(5) СПОСОБ ШАРЖИРОВАНИЯ ПОВЕРХНОСТЕЙ
Г
Изобретение относится к абразивной обработке и может быть использовано для шаржирования поверхностей. :
Известен способ шаржирования поверхностей, при котором абразивные частицы внедряют в шаржируемую поверхность при помощи пластины, которой сообщают колебания в направлении, перпендикулярном этой поверхности 1 .
Недостатком этого метода является высокое дробление абразивных зерен, обусловленное малым временем контакта инструмента и абразивных частиц (,0-10 от общего времени шаржирования ), в силу чего отсутствует явление перекатывания зерен, и зерна не могут занять положение, наи- , более благоприятное для внедрения в шаржируемую поверхность.
Наиболее близким к изобретению по технической сущности является способ шаржирования, по которому внедрение абразивных частиц осуществляют кристаллом алмаза, скользящим под действием постоянной нагрузки1|2 Недостатками этого способа шаржирования являются интенсивное дробление абразивных зерен .под.действием больших тангенциальных сил, одностороннее контактирование абразивных зерен с шаржируемым материалом (матрицей ), так как на поверхности около каждого зерна имеется риска, обраtoзующаяся при внедрении зерна в поверхность, достижение определенной степени шаржирования после чего процесс стабилизируется в результате выбивания уже закрепленных зерен.
ts
Цель изобретения - увеличение размеров шаржирования частиц при уменьшении расхода абразивного материала и увеличение износостойкости шаржированной поверхности.
20
Поставленная цель достигается тем, что согласно способу, включающему воздействие на абразивные частицы инструментом с нагрузкой-, нагрузку на инст398румент периодически увеличивают от ,величины, определяемой зависимостью Pcibrtsf 3 -НВ- (tg2.+ F tget)H до величины определяемой зависимостью ..N Ч -f. Н, где ( постоянная сила, действующая на пластину-инструмент;N - количество зерен, находящихся под пластиной; р - наивероятнейший радиус закругления ве|3шин абразивных частиц, мкм; НВ - твердость шаржируемого материала по Бринеллю, кг/мм ; 66 - наивероятнейший угол за острения вершин арразив ных частиц, град; , F - коэффициент трения межд материалами абразивных частиц и шаржируемой поверхности; РО ,Н - динамическая сила, действующая на пластинур инструмент за один удар Krt--j,H - величина, равная отно J шению нормальной динами ческой силы, разрушающе зерно за п ударов, к ко личеству ударов п; Т - время нахождения зерен под пластиной, с; . f - частота воздействия. ударной нагрузки, При реализации заявляемого способа внедрение абразивных зерен в обрабатываемый материал происходит под действием динамической нагрузки Р„ , а в промежутке времени между воздействием нагрузки Ра, происходит перемещение инструмента параллельно обрабатываемой поверхности с постоянной нагрузкой Pponst Вследствие постоянной нагрузки перемещения инструмента возникают малые тангенциальные силы, способствующие перекатыванию зерен и занятию ими благоприятной ориентации для внедрения, но не способных разрушить зерна абразива и вызвать их внедрение в обрабатываемую поверхность. Для улучшения перекатывания допускается добавление любого наполнителя. Величина постоянной нагрузки РСОПЗ выбирается из условия упругого деформирования поверхностных слоев обрабатываемого материала абразивными зернами. Т Сила, действующая на одно зерно ля внедрения его на глубину, равна ,(tg2j+F tgoi). Учитывая приведенные соотношения и приведя их к количеству зерен N, находящихся под пластиной-инструментом имее,м . : . Р 8 - (tg -f -tg () ,Н, Практические исследования показали, что максимальное давление, при котором происходит перекатывание зерен без