(54) СПОСОБ КОНТРОЛЯ ПОПЕРЕЧНЫХ СЕЧЕНИЙ
ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО АЗИМУТАЛЬНО-УГЛОМЕСТНОЙ ИНДИКАЦИИ В ОПТИКО-ЛОКАЦИОННЫХ СИСТЕМАХ | 2015 |
|
RU2628301C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КООРДИНАТ ПОВЕРХНОСТИ ОБЪЕКТА | 1990 |
|
SU1769574A1 |
| Способ определения распределения крутизны неровностей плоского шероховатого объекта | 1988 |
|
SU1582005A1 |
| МАГНИТООПТИЧЕСКОЕ УСТРОЙСТВО КОНТРОЛЯ ИЗДЕЛИЯ | 1993 |
|
RU2047170C1 |
| Способ параллельной передачи оптической информации через многомодовое волокно | 1991 |
|
SU1800441A1 |
| Устройство для обнаружения дефектов поверхностей | 1991 |
|
SU1800332A1 |
| ЛАЗЕРНЫЙ КЛЕЙМИТЕЛЬ | 1996 |
|
RU2111849C1 |
| ПОЛЯРИМЕТР ПОГРУЖНОЙ ДЛЯ КОНТРОЛЯ ДОЛИ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ В СВЕТЛЫХ НЕФТЕПРОДУКТАХ | 2020 |
|
RU2730040C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ ОПТИКО-ЛОКАЦИОННАЯ СИСТЕМА | 2008 |
|
RU2372628C1 |
| ОПТИЧЕСКОЕ СКАНИРУЮЩЕЕ УСТРОЙСТВО (ВАРИАНТЫ), УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ФОРМИРОВАНИЯ ЦВЕТНОГО ИЗОБРАЖЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2257601C2 |
1
Изобретение относится к контрольно-измерительной технике и может быть использовано при контроле формы поперечных сечений непрозрачных изделий, имеющих в контролируемых сечениях выпуклые формы, и при контроле взаимного положения изделий 5 в пространстве.
Известен способ контроля поперечного сечения изделий путем проекции профильного изображения на экран и сравнения его либо с теоретическим контуром, нанесенным ю на экран, либо с чертежом, выполненным в определенном масштабе 1.
Недостатком этого способа является низкая производительность при определении геометрической формы поперечного сечения.
Наиболее близким по технической сущ- 15 кости к предлагаемому является способ контроля поперечных сечений изделий, заключающийся в том, что сканируют пучком света контролируемое изделие и формируют контур его поперечного сечения, по которому и 2о производят контроль. Сканируют пучком света противоположные стороны изделия, при этом продольная ось световой полосы, которая образуется на поверхности контролируемого изделия, расположена перпендикулярно к продольной оси изделия. Далее отраженный свет оптической системой проецирует на устройство визуализации, имеющее координатную сетку, где замеряют профиль поперечного сечения 2.
Недостатками этого способа являются невозможность контроля изделий со сложной конфигурации поперечного сечения, невозмо кность одновременного контроля поперечных сечений системы изделий и их взаимного положения в пространстве, т.е. способ имеет ограниченные функциональные возможности.
Цель изобретения - расщирение функциональных возможностей.
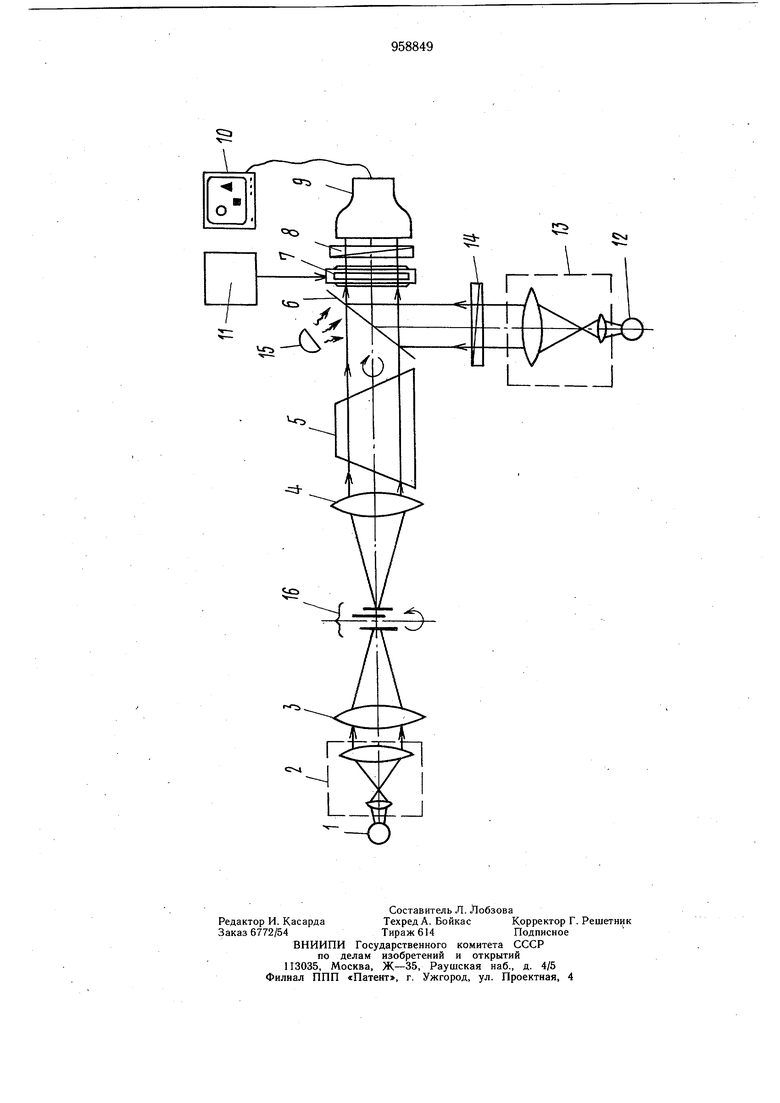
Указанная цель достигается тем, что осуществляют круговое сканирование, перед сканированием пучок света расширяют в направлении, перпендикулярном оси сканирования, осуществляют круговое сканирование, получают теневое изображение изделия, вращают это изображение с постоянной скоростью, равной скорости сканирования, проецируют это изображение на фоточувствительный слой, после чего производят формирование контура поперечного сечения изделия. На чертеже изображен один из вариантов схемы устройства, реализующего