1 1284792-
Изобретение относится к машиност-в рабочую зону абразивной суспензии,
роению и может быть использовано припроисходит захватывание притирами абизготовлении гильз цилиндров двигате-разивных частиц. Абразивные частицы,
лей внутреннеого сгорания и компрес-двигаясь по спиральной траектории,
Серов.5 ° действием притиров внедряются в
Цель изобретения - повышение изно-поверхность гильзы. При этом происхосостойкости гильз за счет более пол-дит насыщение поверхности абразивными
ного закрепления абразивных частиц ичастицами (60 - 70% площади ее поверхповышения антифрикционных свойств ра-ности).
бочей поверхности при введении допол- Длительность первого этапа шаржи- нительных приемов обработки, обеспе-рования 6.0 - 120 с. В том случае, ес- чивающих лучшее закрепление частицли продолжительность первого этапа абразива в виде карбида кремния ишаржирования составляет менее 60 с, карбида бора и образование при зксп-не достигается необходимое насьпдение луатации на поверхности гильзы плен- поверхности гильзы абразивными частики борного ангидрида, обладающегоцами, что приводит в процессе зксплу- смазочными свойствами.атации двигателя к снижению износоПредлагаемый способ обработки .стойкости гильзы. При продолжительногильзы включает два этапа.сти первого этапа шаржирования более
На первом этапе осуществляют обра- .,,120 с не достигается увеличения пло- 1ботку вращающимся хоном с подпружи-щади заполненной абразивными зернами, ненными притирами, например твердо-но при этом повышается износ притиров, сплавными, при подаче в зону обработ-а также в результате длительного возки суспензии, абразивная фракция, ко-действия на поверхность гильзы абра- торой состоит из смеси карбида крем-зивных частиц происходит разупрочнения и карбида бора в соотношенииние поверхности гильзы. После завер- (5:1) - (30:1). Притиры могут быть. Ьения первого этапа шаржирования по- расположены по спирали.верхности гильзы на 60 - 70% заполне
На втором этапе осуществляют поли-на абразивными частицами, но при этом
рование гильзы хоном с эластичными прочность их закрепления в материале
брусками, содержащими алмазные зерна,различна. Имеется определенное колизернистость которых на 1 - 3 номерачество абразивных частиц, которые не.
ниже зернистости абразивной фракциизакреплены в материале на всю высоту
суспензии. Между первым и вторым эта-и в процессе эксплуатации двигателя,
пами дополнительно осуществляют обра-35 когда на поверхность гильзы интенсивботку гильзы коном только при возв-но воздействуют компрессионные коЛьратно-поступательном перемещении ица, они выпадают и, попадая в рабочую
без подачи абразивной суспензии. Вре-зону цилиндра, вызывают дополнитель. мя дополнит.ельной обработки составля-ный абразивный износ компрессионных
ет 1/4 - 1/6 длительности первого 0:колец, что в свою очередь приводит к
этапа.увеличению расхода топлива и масла
...на угар. Проведение процесса шаржирования
по предлагаемому способу позволяет вВ процессе осуществления шаржиро-
совокупности с дополнительной опера-45 вания, когда производят только возцией еще в процессе шаржирования уда-вратно-поступательное движение хона
лять с поверхности гильзы все слабобез подачи абразивной суспензии, прозакрепленные зерна, что в свою оче-исходит удаление из материала гильзы
редь исключает их выпадание в процес-слабо закрепленных абразивных частиц.
се эксплуатации двигателя, а следова-50 Продолткительность шаржирования состельно, предотв ращает дополнительный:тавляет 1/6 - 1/4 длительности перво-;
абразивный износ гильз цилиндров иго этапа . В том случае, если длительсопряженных с ними компрессионных ко-ность менее 1/6, не достигается псшное
лед, а также улучшает антифрикционныеудаление слабо закрепленных абразив-
свойства рабочей поверхности.55 ьгх зерен, а при длительности более На первом этапе-шаржирования, ког-1/4 происходит расшатывание прочно закда осуществляется одновременно враща-репленных абразивных зерен и в протельное и возвратно-поступательноецессе эксплуатации двигателя происдвижение зона с притирами с подачейходит их вьтадание, и, как следствие.
повьпиение абразивного износа гильзы цилиндра и сопряженных с ними компрессионных колец (табл.1), а кроме того, не достигается нужная микроге- ометрия поверхности гильзы.
