Изобретение относится к обувной промышленности, а именно к производству обуви клеевого метода крепления формованных подошв из полимерных материалов, например термоэластопластов, не обладающих достаточной адгезией к материалам верха обуви.
Общепринятой технологией подготовки склеиваемых поверхностей формованных подошв из полимерных материалов, не обладающих достаточной адгезией к материалам верха, например подошв из композиций на основе термоэластопластов и неполярных резин, является их химическая модификация.
Для химической модификации поверхностей формованных подошв разработаны следующие способы и химические реагенты.
Известны способы (а.с. 883133, СССР, C09J 5/02, C08J 5/12,1981; а.с. SU 1063819, СССР, C09J 5/02, А43В 13/32, 1983), в которых увеличение прочности склеивания достигается обработкой поверхности различными галогенирующими растворами.
Эти способы позволяют повысить прочность клеевого крепления подошв и снизить расход модификатора поверхности склеиваемых материалов. Недостатками этих способов являются необходимость подбора оптимальной концентрации галогена и режимов операции в зависимости от вида подошвенного материала.
Известен способ безреагентной модификации склеиваемой поверхности (патентная заявка 3631123 А1, Германия, A43D 25/06, 1986). Способ позволяет повысить адгезионную способность за счет физического воздействия на поверхность полимера ультрафиолетовым излучением. Однако установки для его осуществления громоздки и требуют специальных средств защиты рабочей зоны от ультрафиолетового излучения.
Известны способы подготовки поверхности полимерных материалов к склеиванию, заключающиеся в обработке поверхности изделий электрическим (а.с. 732304, СССР, C08J 7/10, 1980) и тлеющим (а.с. 2126810, СССР, C09J 5/02, 1999) разрядами. Эти способы позволяют повысить прочность склеиваемых полимеров. Недостатками этих способов являются необходимость применения специальных установок для воздействия электрическим разрядом, длительность выполнения способа, а также трудности при обработке неплоских поверхностей склеивания.
Известны способы склеивания полимерных материалов (а.с. 622831, СССР, C09J 5/00, 1976; а.с. 876695, СССР, C09J 5/00, 1981), заключающиеся в нанесении клея на основе полимера, механическом воздействие на поверхность полимерного материала с нанесенным на нее слоем клея; механическое воздействия осуществляют при комнатной температуре и при температуре стеклования склеиваемого полимера соответственно. Эти способы позволяют повысить прочность клеевого соединения. Недостатком этих способов является необходимость прессования склеиваемых материалов в течение длительного времени (не менее 8 часов), что ограничивает применение способа во многих технологических процессах.
Известен способ механической обработки поверхности полимерных материалов. Механическая обработка помимо удаления с поверхности склеиваемых материалов пыли, грязи и низкомолекулярных продуктов (мягчителей, пластификаторов, катализаторов, стабилизаторов) приводит к увеличению истинной площади адгезионного контакта клея со склеиваемым материалом, что повышает прочность клеевого крепления [см. книгу Л.П.Морозова. Обувные клеи. - М.: Легкая и пищевая промышленность, 1983. - 128 с. с.96].
Недостатком этого способа является то, что механическая обработка склеиваемой поверхности формованных подошв не всегда приводит к повышению прочности клеевого крепления. Например, взъерошивание подошв из композиций на основе термоэластопластов, в зависимости от рецептуры композиции, приводит или к незначительному повышению прочности клеевого крепления, или даже к снижению показателя. Это объясняется тем, что при механической обработке поверхности происходят физико-химические процессы, снижающие адгезионную способность поверхности [см. статью Карабанова П.С. Влияние структуры поверхностного слоя формованных подошв на прочность их клеевого крепления // Изв. вузов. Сев.-Кавк. регион. Технические науки - 2003. - Прил. № 5. - с.93-97].
Для увеличения истинной площади адгезионного контакта с целью повышения прочности склеивания известны способы обработки поверхности без удаления поверхностного слоя материала.
Известен способ (а.с. 293031, СССР, C09J 5/02, 1971), в котором с целью повышения прочности склеивания термопластичного материала, на разогретую до температуры размягчения поверхность термопласта наносят слой порошкообразного вещества и закатывают его в поверхность металлическим роликом, материал охлаждают, затем погружают в ванну с жидкостью, инертной по отношению к термопласту и растворяющей частицы порошка, после чего материал промывают в холодной воде и сушат на воздухе. Этот способ позволяет склеивать термопласты и изделия из них без предварительной обработки поверхности. Недостатками этого способа являются его трудоемкость, необходимость применения особого порошкообразного вещества и разогрева поверхности материала до температуры размягчения, что может привести к потере формы изделия.
