Изобретение касается способа нанесения проклеивающих материалов на древесную стружку и т. п. при изготовлении прессованных досок и других изделий и конструкции аппарата для осуществления этого способа.
Известные сп-особы нанесения проклеивающих материалов нри изготовлении штампованных изделий из прессоваиной крошки за ключаются в погружении последней в ванну или автоклав, наполненные смолой. Эти способы ие обеспечивают однородН.ОСТБ пропитки древесных частиц, в особенности при большой вязкости связующего.
В описываемом .ниже способе этот недостаток устранен.
Отличительн-ая особенность предлагаемого способа состоит в образовании из проклеивающего материала ТОЕКОГО слоя путем пропуска проклеивающего материала через соприкасающиеся между валы и в равномерном проклеиваиии стружки путем приведения ее в соприкосж вение с эти:м слоем.
Аппарат для выполнения предлагаемого способа состоит из системы
попарио монтированных по ходу продукта н упруго прижимаемых друг к другу с помощью регулирующих пружиН валов, один из которых частично погружен в жидкий проклеивающий материал.
Соприкосновение стружек с прОклеиъающим материалом и нанесение последнего на отдельные стружки пр|0изводится при помощи подпружиненных ведущих рифленых валов, прижимающих стружку к проклеивающему валу и вращающихся с большей скоростью, чем последний.
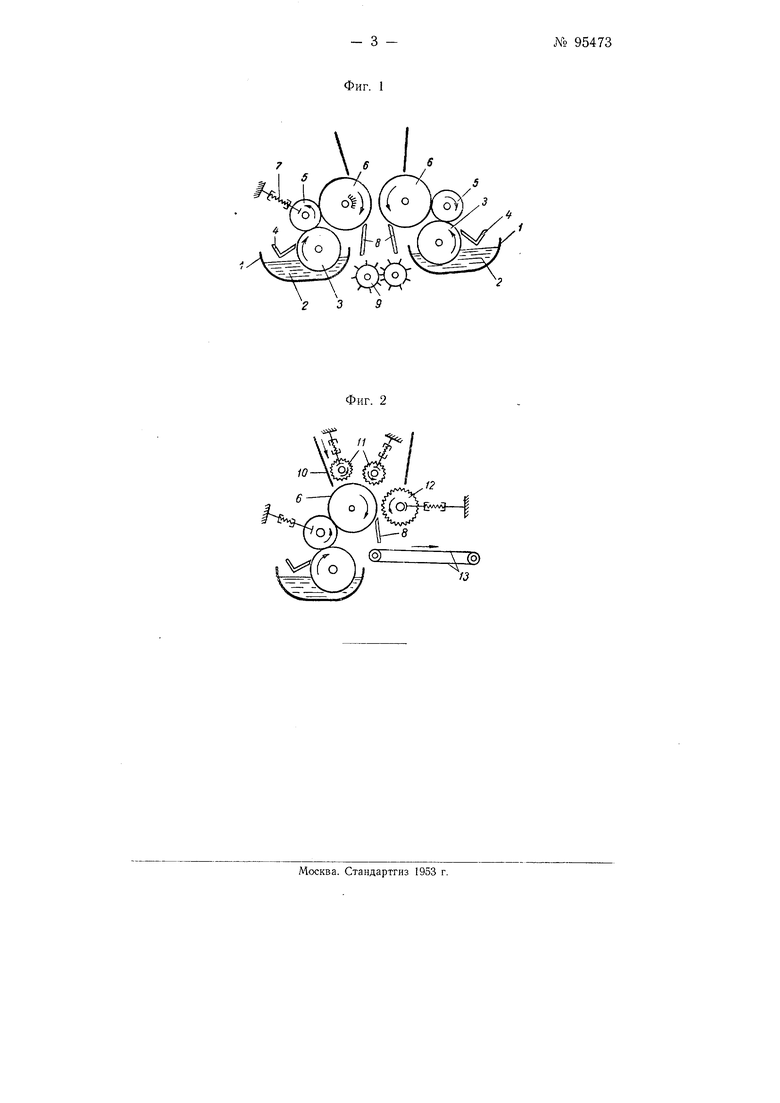
На фиг. 1 изображен первый вариант схемы аппарата для «апесения проклеивающих материалов на древесную стружку; на фиг. 2- второй вариант схемы аппарата.
В сосуд 1, наполненный жидким проклеивающим .материалом 2, погружен вал 3. При вращении вал 3 покрывается; сравнительно толстым слоем клея, который частично снимается скребком 4. Вал 5, взаимодействующий с валом 5, получает более тонкий слой про,клеивающего материала и передает его на вал 6 в виде тонкого слоя, толщина тоторого может peryjfHpoBaTbCH при помощи прижимн го. устройства 7.
Такая-«онструкция аппарата обеспечивает точное |регулиров акие количества проклеив aionjtero материала, поступающего в массу древ-есных и тому подобных стружек.
Обволакивание стружки клеем происходит между двумя валами 6 куда и подается масса стружки. Для предотвращения затягивания стружки валами 6 установлены скребки 8. Масса стружки с наиесенной на нее пленкой проклеивающего материала пропускается в последующую пару валов 9 с шипами, где подвергается расслоению.
Если технологический процесс требует нескольких операций по расслоеничо и проклеиванию, то рассловН1ная масса, сходя1щая с валов 9, поступает в следующую аиалогичную установку.
Далее масса дозируется и распределяется по формам для прессования.
Если проклеивающий материал обладает большой вязкостью, то пропесс переноса его с гладких поверхностей валов 6 на массу стружки усложняется (фиг. 2).
В этом Случае стружка подводится по левой стороне воронки 10 в направлении, укаеанном стрелкой. Ведущими подпружиненными рифлеными валаМИ //, имеющими большую окружную скорость, чем валы 6, стружка прижимается к последним, обладая ббльшвй скоростью, чем окружная скорость проклеивающего слоя. Блатчэдаря этому последний захватывается стружкой. После этого стружка приводным рифленым валом 12 подается к транспортеру 13 или следующей аналогичной установке.
Предмет изобретения
1. Способ нанесения проклеивающих материалов на древесную стружку И т. п. при изготовлении прессов аи ных досок и других изделий, отличающийся тем, что жидкий проклеивающий материал при прО пуске его по валам, примыкающим один к другому, образует на одном из НИх тонкий слой, причем отдельные стружки, приводимые в соприкосновение с этим слоем прОклеивающего материала, равномерно им проклеиваются.
2.Прием выполнения способа-по п. 1, отл и ч а ющ,и йс я тем, что проклеивающее вещество пропускается последовательно по ряду валов, примыкающих один к другому, вследствие чего оно переносится от одного вала к другому слоем постепенно умвньШающейся толщины, причем в качестве проклеивающего стружку вала используется последний Вал в ряду, к которому стружка подается со скоростью, отличающейся от окружной скорости проклеивающего вала.
3.Прием вьшол1НениЯ способа по п. 1, отличающийся тем, что стружка после нанесения проклеивающего Материала подвергается действию расслаивающих приспособлений и затем вводится в соприкосновение со вторым тонким слоем проклеивающего материала по способу, охарактеризованному в п. 1.
4.Аппарат для выполнения способа по п. 1, отличающийся тем, что он состоит из системы лопарНО монтированных ПО ходу продукта и упруго прижимаемых один к другому с помощью регулируемых пружин валов, один из которых частично погружен в жидкий проклеивающий материал, в результате чего на в-ала х образуется слой проклеивающего материала последователвно уменьшающейся толщины, а для приведения стружек в сопри;косновение с проклеивающим материаЛО|М и нанесения последнего на отдельные стружки предусматривается спениальное приспособление.
5.Аппарат по п. 4, отличающийся тем, что для прижатия стружки к валу, используемому для нанесения тонкого слоя проклеиваЮщего вещества на отдельные стружки, предусМОтрены подпружиненные ведущие рифле1ные валы-, прижимающие стружку к проклеивающему валу и вращающиеся с большей окружной скоростью, чем последний.
Фиг. 1
JYo 95473
2 3
Фиг. 2
Ч
/J
