Изобретение относится к легкой промышленности, в частности к технологии изготовления линолеума, и может быть использовано в прсяиьлиленности полимерных строительных материалов .
Известен способ получения линолеума дублированием вальцево-каландровой лицевой пленки (декоративной ПВХ лицевой пленки) с промежуточным фоновым слоем на ПВХ композиции (ПВХ несущей фоновой пленкой) через клеевую пленку с волокнистой основой при термопрессовании (Р 40 кгс/см ) с последующим желированием на барабанном устройстве с огибаемой барабан непрерывной лентой - устройстве типа пресса Беродорф ij .
В известном способе толщина декоративной ПВХ лицевой пленки - 0,20,3 мм, ПВХ несущей фоновой- пленки 1,1-1,3 мм, клеевой пленки - 6,1-0,2. мм.
Недостатками известного способа являютсясложный многооперационный технологический процесс, низкая производительность, высокий расход полимерного сырья и невысокие физико-механические показатели на, усадку и прочность связи меящу. слоями.
Целью изобретения является упрощение способа технологического процесса, повышение его производительности, снижение расхода сырья и материалов, а также повышение физико-механических показателей линолеума (на усадку и : прочность связи между слоями).
Поставленная цель достигается тем, что в способе получения линолеума,
10 включающем дублирование вальцово-каландровой лицевой поливинилхлоридной пленки с промежуточным фоновым- слоем из- поливинилхлоридной композиции и волокнистой основой, термопрес15сованием с последующим желироваиием на барабанном устройстве с огибаемой : барабан непрерывной лентой, предварительно на лицевую пленку наносят промежуточный фоновый слой из пасто20образной поливийилхлоридной композиции толщиной 0,4-1,0 мм и дублирование проводят при давлении 1050 кгс/см до погружения фонового слоя в волокнистую основу на 10-80%
25 ее толщины, а желирование при 11015р°С.. .
Технологический процесс изготовления линолеума заключается в сле30дующем.
Вальцево-каландровым способом изготавливают ПВХ прозрачную пленку, на которую затем наносят печатный рисунок и получают декоративную лицевую пленку,. Затем изготавливают в лопастной мешсшке типа СРШ-400 и перетирают на трехвалковой краскотерке высоконаполненную пастообразную композицию.
Далее на тыльную сторону декоративной ПВХ лицевой пленки из пастообразной композиции наносят липкую ПВХ фоновую пленку толщиной 0,41,0 мм, в которую под воздействием тепла и давления 10-50 кгс/см погружают на 10-30% верхний слой волокнистой .основы, поступающей как
и декоративная ПВХ лицевая пленка с размоточного устройства.
