(54; УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ХРОМАТОГРАФИЧЕСКИХ
колонок


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| УСТРОЙСТВО И СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2024 |
|
RU2836556C1 |
| Электролизер для производства алюминия | 2019 |
|
RU2722605C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
| ЭЛЕКТРОЛИЗЕР | 1990 |
|
RU2013468C1 |
| Способ электрохимического нанесения покрытий на поверхности сложнопрофильных изделий | 1987 |
|
SU1638216A1 |
| СПОСОБ И УСТРОЙСТВО РАФИНИРОВАНИЯ АЛЮМИНИЯ | 2013 |
|
RU2558316C2 |

Изобретение относится к химии, в частности -к хроматографии, и может быть использовано для изготовления тонкостенных хроматографических колонок с интенсификаторами теплопередачи. Тонкостенные хроматографические колонки с интенсификаторами теплопередачи особенно перпспективны для препаративного разделения с программированием температуры. В настоящее время такие колонки не получили распространения ввиду трудности их изготовления и, высоких требований к частоте получаемой Поверхности.
Изготовление интенсификаторов теплосъема на поверхности тонкостенной хроматографической колонки может производиться либо механическим способом, либо ферезерованием при помощи алмазных кругов, либо при помощи электромеханической обработки.
Первый способ является крайне неэкономичнЕлм и не нашел распространения.
Известно устройство для электрохимической обработки в потоке электролита, включающее катод-инструмент, закрепляемый вблизи- обрабатываемого
изделия с зазором, в который под давлением поступает электролит, служащий проводником тока и обеспечивающий отвод тепла и удаление продуктов реакции Ij .
Нелостатками этого устройства является невозможность нанесения реб€|р на тонкостенные корпуса хроматографических колонок из-за необходи-
10 мости поддерживать плотность тока между изделием и катод-инструментом 950 А/см, что приводит к перегреву обрабатываемой поверхности и, в частности, к быстрому прожогу.
15
Известно также устройство для нанесения поперечных ребер на тонкостенные цилиндрические изделия, включающее корпус из электроизоляционного материала, в котором размещен
20 катод-инструмент с рабочей частью, выполненной в виде пластин с зубьями, образующими винтовой или гребенчатый профиль, канал для подачи рабочей жидкосп в зону оребрения, кон25тактный токоподвод к детали-аноду и электропривод Tz.
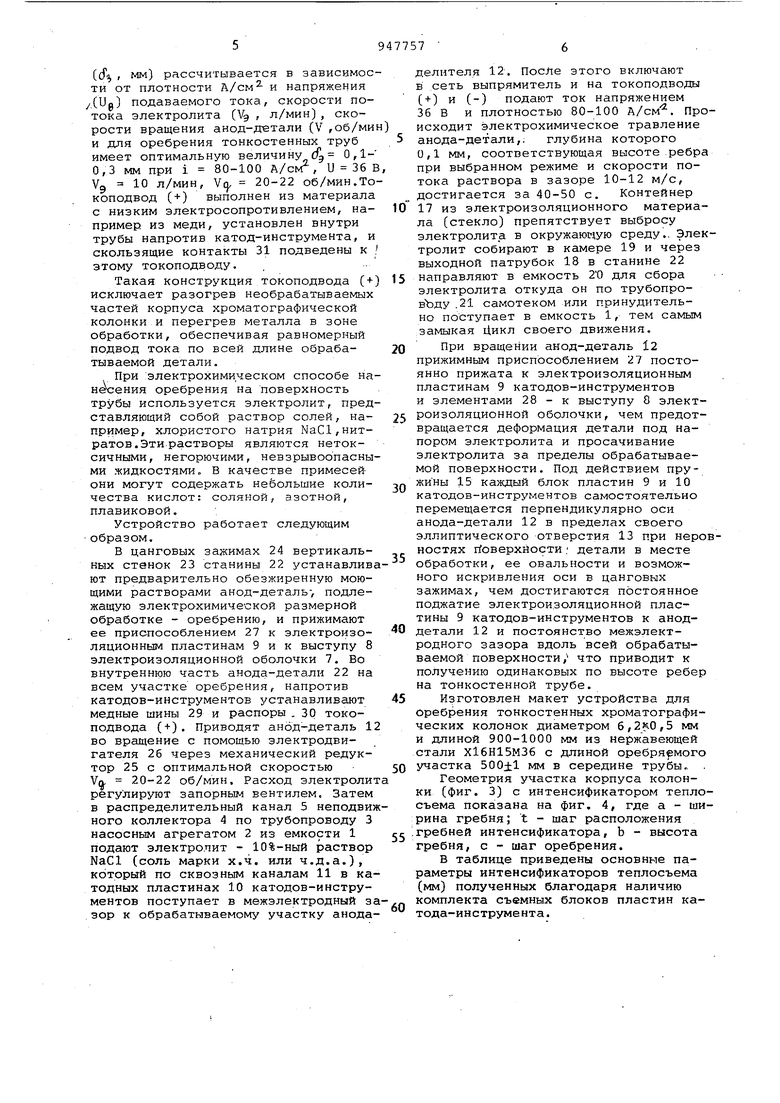
Недостатками известного устройства является невозможность получения ребра одинаковой высоты по всей дли30не обрабатываемой тонкостенной трубы, так как рабочая часть катод-инструмента является более жесткой деталью, чем тонкостенная трубка, которая под действием виеиней нагрузки приобретае некоторую овальность Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту устройство для изготовления хроматографических колонок, включающее емкость для электролита, насосный агрегат, станину с контейнером, в полости которого размещено несколько катод-инструментов с профильной рабочей частью и каналами для подвода электролита в.