Применение для шаржирования смеси карбид а кремния и карбида бора обусловлено следующими факторами. При на- сьпцении поверхности гильзы только карбидами кремния достигается повышение износостойкости гильзы и снижение абразивного износа компрессионных колец, однако ввиду высокой абразивной способности карбида кремния и развитой поверхности зерен карбида кремния полностью не исключается абразивный износ компрессионных колец, и, кроме того, ввиду значительного заполнения
поверхности гильзы абразивными зерна- 20 слоя металла с поверхности гильзы, ми при работе двигателя увеличиваются а также происходит нарушение микроге- потери мощности на трение. Применение ометрии поверхности гильзы. При зер- карбида бора в смеси с карбидом крем- нистости алмазов ниже указанной прония устраняет этот недостаток, так как частицы карбида бора, закрепленные на поверхности гильзы, в процессе эксплаутации двигателя окисляются до борного ангидрида по реакции B C+AOg - -2В Оз+СО, и образуется пленка борного ангидрида, которая создает сма- зывающий эффект, так как борный ан- гидрид является эффективной твердой ,смазкой. Наличие в зоне трения твердой смазки, снижает коэффициент трения компрессионных колец по гильзе, что приводит к повышению их износостойкости, а также к уменьшению потерь на трение (табл.2).
Соотношение массы карбида кремния и карбида бора в суспензии обусловлено следующими факторами. При содержании карбида бора менее чем 1ч. на 30 ч. карбида кремния, не достигается эффект снижения абразивного износа компрессионных колец, так как в процессе эксплуатации двигателя не образуется необходимое количество борного ангидрида. При содержании карбида бора более, чем 1 ч. на 5 ч. карбида кремния, снижается износостойкость гильзы ввиду образования значительног количества борного ангидрида, который
50 абразивные частицы внедряются в рабочую поверхность гильзы. Длительность этого этапа составляет 120 с. Затем останавливают вращательное движение хона, прекращают подачу абразивной
в этом случае разупрочняет шаржированную поверхность (табл.3). Кроме того, 55 суспензии и в течение 30 с производят при этом резко увеличивается абразив- только возвратно-поступательное дви- ный износ притиров, так как микротвердость карбида бора вьш1е, чем карбида кремния.
ж&ние.
После этого на другом станке повторяют процесс обработки в описанном
Ввиду того, что абразивные зерна карбида кремния, внедренные в рабочую поверхность гильзы, имеют развитую поверхность с острыми кромками у необходимо хотя бы частично притупить эти острые кромки. Для этого после шаржирования производят полирование рабочей поверхности гильзы алмазными эластичными брусками. При этом зернистость алмазов в эластичных брусках должна быть .на 1 - 3 номера ниже зернистости абразивного порошка, применяемого для шаржирования.
Это обусловлено тем, что при применении алмазных брусков с зернистостью алмазов, равной или больше зернистости абразивного порошка, проис- ходит снижение прочности закрепления абразивных частиц по причине снятия
изводительность полирования резко 25 снижается, а также не достигаются необходимые параметры микрольефа поверхности гильзы (табл.3 и 4).
В процессе возвратно-поступательного движения хона перед полированием 30 целесообразно сбросить (удалить) абразивные зерна.
Пример. Гильзу цилиндра двигателя с предварительно нанесенным рельефом устанавливают на модернизи- 35 рованный хонинговальный станок. На хоне закрепляют 12 шт. твердосплавных притиров.
В процессе обработки хон осуществляет одновременно возвратно-поступа
40 тельное движение. Скорость вращения 160 об/мин, скорость продольной подачи 40 дв. х/мин, усилие прижима притиров 8-12 кг/см. Одновременно с движением хона производят подачу в
45 рабочую зону абразивной суспензии, состоящей из карбида кремния (82 - 55%), карбида бора (3 - 10%) зернистостью 80-60 мкм и минерального масла (15 - 35%). Под действием притиров
50 абразивные частицы внедряются в рабочую поверхность гильзы. Длительность этого этапа составляет 120 с. Затем останавливают вращательное движение хона, прекращают подачу абразивной
55 суспензии и в течение 30 с производят только возвратно-поступательное дви-
суспензии и в течение 30 с производят только возвратно-поступательное дви-
ж&ние.
