Изобретение относится к машиносгроению и можег быть использовано при сборке узлов из писто&ого материала с помощью болтшых ссеоинений, вьтолняемых по сверхтугой посадке.
По основному авт. св. N« 57О473 известен способ установки болтов в отверстия соециняемых деталей из листового материала преимущественно по сверхтугой посаоке приложением статического тянущйго усилия к оправке, навинченной на технологический тсвостсйик болта, при этом отверстия соеплняемых цеталей перец установкой болта цорнуют аеформирующим пояском оправки 11 .
Недостатком известного способа явл ется невысокое качество соединения це- талей, изготовленных из различных материалов.
Цет- изобретения - пшышение качества соеданения из разнородных материалсв,
Поставленная цель постигается тем, что согласно способу установки болтов .в отверстия соешшяемых деталей из листового материала преимущественно по сверх тугой посадке путем приложения статического тянущего усилия к оправке, навинч«шой на технологический хвостовшс болта, перед установкой болта отверстие соешшяемых деталей дорнуют с натягом Bi формирующим пояском оправки, при этом установку болта и дорнование отверстий производят за одну операцию, в пр« цессе установки болта после дор нования осуществляют обработку отверстий режущей частью, выполненной на оправке.
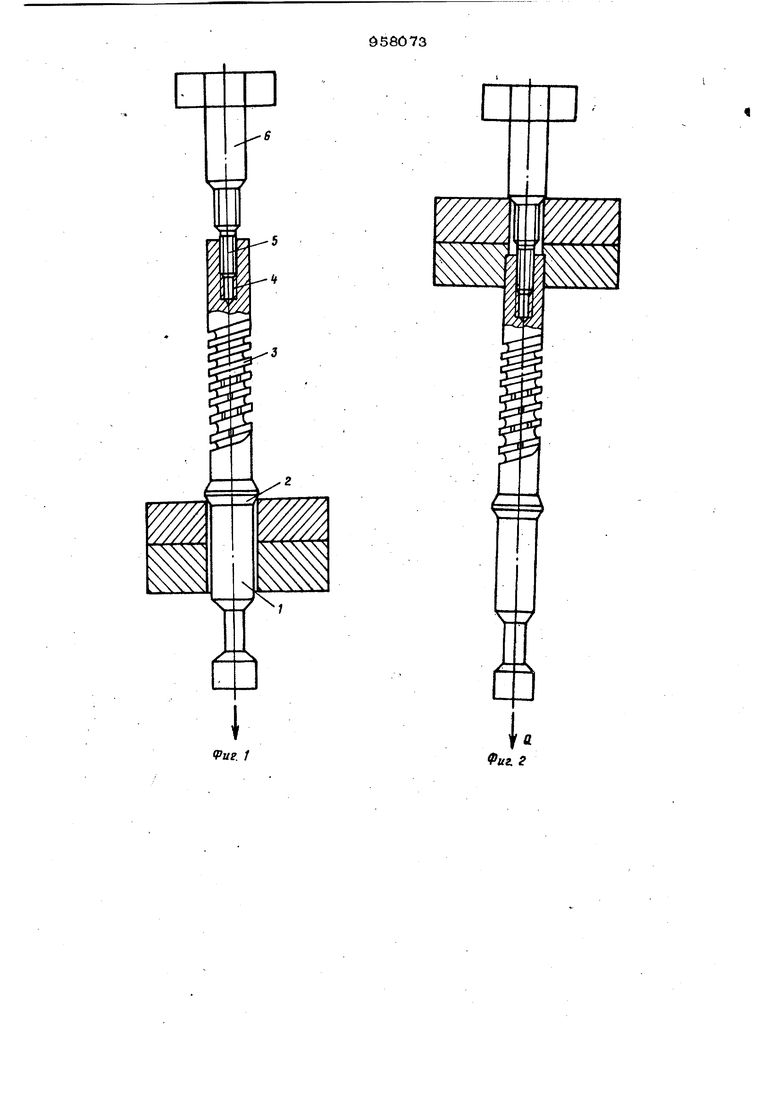
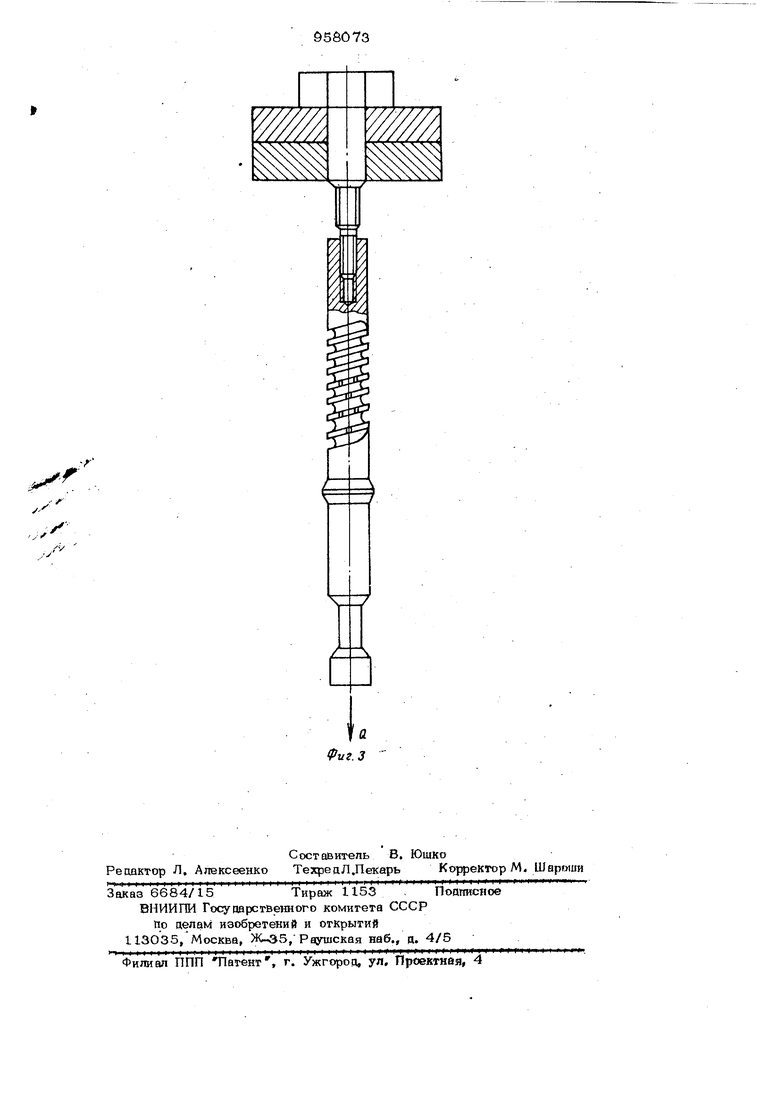
На фиг. 1 схематически псжазана начальная стадия установки болта;на фиг. 2 положение контакта болта своей заходи «Л частью с пакетом; на фиг. 3 - окончательная установка болта в отверстие.
Способ осуществляют следующим образом.
Берут оправку I, выпопн шную гаа одном конце с деформируюишм пояском 2. и режущей частью 3, расположенной за деформирующим ПОИСКОМ 2, а на другом 3958О7 каше - реаьбовым гнездом 4. На гехно погический хвосговик 5 устанавливаемого болта 6 навинчивают резьбовым rjaeaaoM 4 оправку 1. После этого собирают пакет соединяемых деталей из листового материала. Затем в отверстие пакета вводят Концом с деформирующим пояском 2 оправку Д с болтом 6. К оправке 1 приклады)вают осевое усилие Q,. В результате этого происходит дорнование отверстия деформи- te руюшим пояском 2 и протягивание режущей частью 3 оправки I. После достижение контакта головки болта 6 с плоскостьк) пакета происходит установка болта 6с натягом в отверстие