межэлектродный зазор, приспособление для регулирования межэлектродного зазора, пульт управления 3J. Недостатками устройства являются низкое качество оребренной поверхности тонкостенных из-за невозможности получения ребер одинаковой высоты по всей длине оребряемой поверхности при искривлениях оси обр батываемой детали, ее возможной овальности под действием давления электролита. Цель изобретения - повышение качества обработки поверхности оребрения.. Поставленная цель достигается за счет того, что в устройстве для изго товления хроматографических колонок включающем емкость- для электролита, насосный агрегат, станину с контейнером, в полости которого размещены катоды-инструменты с профильной рабо чей частью и каналами для подвода электролита в межэлектродный зазор, приспособление для регулирования меж электродного зазора, электропривод пульт управления, катоды-инс рументы выполнены в виде установленных с возможностью перемещения относительно друг друга блоков из жестко соединенных между собой катодных и электроизоляционных пластин, выступающих над -катодными пластинами на высоту зубьев профиля рабочей части блоки установлены с возможностью осевого перемещения на дополнительно введенный неподвижный коллектор с распределительным каналом, соединен ный с емкостью для электролита, и зафиксированный крышкой с электроиз ляционной оболочкой, имеющей выступ равный высоте зуба профиля, причем пр14способление для регулирования меж электродного зазора выполнено в вид упругого элемента и установлено под каждым блоком пластин. Устройство м жет иметь комплект сменных катодовинструментов разной ширины элементо состоящих из блоков. Высота выступа щих зубьев профиля имеет величину м нимальнохо межэлек.троного зазора. На фиг. 1 приведена схема устрой ства; на фиг, 2 - разрез А-А на фиг на фиг, 3 - корпус колонки с интенсификатором теплосъема; на фиг, 4 узел Т на фиг, 3, Устройство (фиг, 1 и 2) состоит из емкости 1 для электролита, насосного агрегата 2, установленного на подающем трубопроводе 3, подключенного к неподвижному коллектору 4 с распределительным каналом 5 и крышкой 6, электроизоляционной оболочки 7, прикрепленной к крьпике, имеющей выступ 8, разный по величине выступающим зубьям катодов-инструментов, выполненных в виде отдельных жестко соединенных между собой блоков электроизоляционных пластин 9 (зубьев катодов-инструментов) и катодных пластин 10 со сквозными каналами 11 для подвода электролита к аноду-детали 12, катоды-инструменты имеют эллиптические отверстия 13, установлены по посадке осевого движения на подвижном штуцере в корпусе 14 с токоподводом (-) и подпружинены пружинами , 15,электроизоляционного основания 16,на котором размещен корпус катодов-инструментов, контейнера 17, выполненного из электроизоляционного материала, стенки которого являются опорами для неподвижного коллектора выходного патрубка 18для вывода, отработанного электролита из камеры 19, образованной в контейнере, подсоединенного к емкости 20 для сбора электролита,связанной тру бопроводом 21 с емкостью 1, станины22, на которой смонтированы узлы устройства, со стенками 23, на которых установлены цанговые зажимы S4 для закрепления анода-деталй, связанные с редуктором 25 и электродвигателем 26, прижимного приспособления 27,.