Известен способ предклеевой обработки (а.с. 943262, СССР, C09J 5/00, 1982), заключающийся в том, что для увеличения истинной площади адгезионного контакта на поверхности листа резины выполняют глухие отверстия с помощью игольчатого вала. Способ позволяет увеличить истинную площадь адгезионного контакта и таким образом повысить прочность склеивания. Однако способ применим лишь для плоских листовых материалов и неприемлем для обработки участков формованных подошв в области их клеевого крепления с верхом обуви.
Известна конструкция формованной подошвы (а.с. 1784195 А1, СССР, А43В 13/00, 1992 - прототип), клеющая поверхность которой состоит из четырех условных участков, на которых в зависимости от характера напряжений и деформации, возникающих при ходьбе, выполнены выступы различной формы. Эти выступы обеспечивают улучшенную функциональную гибкость подошвы и одновременно повышают прочность приклеивания подошвы за счет увеличения истинной площади адгезионного контакта склеиваемых поверхностей.
Однако форма выступов, их высота и расстояние между выступами подчинены, прежде всего, целям обеспечения функциональной гибкости подошвы, снижению ударной нагрузки при ходьбе, стабилизации распределения давления по плантарной поверхности и функции отталкивания от опоры в процессе ходьбы. Высота выступов и расстояния между ними лишь незначительно увеличивают истинную площадь адгезионного контакта с затяжной кромкой верха обуви. Кроме того, при приклеивании подошвы адгезив заполняет промежутки между выступами, имеющими различную высоту и приводит к образованию различной толщины слоя адгезива, что снижает прочность склеивания (см. монографию Раяцкаса В.Л. Механическая прочность клеевых соединений кожевенно-обувных материалов. - М.: Легкая индустрия, 1976, стр.157-161). Кроме того, заполнение промежутков меду выступами клеем приводит к повышению расхода адгезива.
Целью изобретения является повышение адгезионной способности поверхности склеивания формованных подошв из полимерных материалов, не обладающих достаточной адгезией к материалам верха обуви.
Сущность способа повышения адгезионной способности поверхности формованных подошв заключается в том, что на неходовой поверхности подошв в зоне их клеевого крепления, соответствующей контакту с затяжной кромкой верха обуви, выполняют выступы в виде правильных четырехугольных усеченных пирамид, образующих рифленую поверхность.
При этом боковые грани выступов образуют углы 3-5°, стороны основания выступов и расстояния между основаниями соседних выступов равны между собой. При клеевом креплении подошв обеспечивают внедрение выступов в структуру материалов верха под действием давления прессования для создания эффекта заклинивания склеиваемых поверхностей и формируют таким образом слой адгезива одинаковой толщины между склеиваемыми материалами. При этом достигают наивысшую прочность клеевого крепления при приклеивании подошв из материалов твердостью 65-80 условных единиц при высоте выступов h=0,5-0,8 мм, шаге рифления s=1,6-2,2 мм и давлении прессования Рпр=0,5-0,75 МПа, а при приклеивании подошв из материалов твердостью 55-65 усл.ед. при h=0,3-0,6 мм, s=1,2-1,8 мм и Рпр=0,45-0,55 МПа.
Способ осуществляется следующим образом.
На неходовой поверхности формованных подошв в зоне их клеевого крепления, соответствующей контакту с затяжной кромкой верха, выполняют рифления, образуемые выступами в виде правильных четырехугольных усеченных пирамид. При этом боковые грани выступов образуют углы 3-5°, стороны основания выступов и расстояния между соседними основаниями выступов равны между собой, что облегчает внедрение выступов в структуру материалов верха и его вдавливание во впадины между выступами.
Рифления на поверхности склеивания получают при литьевом формовании подошв в литьевых формах, на оформляющей поверхности которых выполнены соответствующие рифления.
Клеевое крепление формованных подошв с рифленой поверхностью склеивания производят по общепринятой технологии. После нанесения клея на поверхность склеивания, его сушки, термоактивации клеевой пленки, наложения подошв на след затянутой заготовки верха осуществляют прессование. Под действием давления прессования выступы рифлений внедряются в структуру материала верха обуви, а материал верха вдавливается во впадины между выступами. При этом происходит выдавливание излишков клея из впадин и его перераспределение по рифленой поверхности с образованием клеевого слоя равномерной толщины.
Внедрение выступов рифлений в структуру материала верха и вдавливание последнего во впадины между выступами значительно повышает истинную площадь адгезионного контакта и создает эффект заклинивания склеиваемых поверхностей, что приводит к повышению прочности клеевого крепления. Этому же способствует формирование слоя адгезива равномерной толщины.
