяет осуществлять обандероливание и укладку бандеролей в короб одновременно для нескольких упаковочных автоматов, что позволит повысить производительность труда. Применение пневмоприводов значительно упрощает конструкцию автомата и значительно уменьщает его металлоемкость за счет ликвидации сложных кинематических связей и отсутствия громоздких механических передач. Применение бесшумного и безвибрационного пневмопривода значительно улучшит условия работы обслуживающего персонала, применение пневматической системы автоматического управления обуславливает срабатывание позиции и контроль -исполнения операции некоторыми рабочими, что исключает непроизводительную холостую работу устройства при отсутствии объекта обработки на рабочей позиции поломки в случае несрабатывания того или иного пневмоцилиндра, непроизводительный расход сжатого воздуха, что делает устройство экономичным. Испытания модели устройства показали, что оно обеспечивает производительность укладки в тару до 230 пачек в мин , что вдвое превышает производительность сигаретоукладочного автомата ЧУС, т. е. может обеспечить укладку бандеролей с двух сигаретоукладочных автоматов, для обслуживания атавтомата необходим всего один; оператор, который заменит при осуществлении ручной укладки собандероливающих приставок и автоматических линий, включающих приставки ЗАП и автоматы УЕ. Предварительный экономический расчет показал, что экономия от внедрения автомата составит 34ООО руб. в год. Формула изобретения 1. Устройство для упаковки и укладки пачек сигарет в тару, содержащее стол с двумя толкателями, расположенными на его входном и выходном участках, механизм для обандероливания пачек с загибателями и отводной транспортер с поворотной подъемно-опускной кассетой для тары и приводом, отличаюшеес я тем, что, с целью повышения плотности заполнения тары, под выходным участком стола образована ступень, толкатель, расположенный у этого участка стола, установлен с возможностью перемешешш в вертикальной плоскости, при этом загибатели механизма для обан - дероливания ук{)еппены на штоках двух пневмоцилиндров, которые закреплены
вертикально один над другим, а между ступенью и механизмом для обандероливания смонтирован мембранный счетчик для сдвига пачек, причем привод подъема кассеты состоит из сдвоенных пневмоцилиндров, установленных в вертикальной плоскости.
2, Устройство по п. 1, о т л и ч а ю щ е е с я тем, что оно имеет подвижный поддон для подачи слоя пачек в тару.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 170377, кл. В 65 В 11/08, 1963.