113
Изобретение относится к технологии производства поливинилхлоридкых отделочных материалов и может быть использовано в промышленности строительных материалов. .
Целью изобретения является повышение тепло- и звукоизолирующих свойств линолеума при сохранении его физико- механических свойств и повьшение про- изводительности процесса его производства.
Примеры -6 (известные). На тьшьную сторону декоративной поли- винилхлоридной (ПВХ) пленки, получен- ной вальцово-каландровым способом, наносят композицию ПВХ-пластизоля толпщной 0,4 - 1,0 мм, которую дублируют с волокнистой теплозвукоизоли ругощей основой, поступающей как и декоративная пленка с размазочного устройства.
Сформированное трехслойное полотно движется со скоростью 4-6 м/мин
И нагревается до ПО - 150 С о одно
временным Прессованнем при давлении 10 - 50 кгс/см на нагревательном барабане типа пресса Берсдорф, и затем после тиснения поверхности лицевой пленки охлаждаются до . После охлаждения материал наматывают в рулоны и разбраковывают. Свойства линолеума приведены в табл,1.
В качестве волокнистой теплозвуко- изолирующей основы используют основу для .теплозвукоизолирующего линолеума выпускаемую по ТУ, а ПВХ-композиция среднего промежуточного споя имеет следующий состав:
ПВХ Е 6250 Ж100
Диоктилфталат44
Хлорпарафин ХП-470 15
0,4
0,7
0,4
0,7 1,0
д
g
0
5
0
5
162
Мел60 ,
Двуокись титана5
Физико-механические показатели линолеума определяют по ТУ, показатель теплоусвоения и индекс снижения уровня ударного шума по ГОСТам.
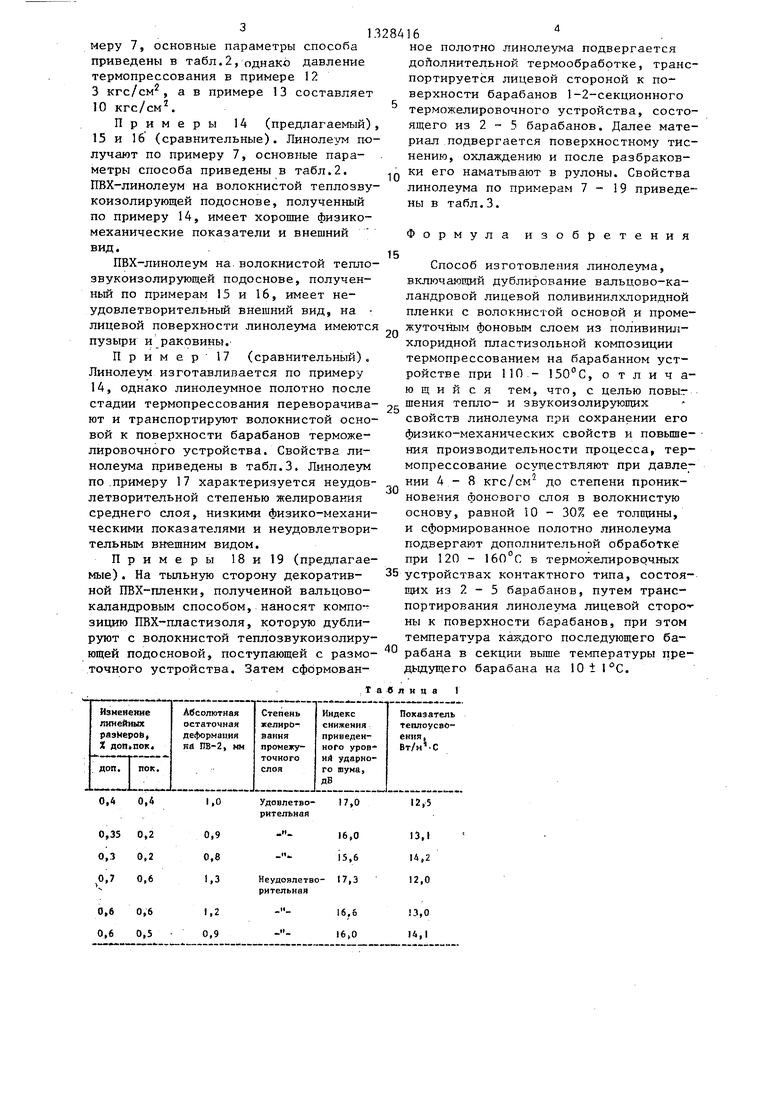
Примеры 7 - 9. (предлагаемые) , 10 и 11 (сравнительные). На - тыльную сторону декоративной ПВХ пленки, полученной вальцово-каландровым способом, наносят композицию ПВХ-пластизоля (того же состава толщиной 0,4 - 1,0 мм), которую дублируют с волокнистой теплозвукоизолирую- щей основой, поступающей с размоточного устройства.
