(54) УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой дефектоскоп для контроля сварных швов | 1986 |
|
SU1388786A1 |
| Ультразвуковое устройство для контроля качества материалов | 1980 |
|
SU926592A1 |
| Ультразвуковое устройство для контроля сварных соединений | 1987 |
|
SU1430878A1 |
| Устройство для автоматической регистрации параметров жидких сред | 1990 |
|
SU1704061A1 |
| Ультразвуковое устройство для контроля прочности бетона | 1984 |
|
SU1288581A1 |
| Устройство управления к ультразвуковому дефектоскопу | 1982 |
|
SU1071959A1 |
| УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ КАЧЕСТВА КРУПНОЗЕРНИСТЫХ МАТЕРИАЛОВ | 1992 |
|
RU2039980C1 |
| Ультразвуковой дефектоскоп | 1978 |
|
SU845083A1 |
| Ультразвуковой дефектоскоп для автоматического контроля сварных швов | 1980 |
|
SU1472816A1 |
| Ультразвуковой дефектоскоп | 1977 |
|
SU785742A1 |
1
Изобретение относится к неразрушающим испытаниям ультразвуковым методом и может быть использовано для контроля сварных швов с валиком усиления.
Известно устройство для ультразвукового контроля сварных швов, содержаш,ее генератор зондируюш.их импульсов, синхронизатор, усилитель и блок обработки 1.
Недостатком данного устройства является низкая достоверность и производительность контроля.
Наиболее близким к изобретению по технической сущности и достигаемому результату является, устройство для ультразвукового контроля сварных швов, содержащее последовательно соединенные синхронизатор, формирователь строб-импульсов и автоматический сигнализатор дефектов (АСД), генератор зондирующих импульсов, вход которого соединен с выходом синхронизатора, два наклонных преобразователя, соединенных с выходом генератора зондирующих импульсов, усилитель, два входа которого подключены к наклонным преобразователям, и блок автоматической регулировки усиления (АРУ), включенный между усилителем и АСД 2.
Недостатком известного устройства является низкая достоверность и производительность контроля, так как оно не позволяет автоматически корректировать чувствительность электроакустического тракта и положение зоны контроля.
Цель изобретения - повышение достоверности и производительности контроля.
10
Поставленная цель достигается тем, что устройство снабжено последовательно соединенными гребенчатым преобразователем, вход которого соединен с выходом генератора зондирующих импульсов, измерителем
третий выход - с вторым входом формирователя строб-импульсов.
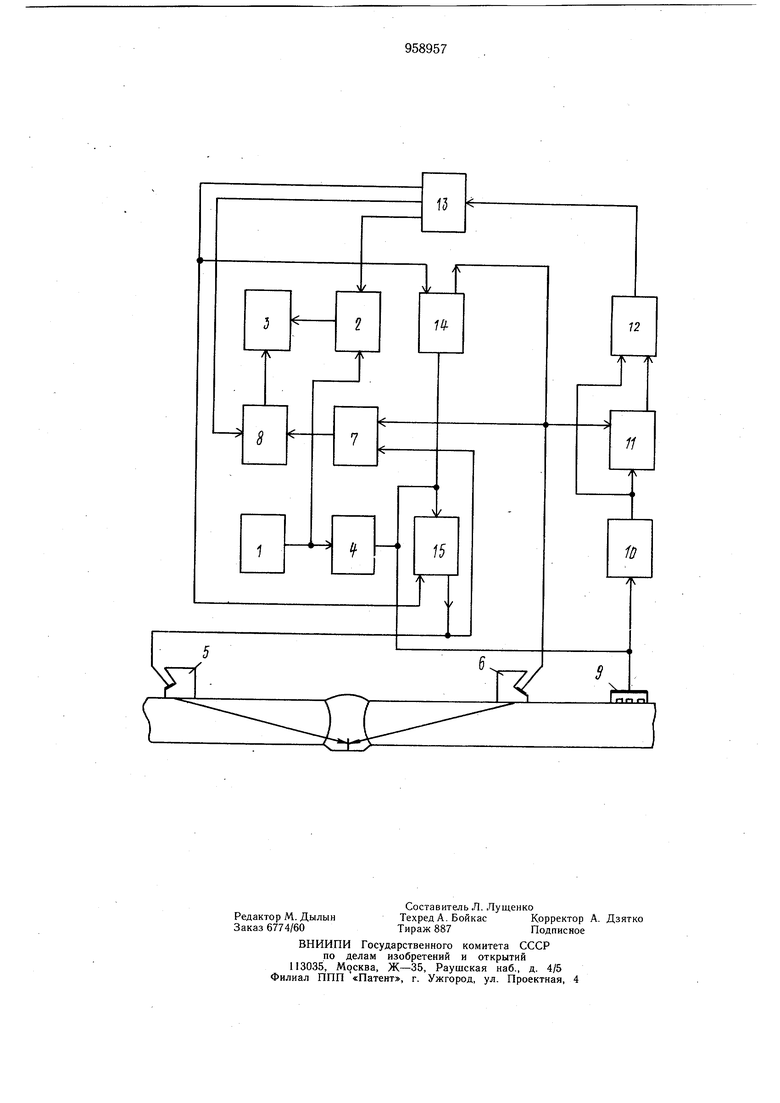
На чертеже представлена блок-схема уст ройства.