После этого на другом станке повторяют процесс обработки в описанном
порядке, но с применением абразивного порошка карбида кремния и карбида бора зернистостью 28 - 40 мкм. Режим обработки следующий: усилие прижима притиров 6-8 кг/см, скорость вращения 160 об/мин, скорость продольной подачи 30 дв.х/мин.
Обработка в две стадии проводится с целью повьшения глубины и площади залегания карбидов кремния и карбида бора. Абразивный порошок зернистостью 80-60 мкм заполняет микронеровности рабочей поверхности гильзы цилиндра, а абразивный порошок зернистостью 2810
ственно с 20 и 40 мкм до 21 и 28 мкм. При содержании карбида бора менее 3,1% и более 17% снижение износа гильзы и компрессионного кольца не наблюдается.
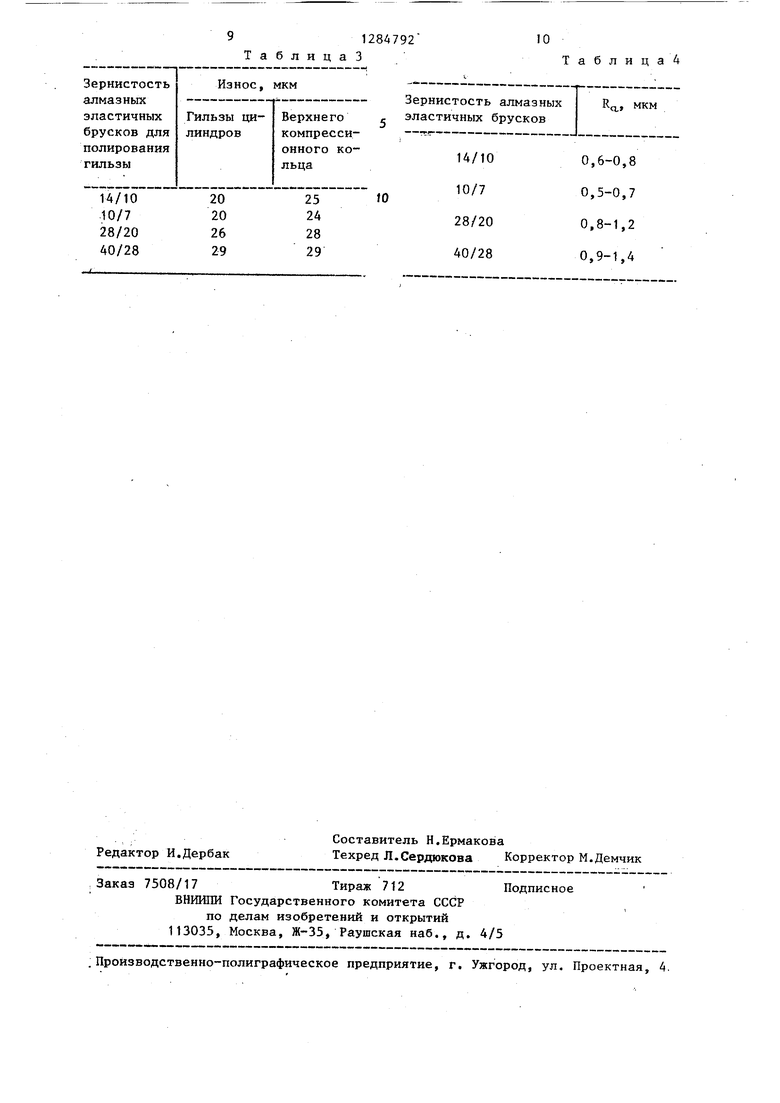
Как видно из табл.3, применение для полирования алмазных эластичных брусков зернистостью 14/10 и 10/7 позволяет снизить износ компрессионного кольца до 25 мкм. При применении брусков с зернистостью 28/20 и 40/28 снижение износа компрессионого кольца не достигается.
1
Кроме того, применение эластичных
40 мкм сглаживает крупные и заполняет 5 брусков зернистостью 28/20 и 40/28 более мелкие микронеровности, возник- не позволяет получить необходимую микшие на предьщущей стадии. Чтобы не разупрочнить рабочую поверхность гильзы цилиндра с внедренными зернами абразива, усилие прижима прити- ров и скорость продольной подачи на рторой стадии обработки ниже. I После шаржирования производят полирование алмазными эластичными брусками с зернистостью алмазов АСМ 10/7, Режим обработки следующий: давление брусков 2-5 кг/см, скорость вращения 160. об/мин, скорость продольной подачи 30 дв.х/мин, время обработки 120 с.