Сформованное трехслойное полотно, которое движется со скоростью 5-6 м/мин, нагревают на нагревательном барабане типа пресса Беродорф до 110-150 С и после тиснения охлаждают до 20-20 Cj в этих условиях липкий фоновой слой желируется и превращается в высоконаполненную армированную ПВХ. несущую фоновую пленку. После охлаждения материал наматывают в рулоны и разбраковывают
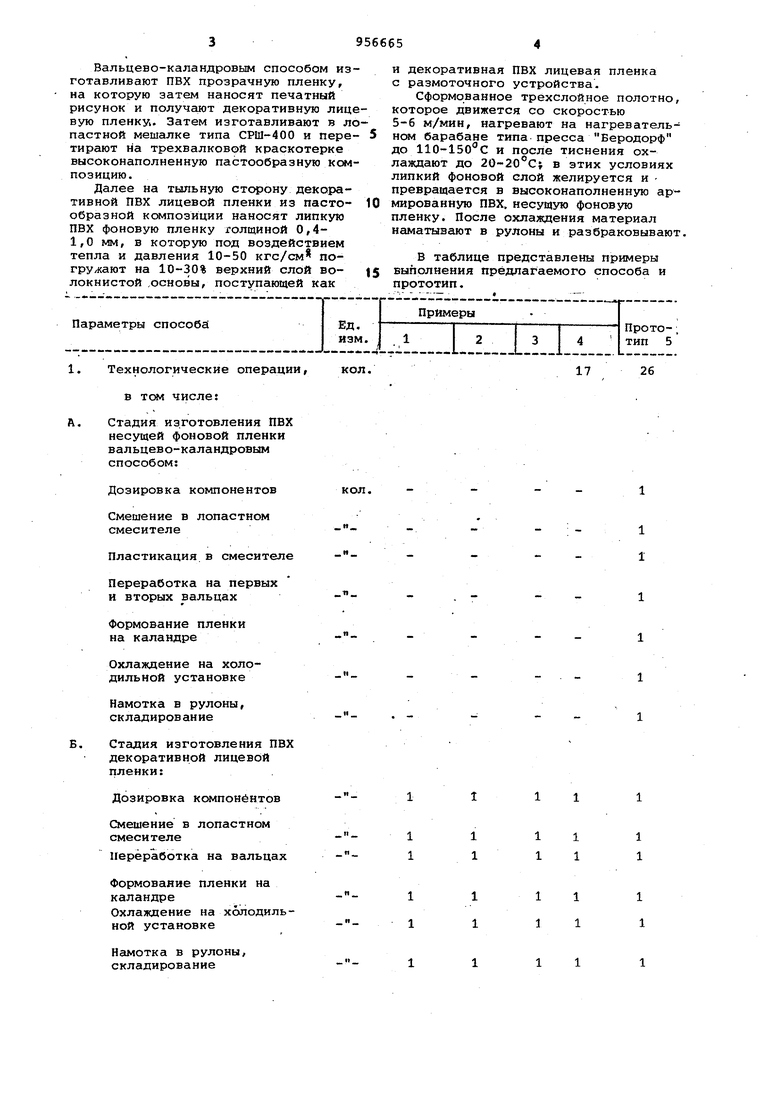
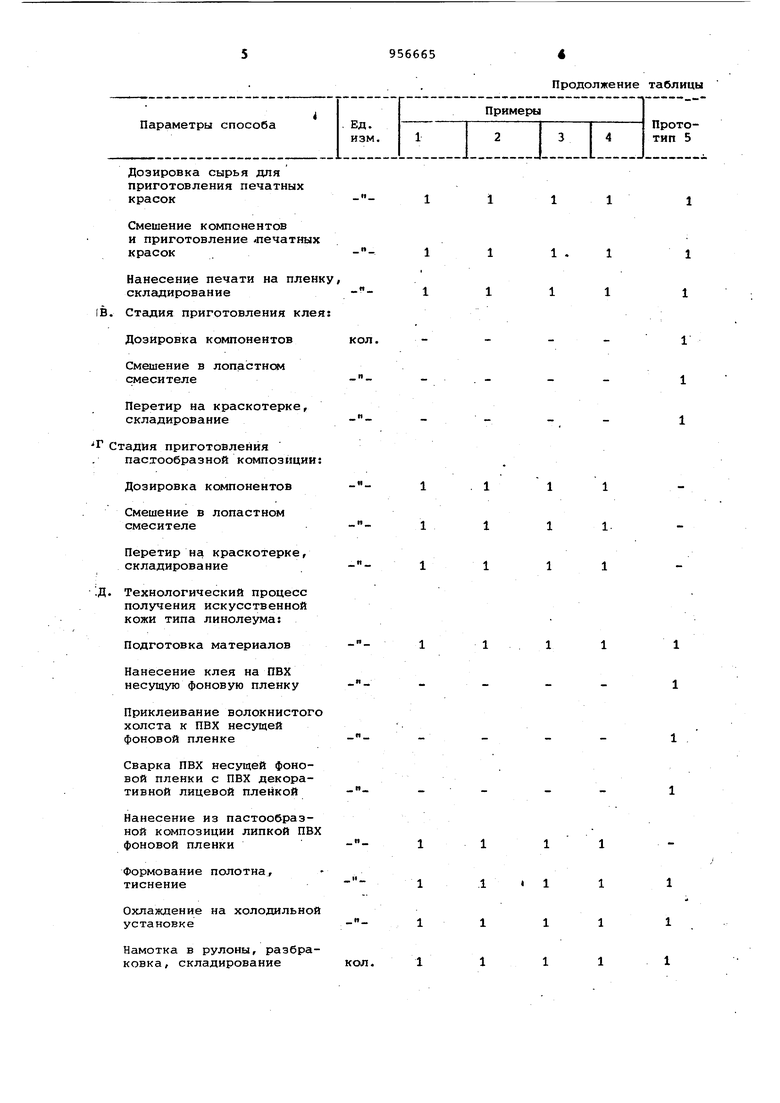
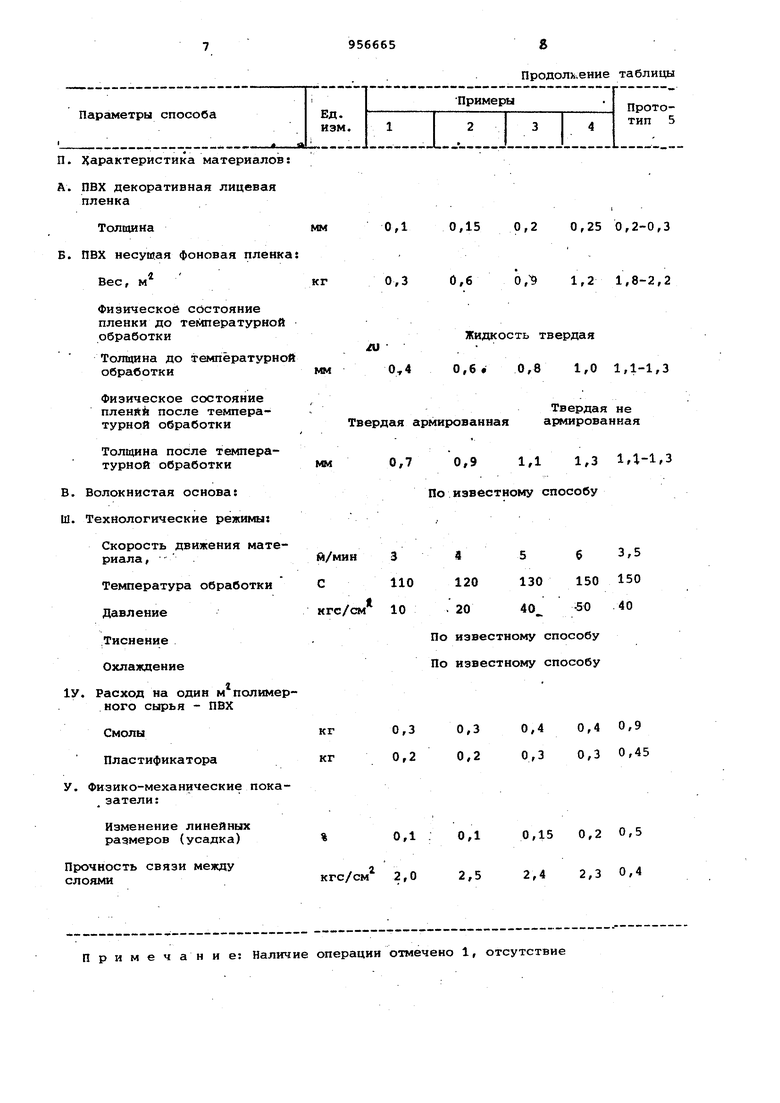
В таблице представлены примеры выполнения предлагаемого способа и прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления линолеума | 1986 |
|
SU1328416A1 |
| МНОГОСЛОЙНОЕ РУЛОННОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ | 2001 |
|
RU2233358C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИНОЛЕУМА | 2001 |
|
RU2199617C2 |
| МНОГОСЛОЙНОЕ РУЛОННОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ ПОЛА | 2003 |
|
RU2247802C1 |
| Линия "Контакт-3" для производства линолеума | 1989 |
|
SU1684376A1 |
| ТЕПЛОЗВУКОИЗОЛЯЦИОННЫЙ ЛИНОЛЕУМ | 1991 |
|
RU2021404C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИНОЛЕУМА | 2015 |
|
RU2599663C1 |
| Способ изготовления слоистого материала | 1976 |
|
SU611794A1 |
| МОРОЗОСТОЙКИЙ НЕГОРЮЧИЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2004 |
|
RU2266991C1 |
| Слоистый материал "Листопол | 1984 |
|
SU1326691A1 |
. Технологические операции,
кол. в том числе:
. Стадия изготовления ПВХ несущей фоновой пленки вальцево-каландровым способом:
Дозировка компонентов
кол.