соединенного элементами 28 с электроизоляционной оболочкой 7, и токовода (+), выполненного в виде медных шин 29 и распоров 30 этих шин со скользящими контактами 31, установленными на конце распоров,, которые размещены внутри анода-детали по всей длине обрабатываемой поверхности. Устройство снабжается комплектом сменных блоков пластин, в которых то.лщина электроизоляционных пластин 9 равна выбранной толщине ребра, а сумма толщин обеих пластин опреде- . ляет шаг оребрения. Высота ребра (глубина стравливания металла) является функцией времени при выбранном режиме работы. Электроизоляционные пластины 9 каждого блока выступают над катодными пластинами 10 на величину исходного минимального межэлектродного зазора, формируют и обеспечивают распределение плотности тока на анод Je.тaли, необходимое для создания нужного профиля. Межэлектродный зазор (cfo, , мм) рассчитывается в зависимос ти от плотности Л/см и напряжения /(Up) подаваемого тока, скорости потока электролита Vg , л/мин), скорости вращения анод-детали (V ,об/ми и для оребрения тонкостенных труб имеет оптимальную величину (5 0,10,3 мм при i 80-100 А/см, U 36 Vg 10 л/мин, Vq, 20-22 об/мин.То коподвод (+) выполнен из материала с низким электросопротивлением, например из меди, установлен внутри трубы напротив катод-инструмента, и скользящие контакты 31 подведены к этому токоподводу. Такая конструкция токоподвода (+ исключает разогрев необрабатываемых частей корпуса хроматографической колонки и перегрев металла в зоне обработки, обеспечивая равномерный подвод тока по всей длине обрабатываемой детали. При электрохимическом способе на несения оребрения на поверхность трубы используется электролит, пред ставляющий собой раствор солей, например, хлористого натрия NaCl,нитратов. Эти растворы являются нетоксичными, негорючими, невзрывоопасны ми жидкостями В качестве примесей они могут содержать небольшие количества кислот: соляной, азотной, плавиковой. Устройство работает следующим образом. В цанговых зажимах 24 вертикальных стенок 23 станины 22 устанавлив ют предварительно обезжиренную моющими растворами анод-деталь-, подлежащую электрохимической размерной обработке - оребрению, и прижимают ее приспособлением 27 к электроизоляционным пластинам 9 и к выступу 8 электроизоляционной оболочки 7. Во внутреннюю часть анода-детали 22 на всем участке оребрения, напротив катодов-инструментов устанавливают медные шины 29 и распоры . 30 токоподвода (+). Приводят анод-деталь 1 во вращение с помощью электродвигателя 26 через механический редуктор 25 с оптимальной скоростью Vq. 20-22 об/мин. Расход электролит регулируют запорным вентилем. Затем в распределительный канал 5 неподвиж ного коллектора 4 по трубопроводу 3 насосным агрегатом 2 из емкости 1 подают электролит - 10%-ный раствор NaCl (соль марки х.ч. или ч.д.а.) который по сквозным каналам 11 в катодных пластинах 10 катодов-инструментов поступает в межэлектродный за зор к обрабатываемому участку анодаделителя 12, ПосЛе этого включают в сеть выпрямитель и на токоподводы (+) и (-) подают ток напряжением 36 В и плотностью 80-100 А/см, Происходит электрохимическое травление анода-детали,; глубина которого 0,1 мм, соответствующая высоте ребра при выбранном режиме и скорости потока раствора в зазоре 10-12 м/с, достигается за 40-50 