Предметом изобретения является способ очистки и отделки внутренней поверхности прямых и изогнутых труб и аппарат для осуществления этого способа.
Способы очистки и отделки внутренней поверхности труб песком, распыляемым сжатым воздухом, общеизвестны. В известных аппаратах частицы песка, перемещаясь по трубе с больщой скоростью и стремясь сохранить прямолинейное движение, ударяются о -вогнутую стенку внутренней части изогнутой трубы и обра|батывают ее, в то время как выпуклая стенка остается необработанной. Увеличение продолжительности обработки вызывает только дальнейщее уменьшение толщины вогнутой стенки трубы.
В описываемом ниже способе, в отличие от известных, очистка выполняется прожатием через трубу с помощью сжатого воздуха сухого песка или абразивного порощка по замкнутому циклу с небольщой скоростью, причем благодаря плотности песка обеспечивается его контакт как с вогнутой, так и с выпуклой стенками трубопровода. По окончании заданного цикла обработка автоматически прекращается.
Предлагаемый способ обеспечивает равномерную очистку или отделку и вогнутой и выпуклой поверхностей изогнутого трубопровода, автоматизацию процесса и устранение заметных потерь песка.
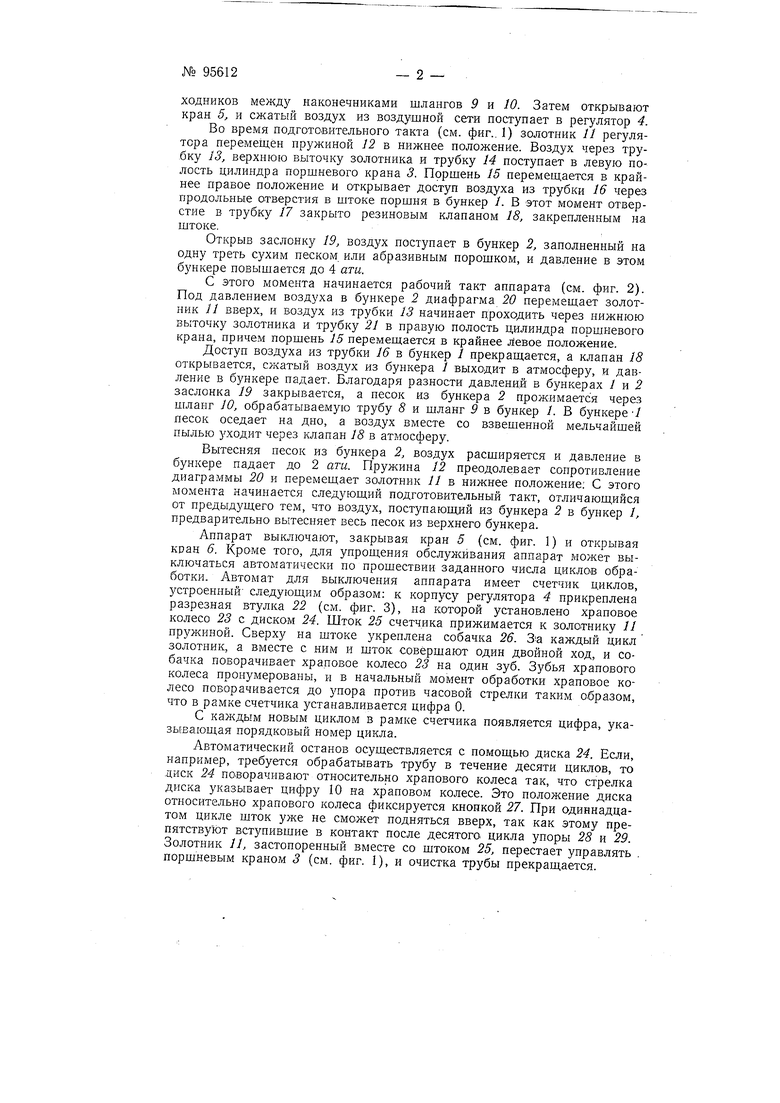
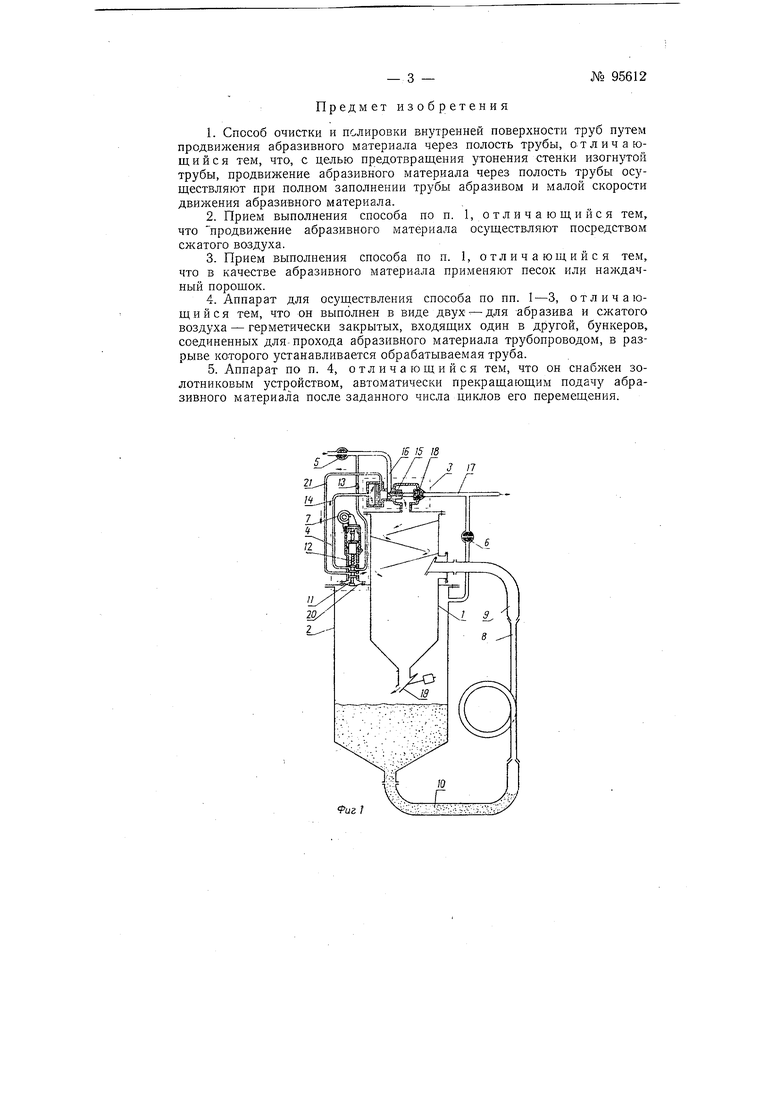
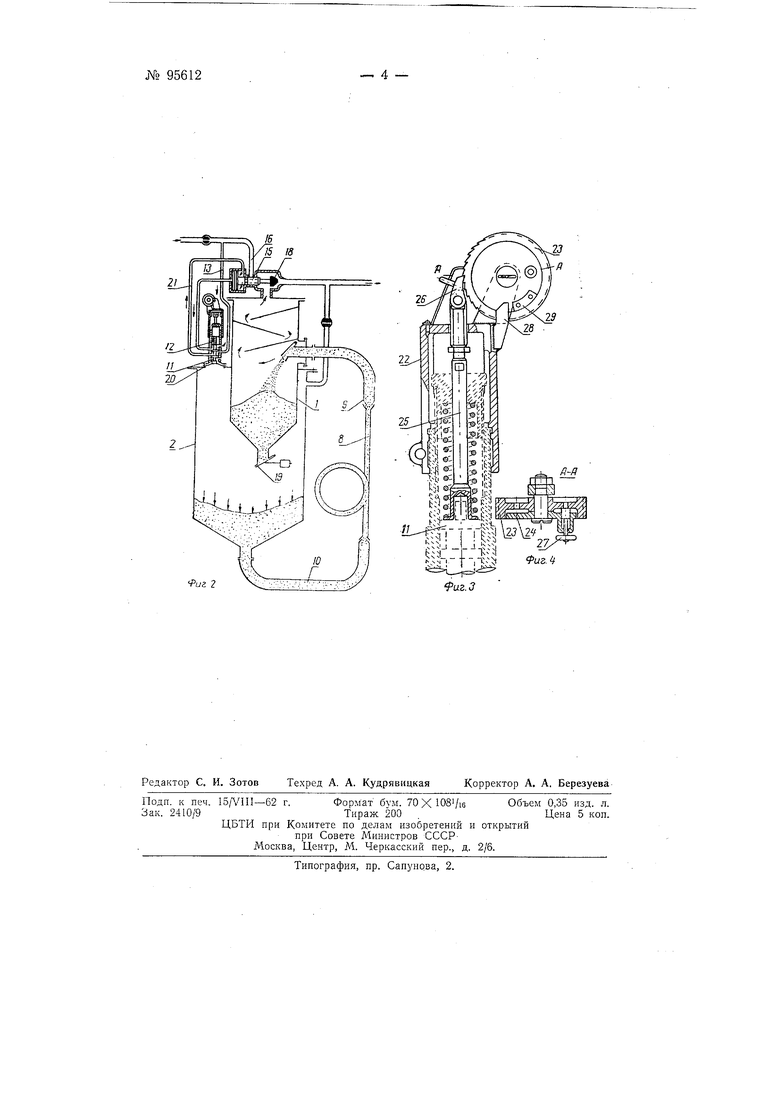
На фиг. 1 показана схема аппарата в подготовительный такт его цикла; на фпг. 2 - то же, в рабочий такт; на фиг. 3 - вид автомата для выключения аппарата в разрезе; на фиг. 4 - разрез по. Л-Л па фиг. 3
Основными узлами аппарата являются верхний / и нижний 2 бункеры для песка, порщневой крап 3, золотниковый регулятор 4, пусковой кран 5, стравливающий кран 6 и автомат 7 для выключения аппарата.
Обрабатываемую трубу 8 устанавливают с помощью сменных пере№ 95612- 2 -
ходников междз наконечниками шлангов 9 и 10. Затем открывают кран 5, и сжатый воздух из воздушной сети поступает в регулятор 4.
Во время подготовительного такта (см. фиг.. 1) золотник // регулятора перемещен пружиной 12 в нижнее положение. Воздух через трубку 13, верхнюю выточку золотника и трубку 14 поступает в левую полость цилиндра поршневого крана 3. Поршень 15 перемеш;ается в крайнее правое положение и открывает доступ воздуха из трубки 16 через продольные отверстия в штоке поршня в бункер /. В этот момент отверстие в трубку 17 закрыто резиновым клапаном 18, закрепленным на штоке,