Смешение в лопастном смесителе
Пластикация в смесителе
Переработка на первых
- - и вторых вальцах
Формование пленки
- - на каландре
Охлаждение на холодильной установке
Намотка в рулоны,
и складиров ание
. Стадия изготовления ПВХ декоративной лицевой пленки:
Дозировка компонентов
Смешение в лопастном смесителе
Переработка на вальцах
п
Формование пленки на каландре
Охлаждение на холодильной установке
Намотка в рулоны, складирование
17
26
1 1
1 1
11
11
1 1
11
1
11
11
1
11 Дозировка сырья для приготовления печатных красок Смешение компонентов и приготовление «печатных красок Нанесение печати на пленк складирование IB. Стадия приготовления клея Дозировка компонентов Смешение в лопастнсми смесителе Перетир на краскотерке, складирование Г Стадия приготовления пастообразной композиции: Дозировка компонентов Смешение в лопастном смесителе Перетир на краскотерке, складирование .Д. Технологический процесс получения искусственной кожи типа линолеума: Подготовка материалов Нанесение клея на ПВХ несущую фоновую пленку Приклеивание волокнистого холста к ПВХ несущей фоновой пленке Сварка ПВХ несущей фоновой пленки с ПВХ декоративной лицевой пленкой Нанесение из пастообразной композиции липкой ПВХ фоновой пленки Формование полотна, тиснение Охлаждение на холодильной установке Намотка в рулоны, разбраковка, складирование
Продолжение таблицы
1 1 1
1 1 П. Характеристика материалов: A.ПВХ декоративная лицевая пленка мм 0,1 Толщина Б. ПВХ несущая фоновая пленка: Вес, м Физическое состояние пленки до температурной обработки Толщина до температурной обработки Физическое состояние пленАй после температурной обработки Толщина после температурной обработки B,Волокнистая основа; Ш. Технологические режимы: Скорость движения матей/мин 3 риала, С 110 Температура обработки кгс/см 10 Давление .Тиснение Охлаждение IV.Расход на один м полимерного сырья - ПВХ кг 0, Смолы кг 0, Пластификатора V.Физико-механические показатели:Изменение линейных % 0, размеров (усадка) Прочность связи между кгс/см 2, слоями Примечание: Наличие операции
Продолх.ение таблицы 0,3 0,4 Твердая 0,7 ,15 0,2 0,25 0,2-0,3 ,6 0, 1,2 1,8-2,2 Жидкость твердая 0,6 0,8 1,0 1,1-1,3 Твердая не ованная а1 шрованная 0,9 1Д 1,3 1Л-1,3 известному способу 4 5 б3,5 120 130 150150 20 40 -5040 известному способу известному способу 0,3 0,4 0,40,9 0,2 0,3 0,30,45 0,1 0,15 0,2 0,5 2,5 2,4 2,3 0,4 отмечено 1, отсутствие Возможен вариант, получения искус ственной кожи типа линолеум с введе нием в ПВХ пасты порообраэователя, при этом получают пористый линолеум Если учесть, что в стране в настоящее время на 12 дублирующих линиях выпускается до 20 млн. м линолеума на волокнистой сзснрве с применением вальцево-каландровой ПВХ несущей фо новой пленки, то внедрение предлагаемого способа позволяет освободит мощность каландровых линий для производства ориентировочно 16 млнм в год безосновного линолеума и сэко номить капитальные вложения на 10 млн. руб.J за счет увеличения производительности на 12 дублирующих линиях после их модернизаций и интенсификации процесса, мощность можно увеличить до 120 млн м /год и сэкономить 75 Млн. руб.} за счет экономии полимерного сырья при вы. пуске линолеума 120 млн экономия составляет до 60 мпн.руб. В целом, от внедрения пр едпагаемрг6 способа в отрасли промышленности строительных мйтериалов экономическая эффективность составляет рколо 145 млн. руб;. Формула изобретения Способ получения линолеума, включающий дублирование вальцово-каландровой лицевой поливинилхлоридной пленки с промежуточным фоновыМ спо&Л из поливинилхлоридной композиции и волокнистой основой термопрессованием с последующим желированием на барабанном устройстве с огибающей барабан непрерывной лентой, отличающийся тем, что, с целью упрощения способа, повышения его производительности, снижения расхода сырья и материалов, а также повышения физико-механических показа телёй линолеума, предварительно на лицевую пленку наносят промежуточный фоновый слой из пастообразной попивинйлхлоридной КОМПОЗИЦИИ толщиной 0,4-1,о мм ч дублирование проводят при зцавлении кгс/см до погружения фонового слоя в волокнистую основу на 10-80% ее Толщины и желирование при 110-150 е. Источники информации, .принятые во внимание при экспертизе 1. Быков А.С. Поливинилхлоридные материалы для полов, М., СтройизДат, 1976, с. 169 (прототип).