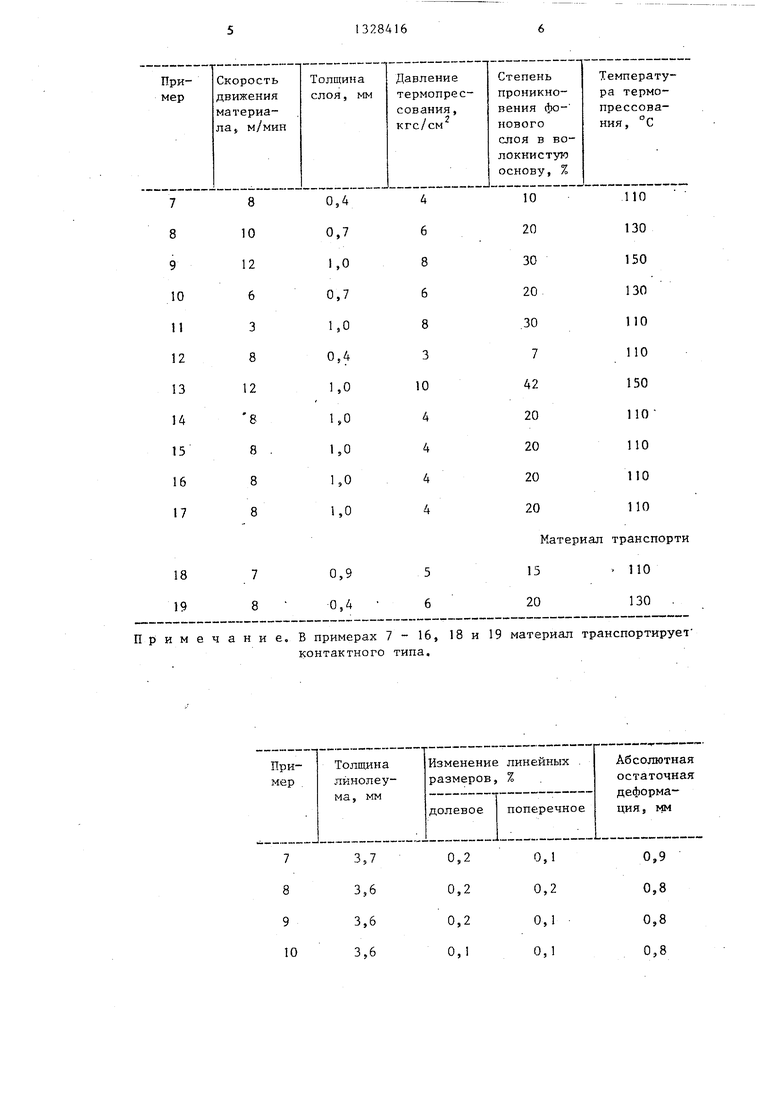
Трехслойное полотно движется со скоростью до 8-12 м/мин и нагревается до 110 - 150 С с одновременным терможелированием на барабанном устройстве при давлении 4-8 кгс/см, степень проникновения фонового слоя в волокнист:)То теплозвукоизолирующую основу составляет при этом 10 - 30% от ее толщины. Затем формованное полотно линолеума подвергается дополнительной термообработке, транспортируется лицевой стороной к поверхности барабанов трех терможелировочных устройств (секций), состоящих из трех барабанов каждое, при этом в зависимости от скорости температуры барабанов составляют 120 - 160 С, но температура каждого последующего барабана в секции выше температуры предыдущего барабана на 10 - 1°С, Далее материал подвергается поверхностно-г му тиснению, охлаждению и после разбраковки его наматьшают в рулоны.
