Изобретение относится к обувной промышленности, а именно к способу изготовления обувной подошвы.
Целью изобретения является повышение качества путем стабилизации размеров подошв.
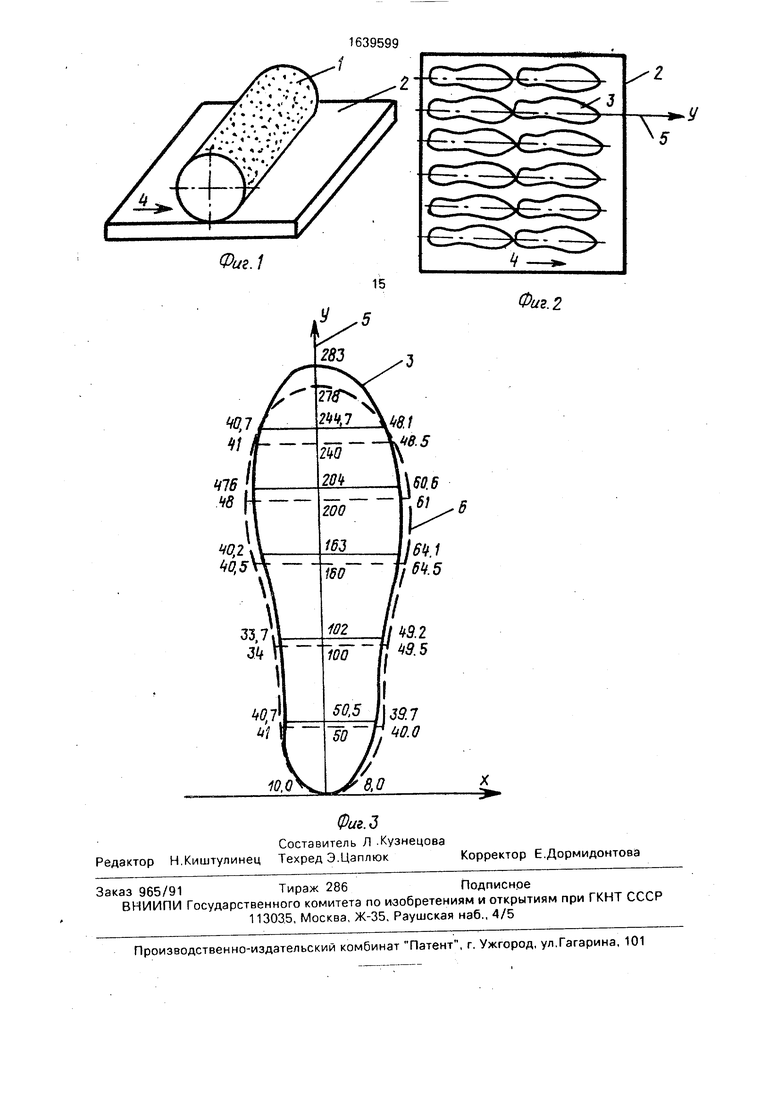
На фиг.1 показана схема осуществления операции шлифования пластины пористой резины; на фиг,2 - схема разруба пластины резины; на фиг.З - контуры подошвы и вырубаемой заготовки.
Способ изготовления подошв из пористой резины заключается в шлифовании абразивным инструментом 1 пластин 2 для выравнивания и доводки до требуемой толщины и вырубании из них заготовок 3 прессованием При этом после шлифования на пластине делают отметку 4 о направлении шлифования, а резаки располагают так, чтобы продольные оси 5 вырубленных заготовок 3 совпадали с направлением шлифования.
Пластины при шлифовании вытягиваются в направлении обработки, а в двух перпендикулярных к нему направлениях сжимаются После прекращения механического воздействия остаются остаточные деформации, которые частично исчезают со временем и через сутки стабилизируются. Отношение остаточной через сутки после механического воздействия деформации Ј t к остаточной деформации в момент разгрузки е ост является постоянной для каждоО
GJ Ю
сл ю
Ч)
го материала величиной независимо от величины Бр
Јt K„ ост 1
(1)
Из известных формул Јt определяется
как
Јt
(1
(2)
После прогревания вырубленных заготовок для активации клеевых пленок остаточные деформации исчезают и геометрические размеры заготовок изменяются.
Для получения (к моменту соединения низа и верха) заготовок нужного размера необходимо иметь контур заготовок с учетом остаточных от механического воздействия деформаций.
Выразим переменную координату уш продольного размера заготовки 3 через заданную координату у продольного размера подошвы 6, с учетом остаточной через сутки после шлифования пластины деформации Јt как
(1 +Јt)(1 -f)Kt.
(3)
Найдем переменную координату хш поперечного размера заготовки 3 через заданную координату х поперечного размера подошвы 6 как
xu,x(1-feit)(1--|i)ei-Kt,
где е ц - остаточное относительное уменьшение ширины подошвы через сутки после шлифования;
Ј1 - полное относительное уменьшение ширины.