указанный способ контроля. Устройство содержит последовательно расположенные источник 1 синего света, телескопическую систему 2, цилиндрические линзы 3 и 4, призму Дове 5, полупрозрачное зеркало б, транспарант 7, поляризатор 8, телевизионную трубку 9 и монитор 10, источник 11 питания, а также последовательно расположенные источник 12 красного света, телескопическую систему 13 и поляроид 14, источник 15 света. Способ осуществляется следующим образом. Предварительно импульсом света, от источника 15 света и при напряжении источника 11 питания, р авном нулю, производят стирание изображения на транспаранте 7, выполненном из кристалла, обладающего линейным электрооптическим эффектом и фотопроводимостью. Затем после установки системы контролируемых изделий 16 осущест вляют запись информации на транспаранте 7. Для этого пучок света от источника 1 синего света, расширенный телескопической системой 2 направляют с помощью цилиндрической линзы 3 на контролируемые издеЛИЯ 16, которые расположены в фокальных плоскостях линзы 3 и цилиндрической линзы 4, обладающих достаточно большим фокусным расстоянием. После линзы 4 призмой Дове 5 вращают теневое изображение изделий 16 таким образом, что за один оборот изделий 16 происходит полный оборот теневого изображения контролируемых изделий 16 на транспаранте 7, где осуществляется запись информации, при этом вращение системы изделий 16 и призмы Дове 5 происходит во взаимно перпендикулярных плоскостях. Считывание информации, выполняют следующим образом. Луч света от источника 12 красного света, расширенный телескопической системой 13, поляризуют поляроидом 14. Затем при помощи полупрозрачного зеркала 6 направляют на транспарант 7. Пространственная модуляция электрического поля в транспаранте 7 при записи приводит к ло- I кальному изменению коэффициента преломления и наведенному двулучепреломлению, поэтому считывающий свет, проходя через транспарант 7 и поляризатор 8, скрещенный с поляризатором 14, пространственно модулируется по амплитуде. Полученное изображение переносится телевизионной трубкой 9 на экран монитора 10, где и осуществляется контроль. Таким образом, предлагаемый способ можно применять одновременно для контроля поперечных сечений нескольких деталей, контроля формы и пространственного распределения непрозрачных включений в оптически прозрачной среде. Формула изобретения Способ контроля поперечных сечений изделий, заключающийся в том, что сканируют пучком света контролируемое изделие и фррмируют контур его поперечного сечения, по которому и производят контроль, отличающийся тем, что, с целью расширения функциональных возможностей, перед сканированием пучок света расширяют в направлении, перпендикулярном оси сканирования, осуществляют круговое сканирование, получают теневое изображение изделия, вращают это изображение с постоянной скоростью, равной скорости сканирования, проецируют это изображение на фоточувствительный слой, после чего производят формирование контура поперечного сечения изделия. Источники информации, принятые во внимание при экспертизе 1.Крупп Н. Я. Оптико-механические измерительные приборы М-Л., 1962, Государственное научно-техническое издательство машиностроительной литературы, с. 218. 2.Патент Великобритании № 1385912, кл. G 01 В 11/10, 07.09.7 (прототип).
