(5) СПОСОБ ПРЕДКЛЕЕВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ПОРИСТЫХ РЕЗИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приклеивания подошв | 1980 |
|
SU883133A1 |
| ОЗДОРАВЛИВАЮЩАЯ И ПОТОУДАЛЯЮЩАЯ ОБУВЬ | 1997 |
|
RU2127991C1 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКИМ ПОВЕРХНОСТЯМ | 1998 |
|
RU2144553C1 |
| Способ склеивания кирзы с резиной | 1976 |
|
SU585205A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ КРЕПЛЕНИЯ ДЕТАЛЕЙ ОБУВИ | 1993 |
|
RU2096437C1 |
| СПОСОБ ПОВЫШЕНИЯ АДГЕЗИОННОЙ СПОСОБНОСТИ ПОВЕРХНОСТИ ФОРМОВАННЫХ ПОДОШВ | 2005 |
|
RU2304420C1 |
| Способ изготовления подошв из пористой резины | 1988 |
|
SU1639599A1 |
| Клеевая композиция для крепления деталей обуви | 1982 |
|
SU1073270A1 |
| Устройство для нанесения клея на детали обуви | 1988 |
|
SU1621848A1 |
| Клей | 1975 |
|
SU732344A1 |
1
Изобретение относится к резиновой промышленности и касается разработки способа предклеевой обработки поверхности пористых резин.
Известен способ предклеевой обработки поверхности пористых резин, нанесением на их поверхности углублений в виде полос щелевидной формы lj
Однако данный способ не обеспечивает увеличения, прочности приклеива- Q ния, упрощения технологии и снижения отходов резин.
Цель изобретения увеличение прочности приклеивания, упрощение технологии и снижение отходов резин. J5
Поставленная цель достигается тем, что согласно способу предклеевой обработки поверхности пористых резин нанесением на их поверхность углублений, на поверхность резины 20 наносят отверстия глубиной 2-3 мм при отношении площади отверстий к площади обрабатываемой поверхности резины 0,13-0,28.
Пример. Предлагаемый способ производится на образцах пористых подошвенных резин, прикрепляемых друг к другу с помощью резинового клея на основе хлоропренового каучука. Предклеевая обработка поверхности производится путем нанесения металлической щеткой отверстий диаметром 2 мм.
Одновременно проводят крепление по известному способу. Предклеевая подготовка образцов проводится с помощью шпальтования на машине тиг па ДН.
На обрабатываемую поверхность резины наносят слой клея, после чего образцы сушат в течение 6-7 мин при 25 30С. Активацию клеевых пленок проводят при в течение 30-5 с. Образцы накладывают друг на друга и прессуют под небольшим давлением в течение 10 мин при 20-25 0. Прочность крепления определяется методом отрыва образцов друг от друга согласно ГОСТ 270-75.
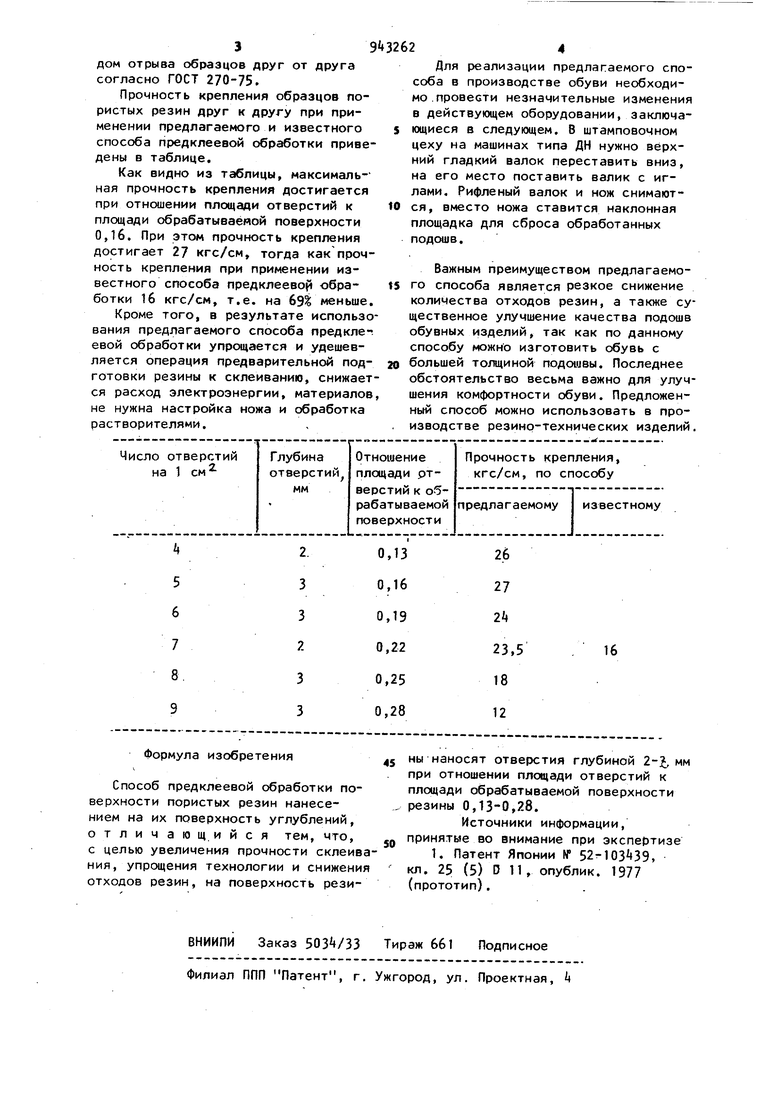
Прочность крепления образцов пористых резин друг к другу при применении предлагаемого и известного способа предклеевой обработки приведены в таблице.
Как видно из таблицы, максимальная прочность крепления достигается при отношении площади отверстий к площади обрабатываемой поверхности 0,16. При этом прочность крепления достигает 27 кгс/см, тогда как прочность крепления при применении известного способа предклеевой обработки 16 кгс/см, т.е. на 69 меньше.
Кроме того, в результате использования предлагаемого способа предкле-. евой обработки упрощается и удешевляется операция предварительной подготовки резины к склеиванию, снижается расход электроэнергии, материалов не нужна настройка ножа и обработка растворителями.
Для реализации предлагаемого способа в производстве обуви необходимо, провести незначительные изменения в действующем оборудовании, заключающиеся в следующем. В штамповочном цеху на машинах типа ДН нужно верхний гладкий валок переставить вниз, на его место поставить валик с иглами. Рифленый валок и нож снимаются, вместо ножа ставится наклонная площадка для сброса обработанных подошв.
Важным преимуществом предлагаемого способа является резкое снижение количества отходов резин, а также существенное улучшение качества подошв обувных изделий, так как по данному способу южно изготовить обувь с большей толщиной подошвы. Последнее обстоятельство весьма важно для улучшения комфортности обуви. Предложенный способ можно использовать в производстве резинр-технических изделий.