пластического деформирования обрабатываемой поверхности, для различных материалов находится в преелах 0,01-0,03 ГПа. Величина ударной нагрузки Р выбирается, учитывая приведенное соотношениеP.Kg-N Т f, Н 9 Величина КА, для данной марки и зернистости абразивных зерен определяется как отношение нормальной динамической силы Р,Г , разрушающей зерно за п ударов, к количеству ударов п. Величина Р определяется по методике, разработанной в ИСМ АН УССР. Произведение Tf определяет количество ударов, приходящихся на зерно за время его нахождения под пластиной. Величина N - количество зерен абразива, находящихся под пластинойинструментом, и определяется из соотношенияW .-f где М масса зерен абразива под пластиной, г; р - удельный вес абразивных зерен , г А - зернистость абразивных зерен, мкм. Шаржирование предлагаемым способом возможно с применением любого вида энергии. Сида и частота импульсов выбирается из условия требования к шаржируемой поверхности. При требовании высокой режущей способности к получаемой поверхности ( абразивный инструмент) абразивные зерна должны выступать -из матрицы ,и иметь острые развитые поверхности. 59 При требовании высокой износостой кости к получаемой поверхности абразивные зерна должны быть утоплены в матрицу и иметь гладкие площадки затупления вершин зерен. Это достигается дополнительным выха йиваиием инструмента при увеличении ударного импульса без добавления абразива, либо с добавлением абразивных зерен более мелкой зернистости, чем i pжированиые зерна. П р и м е р 1. Проводят испытания по шаржированию образцов и притиров из чугуна СЧ 18-36 НВ 160-190. Величина ударной нагрузки составляет 50 Н, величина постоянной на грузки 3 Н, что соответствует да лению 0,008 Г. Скорость перемещения пластины.-инструмента 0,05 м/с. Материал пластины-инструмента - твердый сплав : ВК. 15. Время шаржирования 2 мин. На поверхность образцов наносится алмазная паста (50 % алмазного пореви ка АСК 50АО плюс 50 % технического вазелина). Величина ударной нагрузки выбирается, учитывая соотношение N -Т f, Н гДё с - время нахождения зёрен подпластиной; f 100 С- частота воздействия ударной нагр(узни. Произведение величин Т f определяет количество ударов за время шаржирования. п 120-100 12-10 . Величина нормальной динамической нагрузки РоГ , разрушающей алмазные зерна АСК50ЛО, при колиС1естве уда ров 12-10 составляет 0,ОТ5Н. Отсюда . , . , Н - Количество зерен абразива, находя щегося .под пластиной 0 34--fO f-A 3,5-50 ВеямМина ударной нагрузки р .M.34... п 10 Величина постоянной нагрузки вы бирается, учить1| ая соотношение Pconst- Jt8 10. N-f 2 НВ {tg F Наивероятнейший радиус закрупления вершин зерби у для алмазов , АСК составляет 1,1 Мкм, найвероятнейший угол при ве миине зерен составляет 52°. Коэффициент трения между алмазом и шаржируемым материалом принимается Величина постоянной нагрузки Pconst - AS -1( .1(f-1, ( -t-0,3-tg 52) 6,ЗН. П р и м е р 2, Шаржируются образцы из материала алюминий АК-6, НВ-109. Величина Ударной нагрузки 70 Н. Величина постоянной нагрузки 2 Н. Скорость перемещения пластины-инструмента 0,05 м/с. Материал пластиныинструмента - твердый/сплав. ВК 15. Время шаржирования 2 мин. На поверхность образцов наносит-- ся алмазная паста (50% алмазного порошка АСК 100/80 и 50 технического вазелина). П р и м е р 3- Шаржируются образцы из материала сталь 5, НВ 262-286. Величина ударной нагрузки 50 Н. Величина постоянной нагрузки 3-Н. Ско.;. рость перемещения пластины-инструмента 0,05 м/с. Материал пластины-инструмента - твердый сплав ВК 15- Время шаржирования 2 мин. На поверхность образцов наносится алмазная паста (50i алмазного порошка АСК 50/40,и 50% технического вазелина).