Поскольку известно, что полное относительное уменьшение ширины е 1 связано с полной деформацией растяжения е р соотношением
N +1- . У (N + 1)
-п Т I л -
NkЈP 1 + ЈDk
(4) 50
V (N+1)z. NkCp n - 1 41 + е f k J
(5)
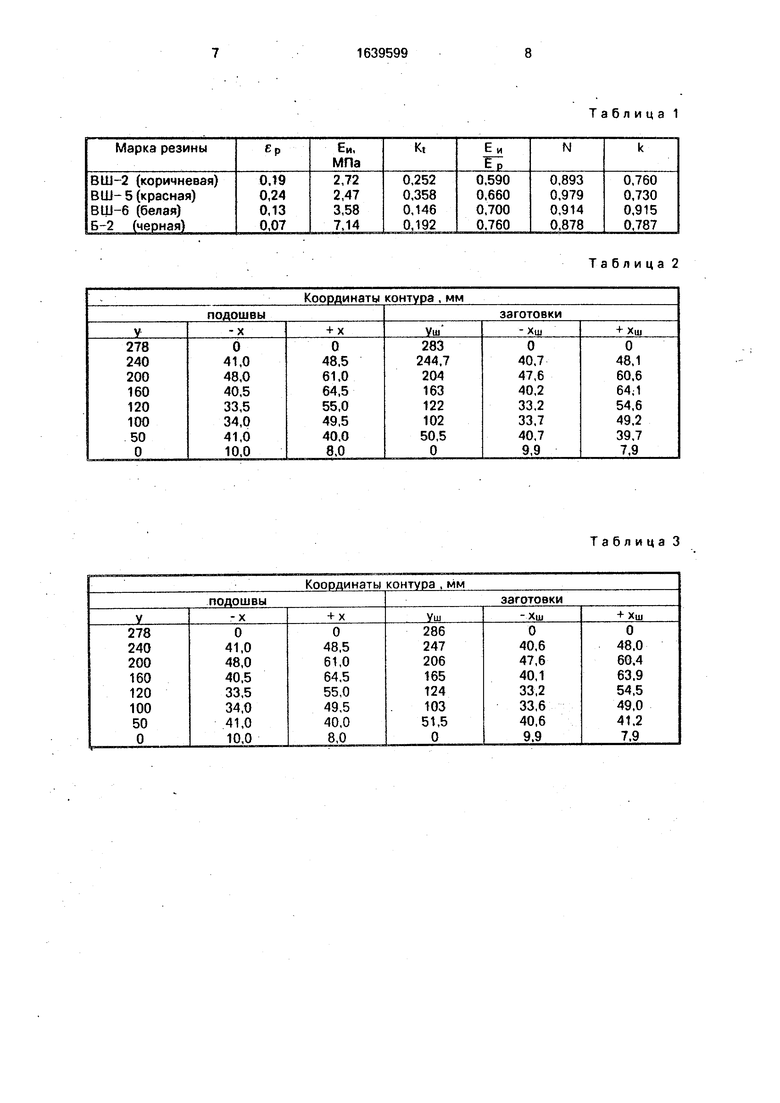
Значения постоянных коэффициентов
Ј р, Ей, Kt, N и k Для различных марок
ь Р
резин получены известными способами и приведены в табл. 1. После вырубания на заготовку
по всей площади наносят равномерный слой клея и сушат 90 мин. До приклеивания подошвы к верху обуви заготовку нагревают до 70°С для активации клеевых пленок. При этом остаточные деформации исчезают и заготовка 3 принимает требуемый размер и форму подошвы б. Таким образом, зная физико-механические свойства резины и деформацию пластин, вызванную их предварительной обработкой, можно по переменным координатам точек
контура подошвы определить с высокой точностью необходимые координаты заготовки и сформировать контур заготовки, обеспечивающий к моменту соединения подошвы с верхом обуви их полное соответствие,
Пример. Заготовки подошв изготавливают из пластин пористой резины марки ВШ-2 размером 800 х 800 мм, толщиной 7 мм. Выравнивание и доводку до требуемой толщины 6 мм выполняют на шлифовальной
машине абразивным полотном № 80. После этого через сутки вырубают заготовки на прессе ЛВГ-18-0 резаками, контур которых соответствует контуру заготовок. Координаты точек контура заготовки определяют по
формулам (3) и (5).