В табл.1 - 4 представлены данные йо износу гильз после ускоренных 20-/ часовых испытаний в зависимости от Способа шаржирования, состава суспензии и микрогеометрии гильз, а также зернистости алмазных эластичных брусков.
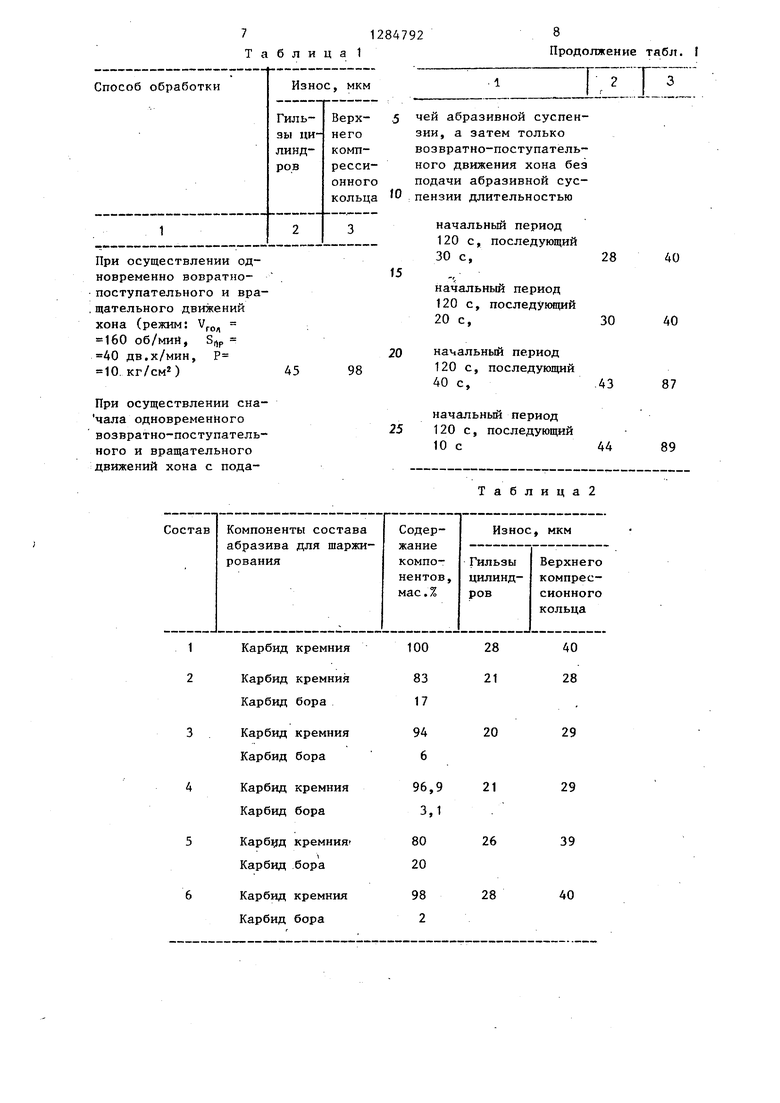
Как видно из табл.1, при обработке согласно известному способу износ гильзы и верхнего компрессионного-кольца составляет соответственно 45 и 98 мкм, а при обработке согласно пре- ,длагаемому способу износ снижается .f,o 28 и 40 .мкм. При этом оптимальное время длительности шаржир ования толь- ка при возвратно-пуступательном движении хона без подачи абразивной суспензии составляет 20 - 30 с.
Как видно из табл.2, применение соотношении (5:1) - (30:1), а эласти- для шаржирования смеси карбида крем- чные бруски берут с алмазными зерна- ния и карбида бора при содержании кар- ми, зернистость которых на 1 - 3 но- бида бора 17 - 3,1 мас,% позволяет . мера ниже зернистости абразивной снизить износ гильзы и кольца соответ- iS5 фракции суспензии.
ственно с 20 и 40 мкм до 21 и 28 мкм. При содержании карбида бора менее 3,1% и более 17% снижение износа гильзы и компрессионного кольца не наблюдается.
Как видно из табл.3, применение для полирования алмазных эластичных брусков зернистостью 14/10 и 10/7 позволяет снизить износ компрессионного кольца до 25 мкм. При применении брусков с зернистостью 28/20 и 40/28 снижение износа компрессионого кольца не достигается.
1
Кроме того, применение эластичных
рогеометрию поверхности гильзы (табл.4).
Таким образом, за счет более полного закрепления абразивных частий на поверхности гильзы на первом этапе обработки их сглаживания на втором этапе обработки и образования при эксплуатации борного ангидрида достигается повышение износостойкости гильзы и снижаются потери на трение при работе поршневой группы.
Формула изобретения
20
30
Способ обработки гильзы цилиндра с шаржированием ее поверхности абразивными частицами, согласно которому обработку осуществляют на первом эта- , пе хоном с подпружиненными притирами
35 при подаче в зону обработки абразивной суспензии, а на втором этапе - . хоном с эластичными брусками, о т - . ли чающийся тем, что, с целью повьшения износостойкости гильзы
за счет более полного закрепления абразивных частиц и повьшения антифрикционных свойств, между первым и вторым этапами дополнительно осуществляют обработку гильзы хоном, которому со-
общают возвратно-поступательное перемещение в течение периода времени, составляющего 1/4 - 1/6 длительности первого этапа обработки, причем в качестве абразивной фракции суспензии
50 берут карбид кремния и карбид бора в
71284792
Т а б л и ц а 1
При осуществлении одновременно вовратно- поступательного и вращательного движений хона (режим: У 160 об/мий,
40 дв.х/мин, 10 кг/см)
Р
При осуществлении сна чала одновременного возвратно-поступатель ного и вращательного движений хона с пода.1
8 Продолжение табл. I
3
j-ry
5
0
5
чей абразивной суспензии, а затем только возвратно-поступательного движения хона без подачи абразивной суспензии длительностью
начальньш период 120 с, последующий 30 с,
начальный период 120 с, последующий 20 с,
начальный период 120 с, последующий 40 с,
начальный период 120 с, последующий 10 с
28
30
.43
44
40
40
87
89
Износ, мкм
Гильзы цилиндров
Верхнего компрессионного кольца
20 20 26 29
25 24 28 29
Редактор И.Дербак
Составитель Н.Ермакова
Техред Л.Сердюкова Корректор М.Демчик
Заказ 7508/17Тираж 712Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
Зернистость алмазных эластичных брусков
Rq, МКМ
14/10 10/7 28/20 40/28
0,6-0,8 0,5-0,7 0,8-1,2 0,9-1,4
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХФАЗНЫЙ РАСТВОР СОПОЛИМЕРА МЕТИЛМЕТАКРИЛАТА С МЕТАКРИЛОВОЙ КИСЛОТОЙ ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1996 |
|
RU2122010C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ САПФИРОВЫХ ДЕТАЛЕЙ, САПФИРОВАЯ ПЛУНЖЕРНАЯ ПАРА И НАСОС-ДОЗАТОР НА ЕЕ ОСНОВЕ | 2012 |
|
RU2521129C1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| Хонинговальная головка | 1985 |
|
SU1294582A1 |
| Способ шаржирования поверхностей | 1979 |
|
SU833429A1 |
| Способ получения износостойких поверхностей | 1987 |
|
SU1541020A1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Способ шаржирования поверхностей | 1981 |
|
SU982872A1 |
| Абразивный инструмент | 1989 |
|
SU1706838A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
Изобретение относится к машиностроению, позволяет повысить износостойкость обработанных гильз и включает обработку их рабочей поверхности в два этапа. На первом этапе обработку осуществляют хоном с подпружиненными притирами с подачей в зону обработки абразивной суспензии из смеси карбида кремния и карбида бора, на втором этапе - хоном с эластичными брусками с алмазными зернами. Между первым и вторым этапами дополнительно I осуществляют обработку хоном только при возвратно-поступательном его Ъе:ремещении и без подачи абразивной суспензий в течение периода времени, составляющего 1/4-1/6 длительности : петзвого этапа обработки. 4 табл. со
| Способ шаржирования поверхностей | 1981 |
|
SU982872A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ определения выбросоопасности горных пород | 1980 |
|
SU992743A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