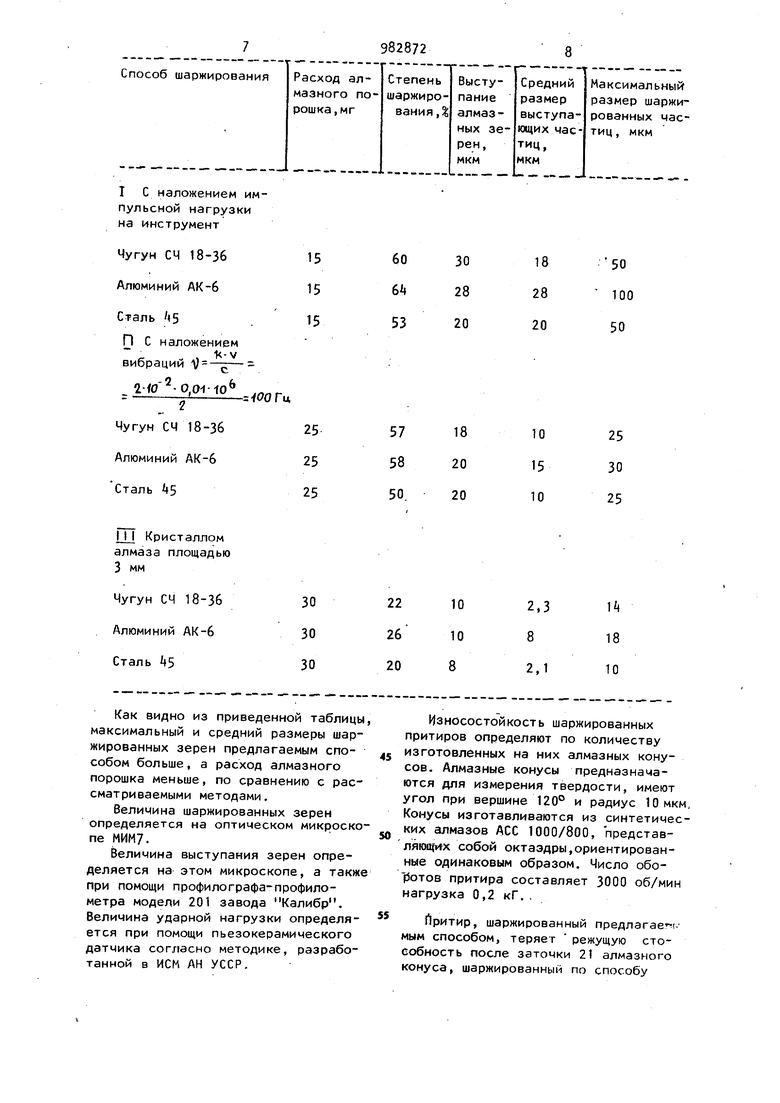
I С наложением импульсной нагрузки на инструмент

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шаржирования поверхностей | 1979 |
|
SU833429A1 |
| Способ шаржирования поверхностей абразивными зернами | 1981 |
|
SU982884A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ ШАРЖИРОВАНИЕМ АБРАЗИВНЫМИ ЧАСТИЦАМИ | 2020 |
|
RU2739047C1 |
| Способ шаржирования поверхностей абразивными зернами | 1985 |
|
SU1283065A1 |
| Способ шаржирования поверхностей абразивными зернами | 1990 |
|
SU1738621A1 |
| Состав для шаржирования поверхностей деталей | 1980 |
|
SU945158A1 |
| Способ определения параметров шаржированной поверхности | 1987 |
|
SU1541512A1 |
| Способ шаржирования поверхностей абразивными зернами | 1990 |
|
SU1738620A1 |
| СПОСОБ ШАРЖИРОВАНИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА | 2014 |
|
RU2583565C1 |
| Способ определения степени шаржирования | 1987 |
|
SU1525552A1 |
Как видно из приведенной таблицы максимальный и средний размеры шаржированных зерен предлагаемым способом больше, а расход алмазного порошка меньше, по сравнению с рассматриваемыми методами.
величина шаржированных зерен определяется на оптическом микроскопе миму.
Величина выступания зерен определяется на этом микроскопе, а также при помощи профилографа-профилометра модели 201 завода Калибр, Величина ударной нагрузки определяется при помощи пьезокерамического датчика согласно методике, разработанной в ИСМ АН УССР.
Износостойкость шаржированных притиров определяют по количеству изготовленных на них алмазных конусов. Алмазные конусы предназначаются для измерения твердости, имеют угол при вершине 120° и радиус 10 мкм Конусы изготавливаются из синтетических алмазов АСС 1000/800, представлякщ х. собой октаэдры,ориентированные одинаковым образом. Число обо1JOTOB притира составляет 3000 об/мин нагрузка 0,2 кГ..
Лритир, шаржированный предлагае-. мым способом, теряет режущую стособность после заточки 21 алмазного конуса, шаржированный по способу