Для достижения наивысшей прочности клеевого крепления высота выступов h, шаг рифления s и давление прессования Рпр выбирают таким образом, чтобы, с одной стороны, обеспечить полное внедрение выступов в материал верха и формирование клеевого слоя одинаковой толщины, а с другой - предотвратить смятие выступов или их неполное внедрение с образованием неравнотолщинного слоя адгезива. При этом устойчивость выступов смятию определяется также твердостью подошвенного материала. Этим условиям удовлетворяют следующие параметры рифления и величина давления прессования:
- при склеивании материалов твердостью 65-80 усл.ед., применяемых для изготовления формованных подошв на среднем и высоком каблуке, h=0,5-0,8 мм, s=1,6-2,2 мм и Рпр=0,5-0,75 МПа;
- при склеивании материалов твердостью 55-60 усл.ед., применяемых для формованных подошв на низком каблуке, h=0,3-0,6 мм, s=1,2-1,8 мм и Рпр=0,45-0,55 МПа.
Пример. Исследовали эффекты повышения прочности клеевого крепления рифленой поверхности формованных подошв к материалам верха обуви. Для этого определяли влияние высоты выступов h, шага рифлений s и давление прессования Рпр на прочность склеивания подошвенных материалов разной твердости с материалами верха обуви различной степени рыхлости.
Эту многофакторную задачу проводили с применением математических методов планирования и анализа эксперимента, и эксперимент проводили в соответствии с матрицей планирования второго порядка. Поиск наивысшей прочности клеевого крепления осуществляли для трех независимых факторов: h, s и Рпр. При этом h варьировали от 0,24 до 1,2 мм, s - от 0,8 до 2,4 мм, Рпр - от 0,3 до 0,8 МПа.
Для проведения эксперимента на литьевой машине SP-245 отливали образцы в виде пластин размером 120×50×5 мм с рифлеными и гладкими поверхностями из термоэластопластов Sofprene твердостью от 55 до 80 усл. ед. Для литьевого формования образцов изготавливали вкладыши в литьевую форму, имеющими на оформляющей поверхности соответствующие рифления. Рифленая поверхность вкладышей представлена на чертеже. При изготовлении вкладышей стороны основания выступов и расстояния между соседними основаниями выполнялись равными между собой, и равнялись половине шага рифлений s/2.
Образцы из термоэластопластов с различными параметрами рифлений склеивали полиуретановым клеем на основе Десмоколл 530 с плотной тканью (двухслойной кирзой, имеющей поверхностное заполнение Es=101,8%), рыхлой тканью (бортовка, Es=64%) и натуральной кожей рыхлой структуры. Химическую модификацию поверхности образцов из термоэластопластов и приготовление склеек проводили по общепринятой технологии. Прочность склеивания определяли методом расслаивания.
Результаты оптимизации прочности склеивания рифленых и гладких образцов из термоэластопластов с различными материалами верха обуви представлены в таблице.
Результаты оптимизации прочности клеевого крепления рифленых образцов
Примечание: наивысшая прочность клеевого крепления гладких образцов достигалась для материалов подошвы твердостью 65-80 усл.ед. при Рпр=0,4-0,5 МПа, а твердости 55-65 усл.ед. - при Рпр=0,35-0,45 МПа.
Из данных таблицы следует, что рифленая поверхность склеивания повышает прочность крепления на 11-33% в зависимости от твердости подошвенного материала и степени рыхлости материала верха обуви.
Для выявления механизма повышения прочности клеевого крепления рифленых поверхностей проводили микроскопические исследования поперечных срезов склеек. Эти исследования подтвердили факт внедрения выступов рифления в межволоконные зоны материала верха, вдавливание материала верха во впадины между выступами и образование равнотолщинного слоя адгезива между склеиваемыми поверхностями. Кроме того, наблюдалось смятие выступов рифлений при h>0,8 мм для термоэластопластов твердостью 65-75 усл.ед., а при их твердости 55-65 усл.ед. - при h>0,6 мм, что объясняет падение прочности склеивания образцов с данными параметрами рифления.