Для резины марки ВШ-2 переменная координата продольного размера заготовки равна
40
уш у 1 + (1 - 0,590} 0,252 0,19
или
Уш у 1,0196,
а переменная координата хш поперечного 45 размера заготовки равна
хш х /1 +(1 -0,0590)
0,252
0,893 + 1
+
Изобретение относится к обувной промышленности и направлено на повышение качества подошв из резины. Способ изготовления подошв из пористой резины включает операции шлифования пластины, формирования размеров контура подошвы, совпадающих с размерами контура заготовки для подошвы вырубания заготовки, нанесения на них клеевого слоя и нагрева их для активации клеевой пленки. После формирования размера контура подошв определяют отношение остаточной деформации через сутки после прекращения механического воздействия к остаточной деформации в момент разгрузки Формирование размеров контура заготовки осуществляют с учетом величины относительной деформации растяжения пластины, вызванной шлифованием При вырубании засотовок их продольные оси совмещают с направлением шлифования. Данный способ обеспечивает стабильность размеров получаемой подошвы 3 ил , 3 табл Ё
где N - коэффициент, равный отношению полного относительного изменения толщины к соответствующему изменению ширины; к- коэффициент сжимаемости резины, то переменную координату поперечного размера заготовки вычислим по формуле
fl Lf1Е W ГN + 1
(1--g)
+
+
V1.8932 0.893 -0,76 -0. 1 41 +0,76 -0,19 Jj
55
или
Хш х 0,9936.
В табл.2 приведено несколько значений координат точек контура подошвы и заготовки.
На фиг.З показаны контуры подошвы 6 (пунктиром) и заготовки 3 (сплошной линией), соответствующие координатам табл.2.
После вырубания на заготовку по всей ее площади наносят равномерный слой клея марки НТ. Затем клей подсушивают в течение 90 мин при температуре цеха.
До приклеивания подошв к верху обуви нагревают заготовку до 70°С для активации клеевой пленки. При этом остаточные деформации исчезают и заготовка принимает размер и форму подошвы, Отклонение контура заготовки от заданного контура подошвы составляет по известному способу до 7- 8 мм, по предлагаемому способу до 0,5 - 0,8 мм.
Пример 2. Заготовки подошв изготавливают из листов пористой резины марки ВШ-5 размером 750 х 580 мм, толщиной 7,0 мм. Выравнивание и доводку до требуемой толщины б мм выполняют на шлифовальной машине абразивным полотном № 80. После этого через сутки вырубают заго- товки(как показано на фиг 2) на прессе ПВГ- 18-0 резаками, контур которых соответствует контуру заготовок
Для резины марки ВШ-5 переменная координата продольного размера заготовки Уш равна
(1-0,66) -0,358 -0,24 или
уш У 1,0292,
а переменная координата поперечного размера заготовки равна хш -х | 1 +(1 -0,66 )
0,358
г 0.979 + 1
L -
+
V 1,979 0,919 0.73 0,24 11 1 А1 +0.24 0,73 JJ
или
хш х -0,9907.
В табл.3 приведено несколько значений координат точек конутров подошвы и заготовки.
На заготовку по всей площади наносят равномерный слой клея марки НТ с помощью машины 92Б/212. Затем клей подсушивают в течение 90 мин при температуре цеха. До приклеивания подошв к верху обуви нагревают заготовку до 70°С для активации клеевой пленки.
Отклонение контура заготовки от заданного контура подошвы составляет по известному способу до 6 мм, по предлагаемому способу до 0,5 - 0,8 мм.
Таким образом, при вырубании всех заготовок в строго заданном направлении
(продольные оси заготовок совпадают с направлением шлифования) удается достичь единообразия остаточных деформаций всей партии вырубаемых заготовок, что позволяет определить по выведенным формулам
координаты точек контура заготовок, обеспечивающего после исчезновения остаточных деформаций соответствие низа и верха обуви.
Формула изобретения
Способ изготовления подошв из пористой резины, включающий операции шлифования пластины, формирования размеров контура подошвы, совпадающих с размерами контура заготовки для подошвы,
вырубания заготовки, нанесение на них клеевого слоя и нагрева их для активации клеевых пленок, отличающийся тем, что, с целью повышения качества путем стабилизации размеров подошв, после формирования размеров контура подошв определяют отношение остаточной деформации через сутки после прекращения механического воздействия к остаточной деформации в момент разгрузки Kt, формирование размеров
контура заготовки осуществляют с учетом величины относительной деформации растяжения пластины е р, вызванной шлифованием, при вырубании заготовок их продольные оси совмещают с направлением шлифования, а переменные координаты продольного УШ и поперечного хш размеров заготовки определяют по заданным переменным координатам продольного у и поперечного х размеров подошвы по формулам
1 + Ер(1 -f)Kt ,
xj1+(1-fjl)
X Ш
+
45
yCN+lT2 NKfp-.. 41 + Ј р К J I
где Ер - секущий модуль разгрузки; 50Ей - истинный модуль упругости;
N - отношение полного относительного изменения толщины к соответстующему изменению ширины стандартного образца 55резины;
К - коэффициент сжимаемости резины.
Таблица 1
Таблица 2
Таблица 3
-У
| Зыбин Ю.П | |||
| Технология изделий из кожи | |||
| -М.: Легкая индустрия, 1975, с 77 - 79, 110-112,86-97,287-297. |