Примеры 12-13 (сравнительные) . Линолеум получают по при
Толвдна липолеу
MSi мм
110
10
10
3,3
30 50 10
6
m
40. 80 10
3,2 3,2 3,3
30 50
10
40 80
3,25 3,2
меру 7, основные параметры способа приведены в табл.2, однако давление термопрессования в примере 12 3 кгс/см, а в примере 13 составляет 10 кгс/см.
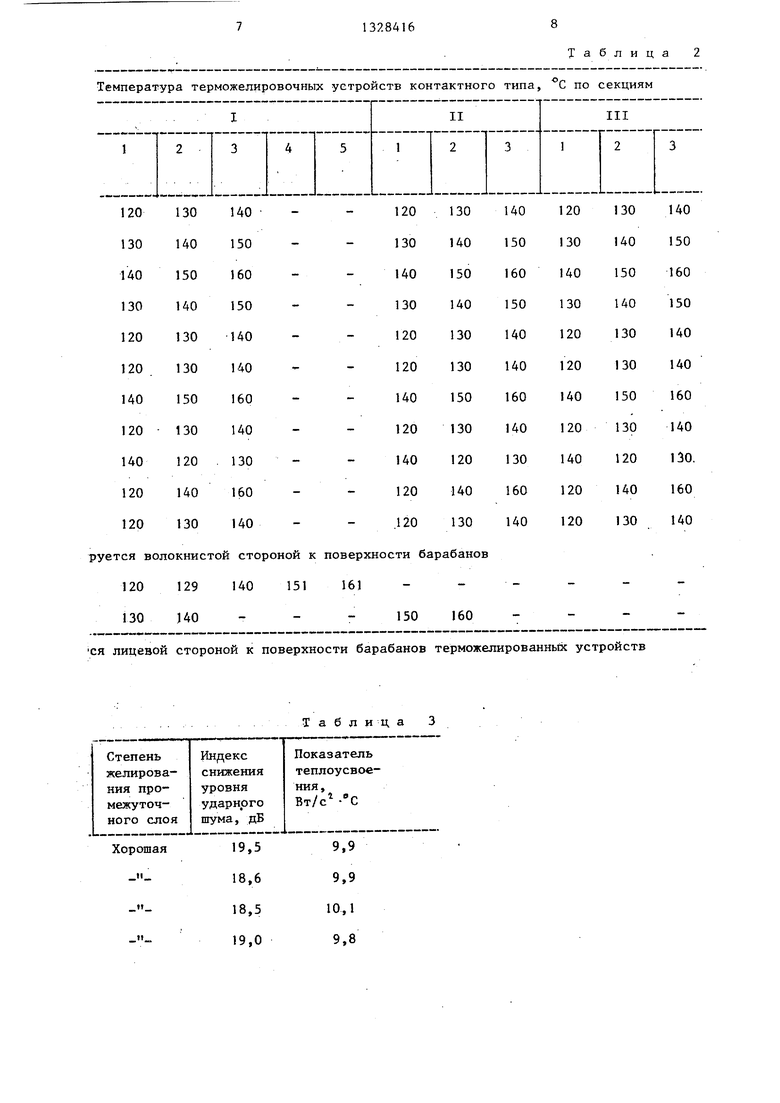
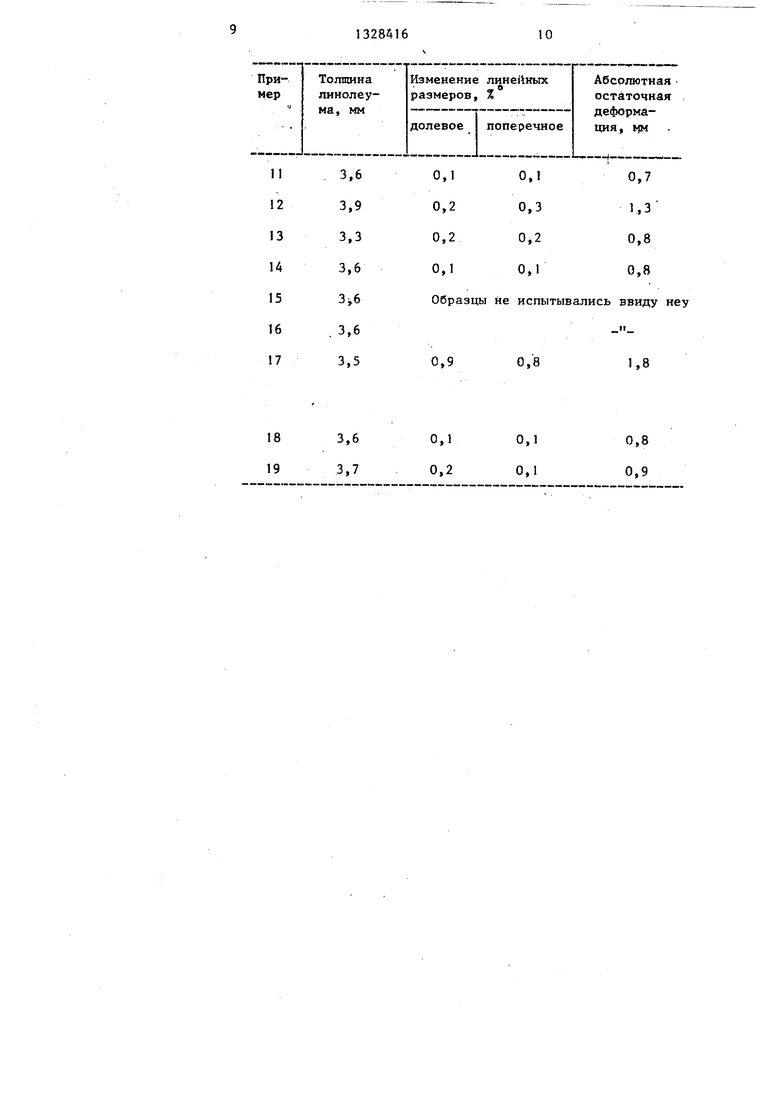
Примеры 14 (предлагаемый) 15 и 16 (сравнительные). Линолеум получают по примеру 7, основные параметры способа приведены в табл.2. ПВХ-линолеум на волокнистой теплозву коизолирующей подоснове, полученный по примеру 14, имеет хорошие физико- механические показатели и внешний вид.
ПВХ-линолеум на волокнистой тепло звукоизолирующей подоснове, полученный по примерам 15 и 16, имеет не- удовлетворительнъй внешний вид, на - лицевой поверхности линолеума имеютс пузыри и раковины.
Пример 17 (сравнительный). Линолеум изготавливается по примеру 14, однако линолеумное полотно после стадии термопрессования переворачивают и транспортируют волокнистой основой к поверхности барабанов терможе- лировочного устройства. Свойства линолеума приведены в табл,3. Линолеум по .примеру 17 характеризуется неудовлетворительной степенью желирования среднего слоя, низкими физико-механическими показателями и неудовлетворительным внешним видом.