Таким образом, рифленая поверхность склеивания формованных подошв с указанными в таблице параметрами рифления и значениями давления прессования позволяет существенно повысить прочность их клеевого крепления к верху обуви.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕЕВАЯ ПОЛИУРЕТАНОВАЯ КОМПОЗИЦИЯ | 2011 |
|
RU2469061C1 |
| Способ приклеивания подошв | 1980 |
|
SU883133A1 |
| Формованная подошва | 1989 |
|
SU1784195A1 |
| Способ приклеивания подошв из термоэластопластов | 1986 |
|
SU1467073A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 1992 |
|
RU2028359C1 |
| Способ соединения деталей низа с верхом обуви | 1980 |
|
SU931145A1 |
| СПОСОБ ПРИКЛЕИВАНИЯ ПОДОШВ К ВЕРХУ ОБУВИ | 1993 |
|
RU2064952C1 |
| КЛЕЙ-РАСПЛАВ | 1992 |
|
RU2061725C1 |
| СПОСОБ ПРИКЛЕИВАНИЯ ПОДОШВ К ВЕРХУ ОБУВИ | 1993 |
|
RU2079533C1 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |
Изобретение относится к обувной промышленности, а именно к производству обуви клеевого метода крепления формованных подошв из полимерных материалов, не обладающих достаточной адгезией к материалам верха обуви, например термоэластопластов. Способ заключается в том, что на неходовой поверхности формованных подошв в зоне их клеевого крепления, соответствующей контакту с затяжной кромкой верха, выполняют рифления, образуемые выступами в виде правильных четырехугольных усеченных пирамид, образующих рифленую поверхность. Боковые грани выступов образуют углы 3-5°, стороны основания выступов и расстояния между основаниями соседних выступов равны между собой. При клеевом креплении подошв обеспечивают внедрение выступов в структуру материалов верха под действием давления прессования для создания эффекта заклинивания склеиваемых поверхностей и формируют таким образом слой адгезива одинаковой толщины между склеиваемыми материалами. Наивысшую прочность клеевого крепления достигают при приклеивании подошв из материалов твердостью 65-80 условных единиц при высоте выступов h=0,5-0,8 мм, шаге рифления s=1,6-2,2 мм и давлении прессования Рпр=0,5-0,75 МПа. При приклеивании подошв из материалов твердостью 55-65 условных единиц при высоте выступов h=0,3-0,6 мм, шаге рифления s=1,2-1,8 мм и давлении прессования Рпр=0,45-0,55 МПа. Технический результат, достигаемый при использовании способа по изобретению, заключается в повышении адгезионной способности поверхности склеивания формованных подошв из полимерных материалов, не обладающих достаточной адгезией к материалам верха обуви. 1 ил., 1 табл.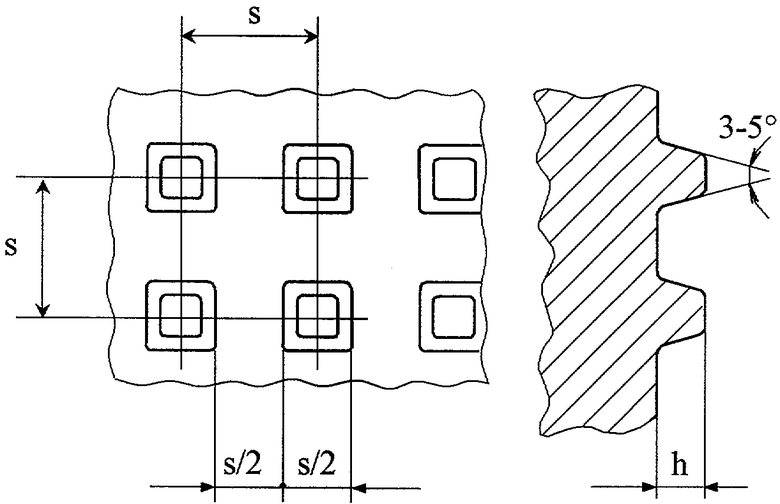
Способ повышения адгезионной способности поверхности формованных подошв, заключающийся в том, что на неходовой поверхности подошв в зоне их клеевого крепления, соответствующей контакту с затяжной кромкой верха, содержатся выступы, отличающийся тем, что выступы выполняют в виде правильных четырехугольных усеченных пирамид, образующих рифленую поверхность, причем боковые грани выступов образуют углы 3-5°, стороны основания выступов и расстояния между основаниями соседних выступов равны между собой, а при клеевом креплении подошв обеспечивают внедрение выступов в структуру материалов верха под действием давления прессования для создания эффекта заклинивания склеиваемых поверхностей и формируют таким образом слой адгезива одинаковой толщины между склеиваемыми материалами, причем достигают наивысшую прочность клеевого крепления при приклеивании подошв из материалов твердостью 65-80 условных единиц при высоте выступов h=0,5-0,8 мм, шаге рифления s=1,6-2,2 мм и давлении прессования Рпр=0,5-0,75 МПа, а при приклеивании подошв из материалов твердостью 55-65 условных единиц при h=0,3-0,6 мм, s=1,2-1,8 мм и Рпр=0,45-0,55 МПа.
| Формованная подошва | 1989 |
|
SU1784195A1 |
| Способ предклеевой обработки поверхности пористых резин | 1980 |
|
SU943262A1 |
| Питатель-дозатор литьевой машины сиНжЕКТОРОМ для пЕРЕРАбОТКи пОлиМЕРОВ | 1979 |
|
SU802040A1 |
| US 3667141 A, 06.06.1972 | |||
| Ультразвуковой хирургический инструмент для эндартерэктомии | 1981 |
|
SU1000028A1 |
| DE 19706522 A1, 20.08.1998 | |||
| JP 8216195 A, 27.08.1996. | |||