Открыв заслонку 19, воздух поступает в бункер 2, заполненный на одну треть сухим песком или абразивным порошком, и давление в этом бункере повышается до 4 ати.
С этого момента начинается рабочий такт аппарата (см. фиг. 2). Под давлением воздуха в бункере 2 диафрагма 20 перемеш,ает золотник 11 вверх, и воздух из трубки 13 начинает проходить через нижнюю выточку золотника и трубку 21 в правую полость цилиндра поршневого крана, причем поршень 15 перемеш:ается в крайнее левое положение.
Доступ воздуха из трубки 16 в бункер / прекраш,ается, а клапан 18 открывается, сжатый воздух из бункера ) выходит в атмосферу, и давление в бункере падает. Благодаря разности давлений в бункерах 1 и 2 заслонка J9 закрывается, а песок из бункера 2 прожимается через шланг 10, обрабатываемую трубу 8 и шланг 9 в бункер /. В бункере песок оседает на дно, а воздух вместе со взвешенной мельчайшей пылью уходит через клапан 18 в атмосферу.
Вытесняя песок из бункера 2, воздух расширяется и давление в бункере падает до 2 ати. Пружина 12 преодолевает сопротивление диаграммы 20 и перемеш;ает золотник 11 в нижнее положение: С этого момента начинается следующий подготовительный такт, отличающийся от предыдущего тем, что воздух, поступающий из бункера 2 в бункер /, предварительно вытесняет весь песок из верхнего бункера.
