Известно устройство для аВтоматического слежения за стыком при электроннолучевой сварке, содержащее электроннолучевую установку, отклоняющую систему, датчик положения луча и блок формирования сигнала от стыка. Применение телевизионного датчика, расположенного вне сварочной камеры снижает надежность работы такого устройства.
Для устранения указанного недостатка в предлагаем.ом устройстве к выходу блока формирования сигнала от стыка подключен блок выделения середины стыка, на выход которого включены триггер режима своим нулевым входом и блок задания частоты поиска, причем выход блока задания частоты поиска подключен к единичному входу триггера, а триггер режима связан с отклоняющей системой.
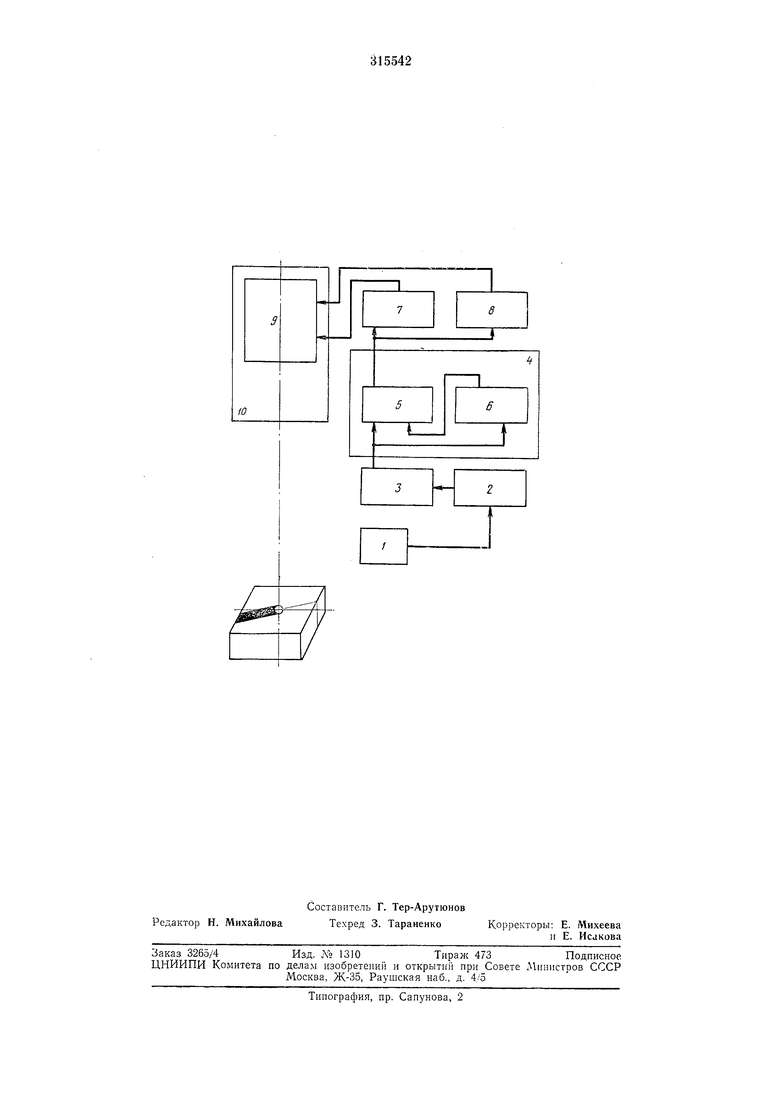
На чертеже приведена блок-схема предлагаемого устройства.
Устройство содержит датчик 1 положения луча, соединенный со входом блока 2 формирования сигнала от стыка. В качестве датчика положения луча, «применяемого для ОПределения момента пересечения электронным лучом стыка, может быть использован либо датчик отра}кенных электронов, либо датчик Проникающих электронов. Датчик отраженных электронов представляет собой изолированную металлическую пластину, помещенную в сварочной камере над поверхностью изделия, в непосредственной близости от места сварки. Датчик проникающих электронов
предста1вляет собой изолированную металлическую пластину, помещенную ,в сварочной камере под поверхностью изделия в непосредственной близости от места сварки. При сканировании электронным лучом поверхности изделия наблюдается явление отражения электронов, часть которых попадает на датчик. В момент пересечения лучом стыка интенсивность отраженных электронов резко падает, а интенсивность проникающих электронов резко возрастает, благодаря чему изменяется ток в электрической цепи датчика, и на сопротивлении нагрузки возникает импульс соответственно положительной или отрицательной полярности. Выход блока 2 соединен со входом блока 3 выделения середины стыка, в качестве которого могут быть использованы кипп-реле с регулируемой задерлжой, подбираемой равной половине длительности импульса, или электронный дифференциатор, определяющий середину стыка по нулю производной.