соединяемых деталю $ и удаление технологического хвостовика 5 Пример. Берут болт диаметром 8 мм и устанавливают его в отверстие ее единяемых деталей из алюминиевыкспдавов.. , D 16Т и В96Т1 по сверхтугой nocat - д ке с натягом 1,2% от диаметра. Онравку, навинченную на технологичес- кии хвостовик болта, вставляют в ттредаарительно просверленное в пакете отверстие диам тром 7,8-11 мм. Диаметр аеформиру55 кицего пояска оправки равен 8,О7-0,б1мм, а режущей части - 8,О10-0,ОО5 мм. После этйго оправку с болтом протягивают через отверстие пакета с помощью силовой головки, применяемой для протягива- зв ния отверстий в агрегатно-сборочном производстве (не показана). После прохода деформирующего пояска диаметры отверстий в деталях из сплавов Д 16 и В 95 34 сгановятся равными 7,98-8,00 и 7,967,98 мм соотвегсгвенно. CnetvKamafl за деформирукацим пояском режуишя часть оправки снимает припуск О,О4-О,О6 мм, после чего диаметры отверстий становятся 8,ОО-8,О2 мм в каждой из деталей, После установки болта в отверстия соединяемых деталей натяг оказывается постоянным по всей толщине пакета, Предлагаемый способ по сравнению с известным повышает качество постановки болтов в отверстия соединяемых деталей из /истового материала из раш1ых сплавов за счет устранения ступенчатости профи ля путем протягивания отверстия режущей частью оправки после до мования.; Формула Изобретения Способ установки болтов в отверстия соеданяемых деталей из листового материала по авт сВ. № 570473, о т л и чающийся тем, что, с целью повь шения качества соединения деталей из разнеродных материалов, в продессе установки болта после дорнования осуществляют обработку отверстий режущей частью, вьтолненной. на оправке. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР hfe 57О473, кл. В 23 Р 11/02, 1973 (прототип).
иг. 1
Фиг. г
;Х
.,V
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки болтов в отверстия соединяемых деталей из листового материала | 1973 |
|
SU570473A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ | 2008 |
|
RU2371673C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462340C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| ГИБОЧНЫЙ ШТАМП И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2623939C2 |
| Способ образования болтового соединения | 1981 |
|
SU1137261A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |