yciaiioBiai для непрерывного производства стеклянных труб путем сворачивания непрерывно вырабатываемой стеклянной ленты в цилиндр и последующей сварки стыка продольного HjBa известны. Такие установки состоят из стекловаренной печи, примыкающей к пей пары валков, формируюи.1,их ленту, и горелок для разогрева стыков и сварки шва. Предлагаемая установка отличается от известных тем, что для сворачивания ленты применена оправка, рабочая поверхность передней части которой выполнена с радиусом, плавно уменьшающимся по ходу ленты до размера радиуса цилиндрической части оправки, а д.ля обжима леьггы па последней применено несколько последовательно установленных фасонных валиков.
На фиг. 1 изображен вид спереди предлагаемого устройства; на фиг. 2-вид его сверху; на фиг. 3- разрез по АА на фиг. 1; на фиг. 4- разрез по ББ фиг. 1; на фиг. 5: слева-резрсз по ВВ фиг. 1, справа-разре:; по ДДфиг. 1;на фиг. 6-
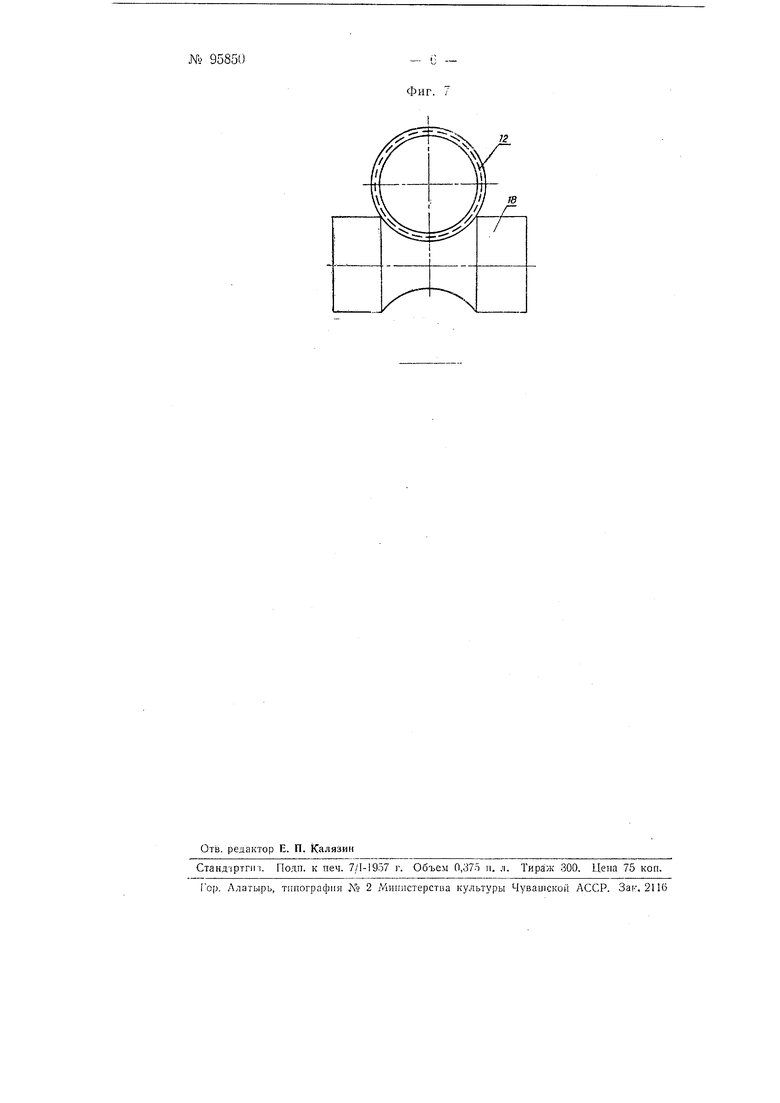
разрез по ГГ фиг. 1; на фиг. 7- разрез по ЕЕ фиг. 1.
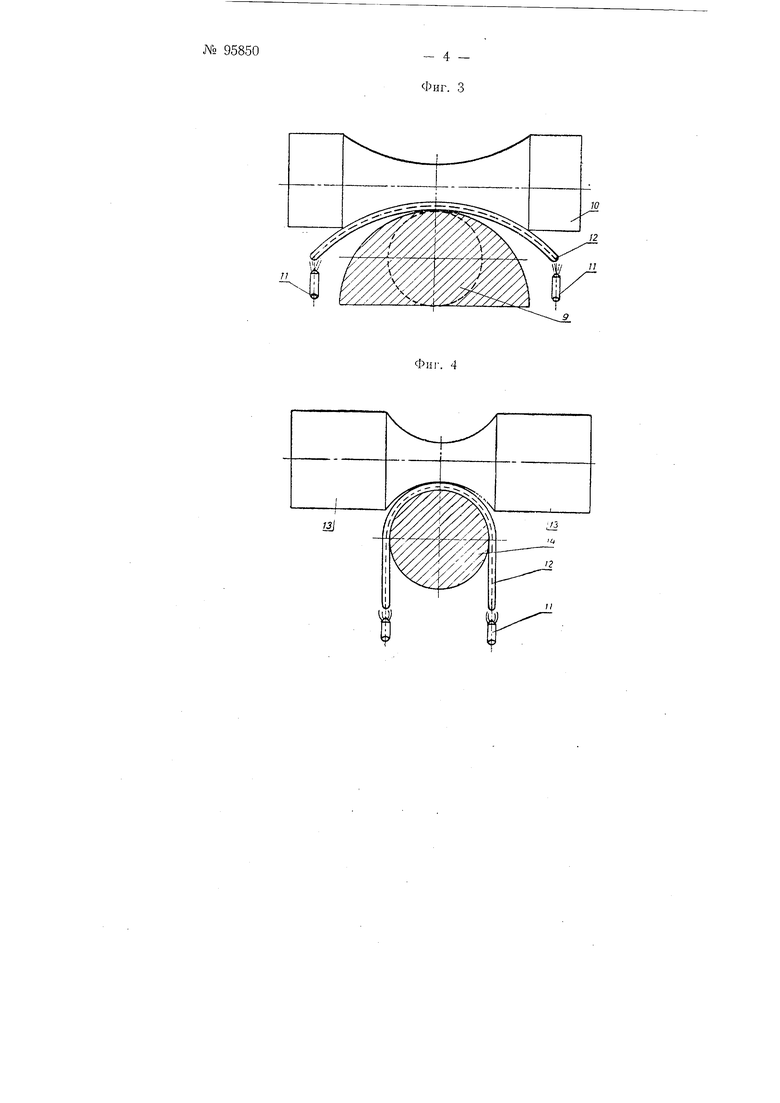
Сваренная в ванной пеми и уже готовая к выработке стекломасса / поступает в выработочпый бассейн 2, откуда через щель между брусьями 3 и 4 вытекает на плиту 5 и разливается по ней равномерным слоем. Потом стекломасса / попадает между горизонтально вращающимися металлическими валками 6 и 7, охлаждаемыми снаружи и изнутри воздухом. Валы прокатывают ленту по заданной толщине. Далее стекломасса / движется по горизонтальному или )1аклонному металлическому холодильнику 8, охлаждаемому водой, и в мягком, эластичном состоянии поступает в зазор между сходян,ейся на конус металлической оправкой 9 и фасонным вращающимся валиком 10. В этом месте лента, непрерывно подогреваемая с торцов снизу газовыми горелками //, сгибается, принимая форму по,луцилиидра (фиг. 3).
Затем лента 12 подходит к фасонному валику 3 (фиг. 4), расположенному над цилиндрическим продолжеиием 14 конической оправки У и иячинает приним;пчз форму перевернутого вверх дном желоба.
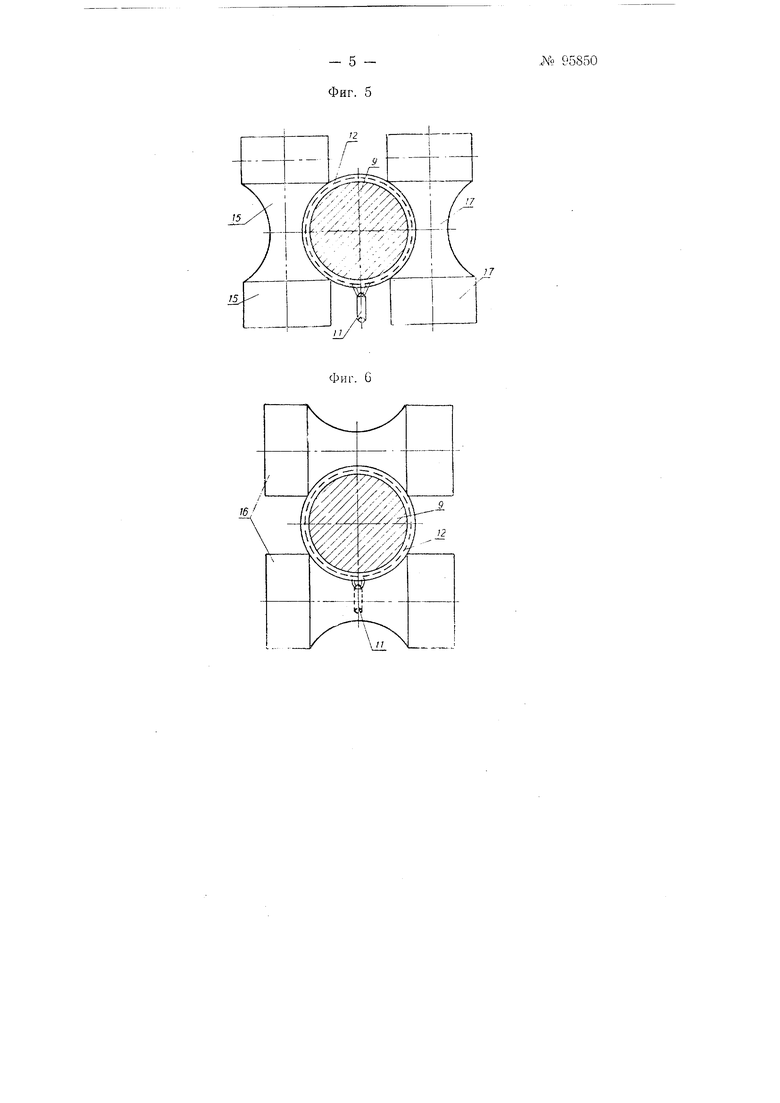
На дальнейшем нути стеклянный желоб, оставаясь мягким благодаря об01феву, нроходит между боковыми обжнмными валиками 15 (фиг. 5) и оправкой 14. В этом месте происходит изгибание стенок желоба в цилиндр.
Для сварки стыков продольного шва на цилиндре и заглажив,ании шва предусмотрена пара вращагощихся обжимных валиков 16 и пара обжимных валиков 17 (фи1 6 и фиг. 5 справа).
Радиус кривизны образуюн1,ей валика 10 больгие, чем радиус кривизны образующей остальных валиков. Валики 10, 13 и 16 расиоложень; горизонтально, валики 15 и 17- вертикально. Все эти валики служат од ювремен ;о н тянульны.м устройством.
С целью получения необходимой пластичиости, стеклоленту по пути ее движется от холодильника 8 до обжимных валиков 17 обогревают газовыми горелками 11, расноложенными до валиков 15 по обе етороны оиравки, а далее внизу-вдоль стыка.
Эти горелки осуществляют также н сварку шва трубы.
Готовая труба 12 поступает далее i-ia транспортирующие валики 8, которые подают ее в отжигательное устройство.
Для получения стеклянной трубы, армированной металлической сеткой 19, носледняя подается между прокатными валами 6 v 7 через валик 20, установленный между плитами 5 и 21.
В целях -получения гладкой ленты С1екла, а из нее гладкой трубы, прокатнБю валы 6 к 7 охлаждаются снаружи и изнутри сжатым воздухом, который иОлЧается по соплам 22 и 23.
Предмет изобретения
Установка для непрерывного производства стеклянных труб путем сворачивания непрерывно вырабатываемой стеклянной ленты в цилиндр и последующей сварки стыка, состоящая из стекловаренной печи, примыкающей к ней пары формующих ленту валков и горелок для разогрева стыков и сварки щва, отличающаяся тем, что для сваривания ленты применена оправка, рабочая поверхность которой выполнена с изменяющимся , плавно уменьщающимся по ходу ленты до размера радиуса цилиндрической части оправки, а для обжима ленты на последней применено несколько последовательно установленных фасонных валиков.
Li
4)1
.о
sL
k
5Й|
k
№ 95850
- 4 Фиг. 3

Фиг. 4
g
Фиг. 5
.№ 95850
J2