Выход блока 5 связан с блоком 4 управления, содержащим триггер 5 режима и блок 6 задания частоты поиска. В качестве блока б
руемой задержкой, время задержки выбивремярается IB зависимости от кривизны стыка и скорости сварки. Одии из входов триггера 5 соединеи с выходом блока 3 и одновременно выход блока 3 выделения середины стыка соединен со входом блока б задания частоты поиска, а выход блока 6 связан с другим входом триггера 5. Выход триггера 5 связан одновременно со входом блока 7 смещения луча вдоль стыка и со .входом блока 8 олределения и нреобразования координаты стыка в пропорциональный отклоняюп1ий ток. В качестве блока 8 может быть использован генератор управляемой развертки, состоящей из генератора тактовых импульсов, выход «оторого связан со Входом двоичного счетчика через клапан, управляемый единичным входо.л триггера 5, биполярного цифро-аналогового преобразователя обратного кода (ЦАП) и преобразователя напряжения ЦАП в пропорциональный отклоняющий ток.
Выход блока 7 соединен с одним из вхоД01В отклоняющей системы 9 электроннолучевой установки 10, а выход блока 8 соединен с другим :входом отклоняющей системы .9.
При отсутствии токов в координатных катущках отклоняющей системы электронный луч попадает в точку на .плоскости изделия, принимаемую за начало координат. РЬделие перемещается параллельно базовой оси (оси, проходящей через начало координат в плоскости изделия), а стык располагают примерно вдоль этой оси.
Устройство работает следующим образом.
Для точного определения места положения шва достаточно в процессе сварки уточнять координату стыка - величину смещения его относительно базовой оси. Для этого периодически переводят рабочий сварочный луч в сканирующий режим перпендикулярно базовой оси iB непосредствепной близости от пятна нагрева с помопдью блока 4 управления. При этом триггер 5 режима устанавливается в состояние «i. Под воздействием выходного сигнала триггера 5 блок 7 смещения луча подключает координатную «атущку отклоняющей системы 9, смещающую луч вдоль базовой оси, к постоянному напряжению, и блок 8 вырабатывает максимальный отклоняющий ток, который нодается на координатную катущку, смещающую луч перпендикулярно базовой оси. Одновременное воздействие отклоняющих токов выводит ЛУЧ из зоны
плавления под углом к базовой оси. Затем с помощью блока 8 линейно ухмеиьшают ток во второй катущке, тем самым приближая луч к стыку перпендикулярно базовой оси.
В момент пересечения лучом стыка с выхода датчика нодается импульс на вход блока 2 формирования, где он выделяется на фоне помех, усиливается и подается на вход блока 3 выделения середины стыка. Выходной импульс блока 3 .подается на нулевой вход триггера 5 и на блок б задания частоты поиска. Он устанавливает триггер в положение «О. При этом выходной сигнал триггера фиксирует величину выходного сигнала блока 8, и луч останавливается над серединой стыка. Под воздействием выходного сигнала триггера 5 блок 7 отключает свою отклоняющую катушку от постоянного напряжения, благодаря чему луч возвращается в зону плавления и восстанавливается сварочный режим. Время пребывания луча в поисковом режиме выбрано таким, чтобы не происходило плавление материала вне стыка. Процесс сварки длится до тех пор, пока блок 6 задания частоты поиска, запущенный блоком 3, не установит через заданный промежуток времени триггер 5 в положение «1, при этом начинается очередной цикл поискового режима.
Таким образом, .для окончания поискового режима и определения уточненной величины отклоняющего тока достаточно получить и.мпульс от первого пересечения электронным лучом стыка изделия.
В случае пропажи .первого импульса сканирование продолжается до получения очередного имлульса от стыка.
Предмет изобретения
Устройство для автоматического слежения за стыком при электроннолучевой сварке, содержащее электроннолучевую установку, отклоняющую систему, датчик положения луча и блок формирования сигнала от стыка, отличающееся тем, что, с .целью повыщения надежности работы устройства, к выходу блока формирования сигнала от стыка подключен блок выделения середины стыка, на выход которого включены триггер своим нулевым входом и блок задания частоты поиска, .причем выход блока задания частоты поиска подключен к единичному входу триггера, а триггер связан с отклоняющей системой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического слежения за стыком | 1982 |
|
SU1049217A2 |
| Устройство для управления электроннолучевой сваркой | 1980 |
|
SU899301A1 |
| Устройство для управления электронно-лучевой сваркой | 1978 |
|
SU945850A1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| Способ контроля отклонения стыка при электронно-лучевой сварке | 1984 |
|
SU1326414A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ КОРРЕКЦИИ | 1969 |
|
SU233775A1 |
| Устройство для управления установкой электронно-лучевой сварки и наплавки | 1985 |
|
SU1333506A1 |
| Система автоматического управления процессом электронно-лучевой сварки | 1978 |
|
SU1337218A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |