(54) ТЕПЛОСТОЙКАЯ КОНВЕЙЕРНАЯ ЛЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Теплостойкая лента конвейера | 1980 |
|
SU925789A1 |
| Лента крутонаклонного конвейера | 1980 |
|
SU948791A1 |
| ПРЕССОВАЯ КОМПЕНСАЦИОННАЯ ПОДУШКА ДЛЯ ФОРМУЮЩЕГО ПРЕССА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2294283C2 |
| КОНВЕЙЕРНАЯ ЛЕНТА | 1994 |
|
RU2109636C1 |
| Конвейерная лента | 1978 |
|
SU715393A1 |
| Пневматическая шина для двухколесного транспортного средства с номинальной шириной профиля 100 мм | 2024 |
|
RU2827634C1 |
| Пневматическая шина для двухколесного транспортного средства с номинальной шириной профиля 57 мм | 2024 |
|
RU2828118C1 |
| Пневматическая шина для двухколесного транспортного средства с номинальной шириной профиля 54 мм | 2024 |
|
RU2827260C1 |
| Пневматическая шина для двухколесного транспортного средства с номинальной шириной профиля 50 мм | 2024 |
|
RU2827258C1 |
| Пневматическая шина для двухколесного транспортного средства с номинальной шириной профиля 70 мм | 2024 |
|
RU2827250C1 |
1
Изобретение относится к конвейерному оборудованию, а именно к теплостойким конвейерным лентам.
Известна теплостойкая конвейерная лента, включающая каркас, теплостойкие обкладки, тросы и стержни, поглощающие те.пло 1.
Недостатком ленты является ее больщая масса.
Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является теплостойкая конвейерная лента, включающая обкладки, рабочая поверхность которых имеет две закрепленные на каркасе боковые полосы и свободно расположенную на каркасе среднюю полосу с армирующим слоем (2.
Недостатком является малая износостойкость ленты из-за расслоения полос обкладки.
Цель изобретения - повыщение износостойкости ленты.
Указанная цель достигается тем, что в теплостойкой конвейерной ленте, включающей обкладки, рабочая из которых имеет две закрепленные на каркасе боковые полосы и свободно расположенную на каркасе
среднюю полосу с армирующим слое.м, средняя полоса связана с боковыми полосами армирующим слоем.
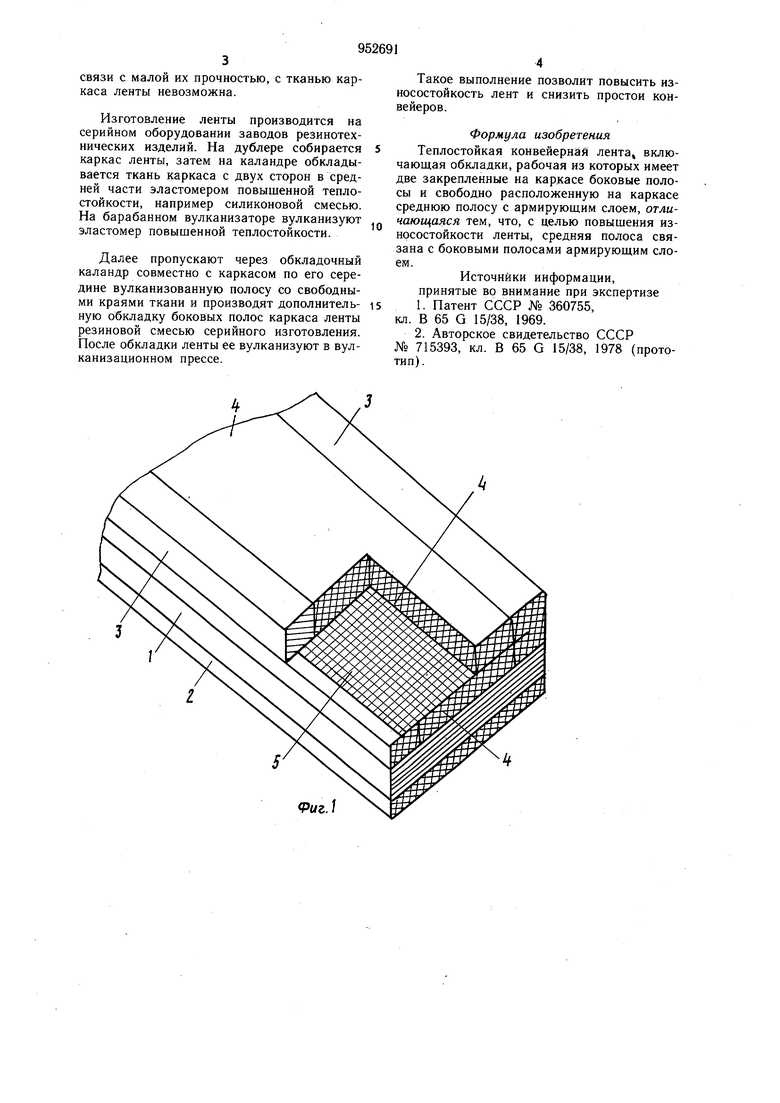
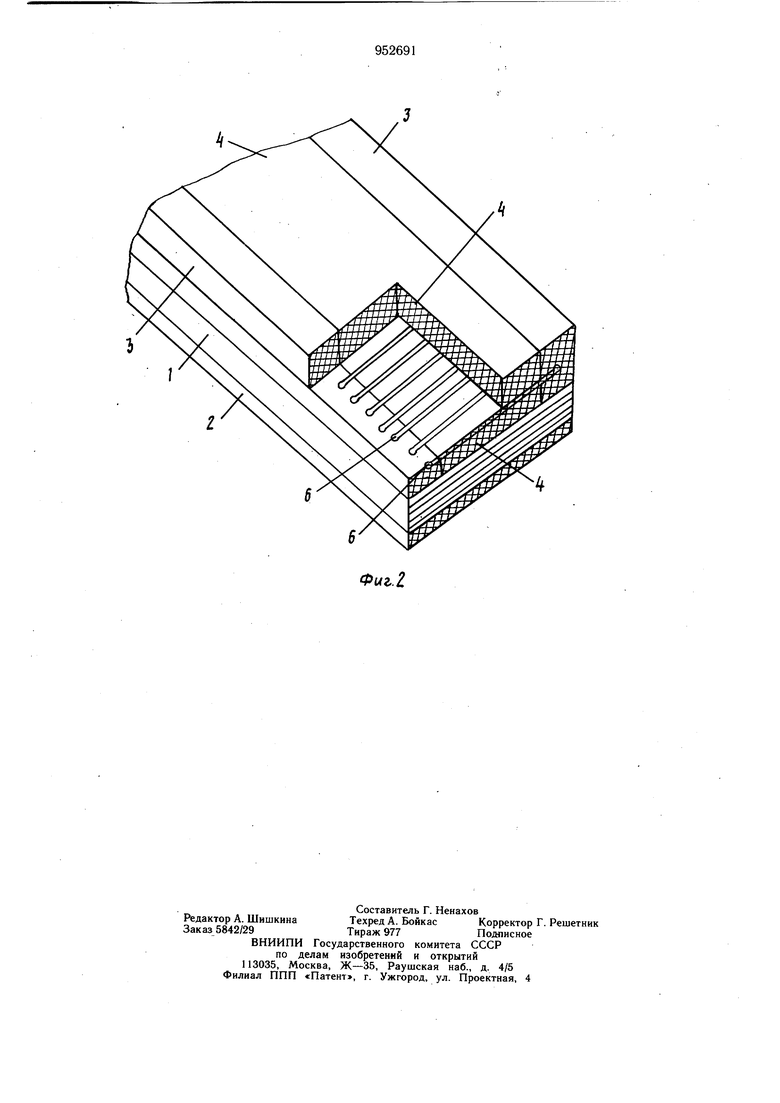
На фиг. 1 изображена теплостойкая конвейерная лента с брекерным армирующим слоем; на фиг. 2 - то же, с армирующим слоем из тросов.
Теплостойкая конвейерная лента состоит из каркаса 1, нерабочей обкладки 2, рабочей обкладки из трех эластичных полос, а именно бортовых 3 и средней 4, выполнен10ной из эластомера повыщенной теплостойкости, например из фторкаучука или силиконового каучука. Бортовые полосы выполняются из резины серийного изготовления.
В средних по сечению зонах трех элас15тичных полос рабочей обкладки расположен армирующий слой 5, который увеличивает прочность связи различных по составу эластичных полос и повыщает износостойкость ленты.
20
Армирующий слой может быть выполнен как из ткани, так и из тросов 6.
Средняя полоса 4 свободно расположена на каркасе, поскольку связь эластомеров, выдерживающих температуру более 300° в
связи с малой их прочностью, с тканью каркаса ленты невозможна.
Изготовление ленты производится на серийном оборудовании заводов резинотехнических изделий. На дублере собирается каркас ленты, затем на каландре обкладывается ткань каркаса с двух сторон в средней части эластомером повышенной теплостойкости, например силиконовой смесью. На барабанном вулканизаторе вулканизуют эластомер повышенной теплостойкости.
Далее пропускают через обкладочный каландр совместно с каркасом по его середине вулканизованную полосу со свободными краями ткани и производят дополнительную обкладку боковых полос каркаса ленты резиновой смесью серийного изготовления. После обкладки ленты ее вулканизуют в вулканизацнонном прессе.
Такое выполнение позволит повысить износостойкость лент и снизить простои конвейеров.
Формула изобретения Теплостойкая конвейерная лента, включающая обкладки, рабочая из которых имеет две закрепленные на каркасе боковые полосы и свободно расположенную на каркасе среднюю полосу с армирующим слоем, отличающаяся тем, что, с целью повыщения износостойкости ленты, средняя полоса связана с боковыми полосами армирующим слоем.
Источники информации, принятые во внимание при экспертизе
№ 715393, кл. В 65 G 15/38, 1978 (прототип).
4
г
Фиг-2
