(5) СОСТАВ ДЛЯ ШАРЖИРОВАНИЯ ПОВЕРХЯОСТЕЙ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Способ обработки гильзы цилиндра с шаржированием ее поверхности абразивными частицами | 1985 |
|
SU1284792A1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Способ шаржирования поверхностей | 1981 |
|
SU982872A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2364496C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ НАНОПОРОШКА АЛМАЗА | 2009 |
|
RU2439186C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| МОЮЩЕ-ПОЛИРУЮЩЕЕ СРЕДСТВО | 2003 |
|
RU2256682C1 |
| Состав абразивной массы высокоструктурного инструмента для шлифования с его непрерывной правкой | 2017 |
|
RU2684466C1 |
1
Изобретение относится к технологии обработки материалов, а более конкретно к абразивной обработке, и может быть использовано как. для повышения режущих свойств инструмента , преимущественно специального назначения (ограночных дисков, разрезочных кругов), так и для повышения износостойкости деталей машин и механизмов, в частности магнитных головок для звуковоспроизведения.
Известен состав для шаржирования ограначных дисков, содержащий алмаз, медный порошок в количестве 1,52,0 карата на 1,0 карата алмазного порошка и жидкую основу. Величину порошка меди берут на 10-15 мк меньше, чем величина алмазного порошка 1.
Недостатками известного с стааа являются невы(укие производительность процесса шаржирования и степень насыщения поверхности детали абразивом из-за малого количества меди и большой его величины.
Целью изобретения является повышение производительности шаржирования и увеличение степени насыщения поверхности детали образивом.
Поставленная цель достигается тем, что в составе для шаржирования зернитость порошка меди должна составлять 0,3-0,7 зернистости порошка аб10разива, а соотношение компонентов должно быть следующее, рб.%: Абразив3-5
Порошок меди
15 Жидкая основа Остальное В процессе воздействия чарЖирующего инструмента на -состав, предвагительно нанесенный на поверхность детали, происходит деформирование
20 частиц меди по площадкам контакта их . с зернами абразива, в результате чего уменьшаются напряжения в- зернах абразива,, являющиеся причиной их
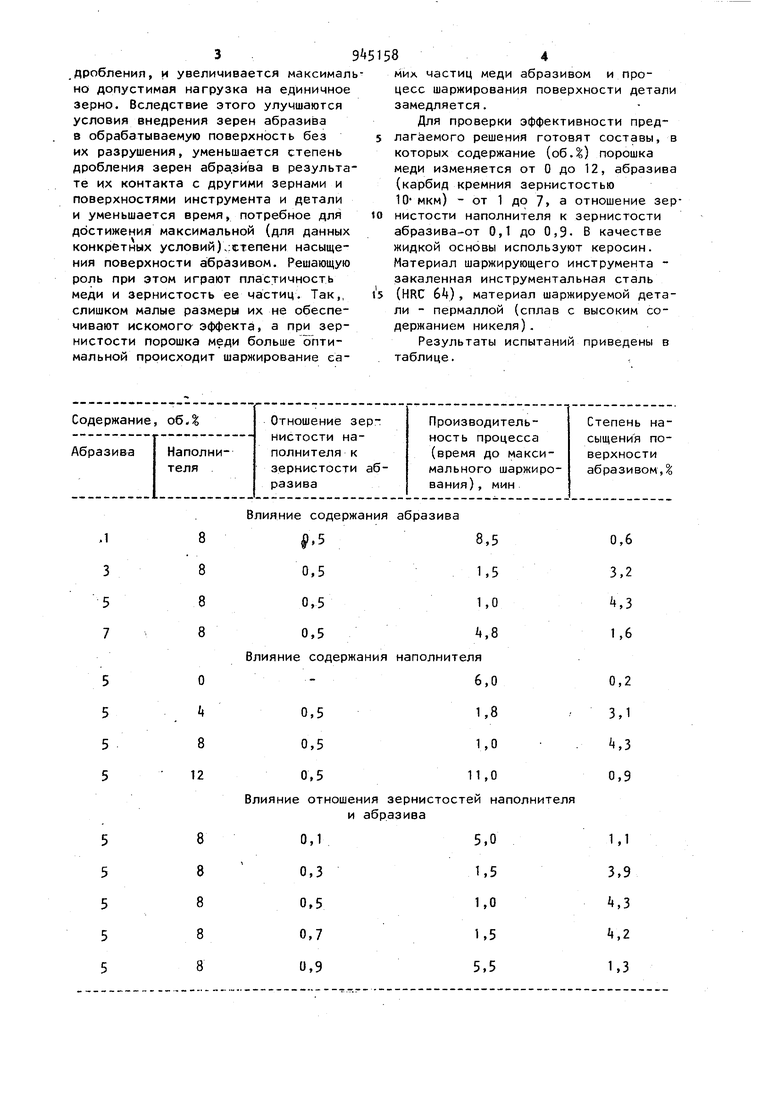
дробления, и увеличивается максимално допустимая нагрузка на единичное зерно. Вследствие этого улучшаются условия внедрения зерен абразива в обрабатываемую поверхность без их разрушения, уменьшается степень дробления зерен абра.зйва в результате их контакта с другими зернами и поверхностями инструмента и детали и уменьшается время, потребное для достижения максимальной (для данных конкретных условий).;степени насыщения поверхности абразивом. Решающую роль при этом играют пластичность меди и зернистость ее частиц. Так,, слишком малые размеры их не обеспечивают искомога эффекта, а при зернистости порошка меди больше оптимальной происходит шаржирование саВлияние содержания абразива |1.58,5 0,51,5 0,51,0 0,5,8 Влияние содержания наполнителя 0,51,8 0,51,0 Влияние отношения зернистостей нап
мих частиц меди абразивом и процесс шаржирования поверхности детали замедляется.
Для проверки эффективности предлагаемого решения готовят составы, в которых содержание (об.%) порошка меди изменяется от О до 12, абразива (карбид кремния зернистостью 10- мкм) - от 1 до 7 а отношение зернистости наполнителя к зернистости абразива-от 0,1 до 0,9- В качестве жидкой основы используют керосин. Материал шаржирующего инструмента закаленная инструментальная сталь
(HRC 64), материал шаржируемой детали - пермаллой (сплав с высоким содержанием никеля).
Результаты испытаний приведены в таблице. и абразива
Изобретение предлагается использовать в первую очередь для повышения износостойкости магнитных головок для записи и воспроизведения звука.
Формула изобретения
Состав для шаржирования поверхностей деталей, включающий абразив, пороло шок меди и жидкую основу, отличающийся тем, что, с целью повышения производительности шаржирования и увеличения степени насыщения поверхности детали абразивом, зернистость порошка меди составляет 0,,7 зернистости абразива при следующем соотношении компонентов,об.%: Абразив . Порошок меди k-Q Жидкая основа Остальное
Источники информации, принятые во внимание при экспертизе