с. Контейнер 17 из электроизоляционного материала (стекло) препятствует выбросу электролита в окружающую среду,. Электролит собирают в камере 19 и через выходной патрубок 18 в станине 22 направляют в емкость 20 для сбора электролита откуда он по трубопровЪду .21 самотеком или принудительно поступает в емкость 1, тем самым замыкая Цикл своего движения. При вращении анод-деталь 12 прижимным приспособлением 27 постоянно прижата к электроизоляционным пластинам 9 катодов-инструментов и элементами 28 - к выступу 8 электроизоляционной оболочки, чем предотвращается деформация детали под напором электролита и просачивание электролита за пределы обрабатываемой поверхности. Под действием пружины 15 каждый блок пластин 9 и 10 катодов-инструментов самостоятельно перемещается перпендикулярно оси анода-детали 12 в пределах своего эллиптического отверстия 13 при неровностях йоверхйости; детали в месте обработки, ее овальности и возможного искривления оси в цанговых зажимах, чем достигаются постоянное поджатие электроизоляционной пластины 9 катодов-инструментов к аноддетали 12 и постоянство межэлектродного зазора вдоль всей обрабатываемой поверхности/ что приводит к получению одинаковых по высоте ребер на тонкостенной трубе. Изготовлен макет устройства для оребрения тонкостенных хроматографических колонок диаметром б,2НО,5 мм и длиной 900-1000 мм из нержавеющей стали Х16Н15М36 с длиной оребряемого участка мм в середине трубы, . Геометрия участка корпуса колонки (фиг, 3) с интенсификатором теплосъема показана на фиг. 4, где а - ширина гребня; t - таг расположения гребней интенсификатора, b - высота гребня, с - шаг оребрения. В таблице приведены основные параметры интенсификаторов теплосъема (мм) полученных благодаря наличию комплекта съемных блоков пластин катода-инструмента. Формула -изобретения Устройство для изготовления хром тографических колонок, включающее емкость для электролита, насосный Фрегат, станину с контейнером, в полости которого размещены катодыинструменты с профильной рабочей частью и каналами для подвода элект ролита в межэлектродный зазор, при.способление для регулирования межэлектродного gasopa, пульт управления, электропривод, отличающ е е с я тем, что, с целью повьлиения качества обработки поверхности, оребрения, катоды-инструменты выполнены в виде установленных с возможностью перемещения относительно друг друга блоков их жестко соединенных между собой катодных и электроизоляционных пластин, выступающих над катодными пластинами на высоту зубьев профиля рабочей части, блоки установлены с возможностью осевого перемещения на дополнительно введенный неподвижный коллектор с распределительным каналом, соединенный с емкостью для электролита, и фиксированный крышкой с электроизоляционной оболочкой, имеющей выступ, равный высоте зуба профиля, причем приспособление для регулирования межэлектродного зазора выполнено в виде упругого элемента и установлено под каждым блоком пластин. Источники информации, принятые во внимание при экспертизе 1.Патент США 1 3730861, кл, 204-12975, 1963. 2.Авторское свидетельство СССР № 221447, кл. С 23 В 1/00, 1966. 3.Авторское свидетельство СССР № 163878, кл. С 23 В 3/02, 1963 (прототип). /4
Фиг.1
а-в
7/