Примеры 18и19 (предлагаемые) . На тыльную сторону декоративной ПВХ-штенки, полученной вапьцово- каландровым способом, наносят композицию ПВХ-пластизоля, которую дублируют с волокнистой теплозвукоизолиру ющей подосновой, поступающей с размоточного устройства. Затем сформованТ
Измеиеяне
линейных разйероь, it доп«пок.
доп. I пок.
0,4
0,2
0,2
0,6
0,6
0,5
1,0 Удовпетво-17,012,5 рительная
0,9 ,013,1
0,8 ,614,2
1,3 Неудовлетво-17,312,0 рительная
1,2 ,613,0
0,9 ,,1
1328416
0
5
0
лица
5
0
ное полотно линолеума подвергается дойолнительной термообработке, транспортируется лицевой стороной к поверхности барабанов 1-2-секционного терможелировочного устройства, состоящего из 2 - 5 барабанов. Далее материал подвергается поверхностному тиснению, охлаждению и после разбраковки его наматывают в рулоны. Свойства линолеума по примерам 7-19 приведены в табл.З.
Формула изобретения
Способ изготовления линолеума, включающий дублирование вальцово-ка- ландровой лицевой поливинилхлоридной пленки с волокнистой основой и промежуточным фоновым слоем из поливинилхлоридной пластизольной композиции термопрессованием на барабанном устройстве при 11П - 150°С, отличающий с я тем, что, с целью повыг шения тепло- и звукоизолирующих свойств линoлe г a при сохранении его физико-механических свойств и повьш1е- ния производительности процесса, термопрессование осуществляют при давлении 4-8 кгс/см- до степени проникновения фонового слоя в волокнистую основу, равной 10 - 30% ее толщины, и сформированное полотно линолеума подвергают дополнительной обработке при 120 - 160°С в терможелировочных 5 устройствах контактного типа, состоящих из 2 - 5 барабанов, путем транспортирования линолеума лицевой сторо-«- ны к поверхности барабанов, при этом температура каждого последующего барабана в секции вьшге температуры пре- дьщущего барабана на 101 1°С,
1
0
Примечание, В примерах 7 - 16, 18 и 19 материал транспортирует
контактного типа.
Таблица 2
довлетворительного внешнего вида
Неудовлетвори- . Образцы не испытывались тельнаяв виду неудовлетворительной степени желиро- вания
19,6 19,5
9,8 9,9
Редактор И. Шулла
Составитель В. Федотов Техред М.Моргентал
Заказ 3457/31
Тираж 419Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.5 д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л Бескид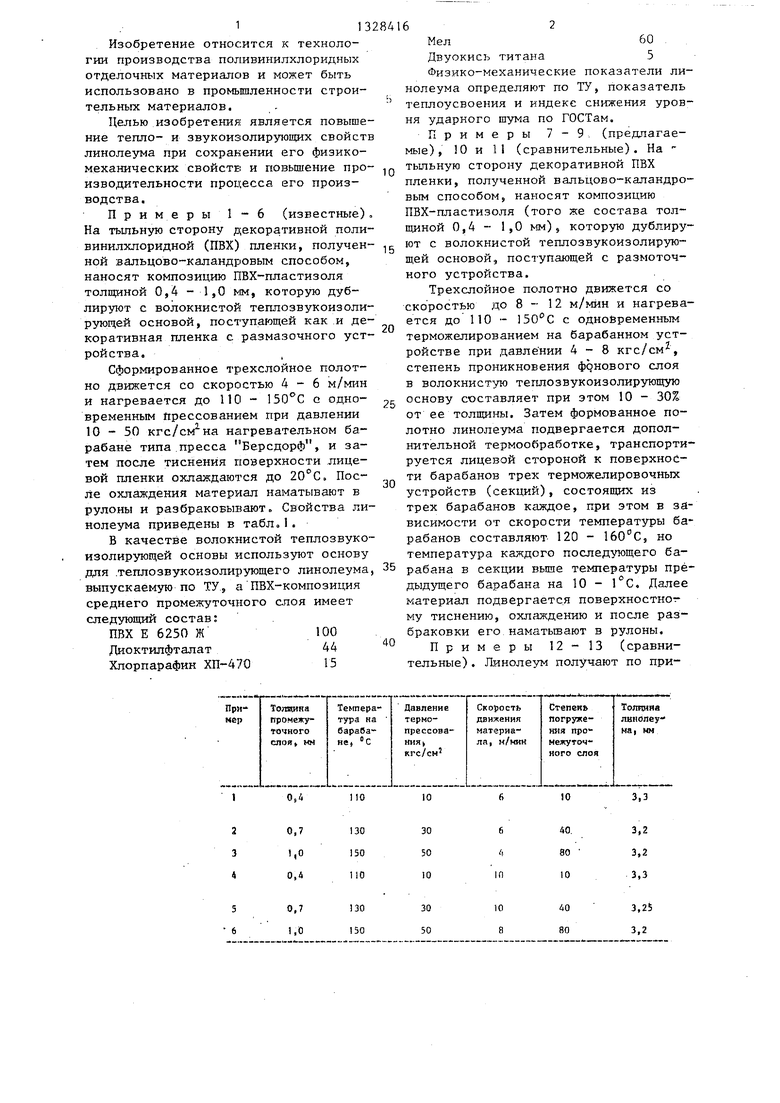

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения линолеума | 1981 |
|
SU956665A1 |
| МНОГОСЛОЙНОЕ РУЛОННОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ | 2001 |
|
RU2233358C2 |
| МНОГОСЛОЙНОЕ РУЛОННОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ ПОЛА | 2003 |
|
RU2247802C1 |
| ТЕПЛОЗВУКОИЗОЛЯЦИОННЫЙ ЛИНОЛЕУМ | 1991 |
|
RU2021404C1 |
| Способ получения линолеума | 1989 |
|
SU1659553A1 |
| Линия "Контакт-3" для производства линолеума | 1989 |
|
SU1684376A1 |
| СПОСОБ ПОЛУЧЕНИЯ РАППОРТА МЕХАНИЧЕСКОГО И ХИМИЧЕСКОГО ТИСНЕНИЯ В ПРОИЗВОДСТВЕ ПВХ ЛИНОЛЕУМА | 2008 |
|
RU2368713C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНОЛЕУМА | 2000 |
|
RU2171324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОЛЬНОГО ПОКРЫТИЯ | 2006 |
|
RU2327827C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИНОЛЕУМА | 2001 |
|
RU2199617C2 |
Изобретение относится к технологии производства поливинилхлоридных (ПВХ) отделочных материалов и может быть использовано в промьшшенности строительных материалов. Изобретение г позволяет повысить звукоизолирующие свойства линолеума на 10 - 20% и теплоизолирующие свойства на 30 - 35% за счет дублирования на барабанном устройстве вальцово-каландровой лицевой ПВХ пленки с волокнистой основой и промежуточным фоновым слоем из ПВХ-пластизольной композиции, термопрессования при давлении 4-8 кгс/см до степени проникновения фонового слоя в волокнистую основу, равной 10 - 30% ее толщины, а также дополнительной обработки сформированного пот лотна линолеума при 120 - 160°С в терможелировочных устройствах контактного типа, состоящих из 2 - 5 барабанов, путем транспортирования линолеума лицевой стороны к поверхности барабанов, при зтом температура каждого последующего барабана в секции выше температуры предьщущего на 10 t ГС. 3 табл. (/) 00 to 00 4
| Быков А.С | |||
| Поливинилхлоридные материалы для полов | |||
| - М.: Стройиз- дат, 1976, с | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
| Способ получения линолеума | 1981 |
|
SU956665A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