Устройство содержит последовательно соединенные синхронизатор 1, формирователь 2 строб-импульсов и АСДЗ, генератор
4зондирующих импульсов, вход которого соединен с выходом синхронизатора 1, наклонные преобразователи 5 и б, соединенные с выходом генератора 4 зондирующих импульсов, усилитель 7, два входа которого подключены к наклонным преобразователям
5и 6,- блок 8 АРУ, включенный между усилителем 7 и ЛСД 3, последовательно соединенные гребенчатый преобразователь 9, вход которого соединен с выходом генератора 4 зондирующих импульсов, измеритель 10 скорости, измеритель 11 толщины, вход которого подключен к выходу второго наклонного преобразователя 6, блок 12 ввода информации, второй вход которого соединен
с выходом измерителя 10 скорости, и ЭВМ 13, а также фазовращатели 14 и 15, включенные между усилителем 7 и генератором 4 зондирующих импульсов и соединенные с первым выходом ЭВМ 13. Второй выход ЭВМ 13 соединен с вторым входом блока АРУ 8, а третий выход - с вторым входом формирователя 2 строб-импульсов.
Устройство для ультразвукового контроля сварных швов работает следующим образом.
Синхронизатор 1 запускает генератор 4 зондирующих импульсов и формирователь 2 строб-импульсов. Генератор 4 зондирующих импульсов возбуждает наклонные преобразователи 5 и 6, установленные симметрично по обе стороны сварного шва. Углы ввода ультразвука преобразователей 5 и 6 выбраны из условия возбуждения в сварном шве поперечной волны. Принятые преобразователями 5 и 6 эхо-сигналы поступают на усилитель 7, блок 8 АРУ и на АСД 3, куда также поступают строб-импульсы с выхода формирователя 2 строб-импульсов для временного селектирования эхо-сигналов и отстройки от сигналов валика усиления щва.
Одновременно гребенчатый преобразователь 9 возбуждает в контролируемом изделии поверхностные волны, а так как отнощение скоростей поперечных и поверхностных волн величина постоянная, то по измеренному зна чению скорости поверхностных волн происходит компенсация относительно изменения скорости поперечных волн. Для этого с выхода измерителя 10 скорости поступает сигнал с преобразователя 6.
По полученному значению скорости ультразвука измеритель 11 толщины определяет толщину контролируемого изделия, и оба
эти параметры вводятся в блок 12 ввода информации, а затем в ЭВМ 13. ЭВМ 13 вырабатывает сигналы управления, поступающие в блок 8 АРУ для регулировки чувствительности, на формирователь 2 стробимпульсов для смещения зоны контроля в зависимости от толщины изделий и на фазовращатели 14 и 15 для обеспечения заданного угла ввода ультразвука в изделие.
Таким образом, предложенное устройство позволяет повысить достоверность и производительность контроля, так как дает возможность автоматически поддерживать чувствительность в зависимости от геометрических и акустических характеристик контролируемого изделия, а также зону контроля и угол ввода ультразвука.
Формула изобретения
Устройство для ультразвукового контроля сварных щвов, содержащее последовательно соединенные синхронизатор, формирователь строб-импульсов и автоматический сигнализатор дефектов, генератор зондирующих импульсов, вход которого соединен с выходом синхронизатора, два наклонных преобразователя, соединенных с выходом генератора зондирующих импульсов, усилитель, двд входа которого подключены к наклонным преобразователям, и блок автоматической регулировки усиления, включенный между усилителем и автоматическим сигнализатором дефектов, отличающееся тем, что, с целью повышения достоверности и производительности контроля, оно снабжено последовательно соединенны1 «.к гребенчатым преобразователем, вход которого соединен с выходом генератора зондирующих импульсов, измерителем скорости, из.мерителем толщины, второй вход которого подключен к выходу второго наклонного преобразователя, блоком ввода информации, второй вход которого соединен с выходом измерителя скорости, и ЭВМ, двумя фазовращателями, каждый из которых включен между усилителем и генератором зондирующих импульсов и соединен с первым выходом ЭВМ, второй выход ЭВМ соединен с вторым входом блока, автоматической регулировки усиления, а третий выход - с вторым входом формирователя строб-импульсов. Источники информации,
принятые во внимание при экспертизе