Аппарат выключают, закрывая кран 5 (см. фиг. 1) и открывая кран 6. Кроме того, для упрощения обслуживания аппарат может выключаться автоматически по прошествии заданного числа циклов обработки. Автомат для выключения аппарата имеет счетчик циклов, Застроенный следующим образом: к корпусу регулятора 4 прикреплена разрезная втулка 22 (см. фиг. 3), па которой установлено храповое колесо 23 с диском 24. Шток 25 счетчика прижимается к золотнику 11 пружиной. Сверху на штоке укреплена собачка 26. Эа каждый цикл золотник, а вместе с ним и шток совершают один двойной ход, и собачка поворачивает храповое колесо 23 на один зуб. Зубья храпового колеса пронумерованы, и в начальный момент обработки храповое колесо поворачивается до против часовой стрелки таким образом, что в рамке счетчика устанавливается цифра 0.
С новым циклом в рамке счетчика появляется цифра, указывающая порядковый номер цикла.
Автоматический останов осуществляется с помощью диска 24. Если, например, требуется обрабатывать трубу в течение десяти циклов, то диск 24 поворачивают относительно храпового колеса так, что стрелка диска указывает цифру 10 на храповом колесе. Это положение диска относительно храпового колеса фиксируется кнопкой 27. При одиннадцатом цикле шток уже не сможет подняться вверх, так как этому препятствуют вступившие в контакт после десятого цикла упоры 28 и 29. Золотник 11, застопоренный вместе со штоком 25, перестает управлять . поршневым краном 3 (см. фиг. 1), и очистка трубы прекращается.
Предмет изобретения
1.Способ очистки и полировки внутренней поверхности труб путем продвижения абразивного материала через полость трубы, о-тличающийся тем, что, с целью предотвращения утонения стенки изогнутой трубы, продвижение абразивного материала через полость трубы осуществляют при полном заполнении трубы абразивом и малой скорости движения абразивного материала.
2.Прием выполнения способа по п. 1, о т л и ч а ю щи йс я тем, что продвижение абразивного материала осуществляют посредством сжатого воздуха.
3.Прием выполнения способа по п. 1, отличающийся тем, что в качестве абразивного материала применяют песок или наждачный порошок.
4.Аппарат для осун ;ествления способа по пп. 1-3, отличающийся тем, что он выполнен в виде двух- -для абразива и сжатого воздуха - герметически закрытых, входящих один в другой, бункеров, соединенных для- прохода абразивного материала трубопроводом, в разрыве которого устанавливается обрабатываемая труба.
5.Аппарат по п. 4, отличающийся тем, что он снабжен золотниковым устройством, автоматически прекращающим подачу абразивного материала после заданного числа циклов его перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для очистки рельсов от песка | 1939 |
|
SU56690A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПЕСКА ПОД КОЛЕСА ЛОКОМОТИВА | 1992 |
|
RU2077436C1 |
| Устройство для повышения тягового усилия локомотива | 2016 |
|
RU2641611C1 |
| УСТРОЙСТВО ДЛЯ СТРУЙНОЙ ОБДУВКИ ПОВЕРХНОСТИ | 1988 |
|
RU2051020C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОСТАНОВКИ ПАРОВОЗА ПРИ ЗАКРЫТОМ СЕМАФОРЕ | 1928 |
|
SU7792A1 |
| УСТРОЙСТВО для очистки СВЕЧЕЙ ЗАЖИГАНИЯ | 1969 |
|
SU257926A1 |
| Способ повышения тягового усилия локомотива | 2016 |
|
RU2641957C1 |
| Установка для химической обработки трубок | 1975 |
|
SU699034A1 |
| Устройство для обдувки изделий | 1938 |
|
SU54868A1 |
| Устройство для регулирования процесса варки утфелей | 1951 |
|
SU96389A1 |
fuz f
1В 15 18
3 П
Риг 2
L,-j-,
Kvv :
fuz.S

