4
со
о
00
30
Изобретение относится к не разру- шающему контролю ультразвуковыми методами и может быть использовано при ручном ультразвуковом контроле листовых изделий преимущественно малой толщины наклонными преобразователями.
Целью изобретения является повьше- ние достоверности контроля за счет последовательного временного строби- рования приемного тракта широким и узким стробами.
На чертеже представлена структурная схема устройства.
Устройство содержит последовательно соединенные синхронизатор 1, генератор 2 зондирующих импульсов, приемопередающий преобразователь 3, усилитель 4, аналоговый ключ 5 и индикатор 6, первый элемент И 7, последовательно соединенные первый элемент 8 задержки и формирователь 9 строба, последовательно соединенные вторые элемент 10 задержки.и формирователь 11 строба, последовательно соединенные формирователь 12 порогового напряжения, компаратор 13, триггер 14 и второй элемент И 15, соединенный с входом второго элемента 10 задержки, первьй вход первого элемента И 7 соединен с вторым выхо- дом триггера 14, вторые входы первого и второго элементов И 7, 15 объединены и соединены с выходом синхронизатора 1, выход первого элемента И 7 соединен с входом первого элемента 8 задержки, элемент ШШ 16,, соединенный с выходами первого и второго формирователей 9, 11 строба, выход элемента ШШ 16 соединен с вторым входом аналогового ключа 5, а второй вход компаратора 13 соединен с выхо-- дом аналогового ключа 5,
Устройство работает следующим образом.
Синхронизатор 1 запускает генератор 2 зондирующих импульсов, обеспечивающих возбуждение ультразвуковых
колебаний. 1
Прошедшие через контролируемое изделие импульсы ультразвуковых колебаний воспринимаются приемопередающим преобразователем 3 и с его выхода поступают на вход усилителя 4, с выхода которого подаются на вход ана- логогого ключа 5. Первоначально триггер 14 устанавливается в исходное положение, при этом элемент И 15 открывается и включает элемент 10 за0
5
0
5
0
5
0
5
0
5
держки. Через интервал времени, пропорциональный расстоянию до начала зоны контролируемого сварного шва, сигнал с выхода элемента 10 задержки подается на вход формирователя 11 строба, длительность которого определяется зоной контроля сварного шва.
Сигнал с выхода формирователя 11 строба открывает аналоговый ключ 5, и на индикаторе 6 индихщруется эхо- сигнал от дефекта.
В режиме настройки с формирователя 12 порогового напряжения на первый вход компаратора 13 подают напряжение, уровень которого определяет порог обнаружения дефекта. При амплитуде эхо-сигнала на втором входе компаратора 13, превышающей порог обнаружения, последний срабатьшает и переключает триггер 14, который через элемент И 7 запускает элемент 8 задержки и формирователь 9 строба. Указанные элементы устройства при этом настраиваются так, чтобы эхо- сигнал от эталонного отражателя попадал в формируемый ими стробирующий импульс малой длительности.
При работе устройства в режиме ручного контроля сварного шва триггер 14 вновь устанавливается в исходное положение, после чего преобразователь 3 перемещают вдоль оси сварного шва. Триггер 14 находится в-сое- I тоянии, при котором запущены элемент
10 задержки и формирователь 11 строба, формирующие стробируюпдш импульс большой длительности.
;.
При появлении эхо-сигнала от де- фекта происходит переключение триггера 14, ас его помощью запускаются элемент 8 задержки и формирователь 9 строба, формирующий узкий строб.
При появлении узкого строба на индикаторе преобразователем 3 осуществляется поперечное сканирование в направлении, перпендикулярном шву, до тех пор, пока на индикаторе 6 не появится сигнал о наличии дефекта. При необнаружении дефекта делают вывод о том, что переключение стробов произошло в результате действия помехи, и преобразователь 3 снова переводится в режим продольного сканирования .
Изобретение позволяет повысить достоверность контроля и определить
место расположения источника эхо-сит- нала в зоне контроля.
Формула изобретения
Ультразвуковое устройство дпя контроля сварных соединений, содержащее последовательно соединенные синхронизатор, генератор зондирующих импульсов, приемопередающий преобразователь, усилитель, аналоговый ключ -и индикатор, первый элемент И, последовательно соединенные первьй элемент задержки и формирователь строба, последовательно соединенные вtopыe элемент задержки и формирователь строба, отличающееся тем, что, с целью повьшения достоверности
10
15
0878
контроля, оно снабжено последовательно соединенными формирователем порогового напряжения, компаратором, триггером и вторым элементом И, соединенным с входом второго элемента задержки, и элементом ИЛИ, соединенным с выходами первого и второго формирователей строба, первый вход первого элемента И соединен с вторым выходом триггера, вторые входы первого и второго элементов И объединены и соединены с выходом синхронизатора, выход первого элемента И соединен с входом первого элемента задержки, выход элемента ИЛИ соединен с вторым входом аналогового ключа, а второй вход компаратора соединен с выходом аналогового ключа.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой дефектоскоп для контроля сварных швов | 1986 |
|
SU1388786A1 |
| Ультразвуковое устройство для контроля качества материалов | 1987 |
|
SU1430879A1 |
| Ультразвуковое устройство для контроля качества материалов | 1985 |
|
SU1295327A1 |
| Ультразвуковой дефектоскоп для ручного контроля | 1981 |
|
SU1250934A1 |
| Способ ультразвукового контроля изделий | 1978 |
|
SU987509A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ И ИЗДЕЛИЙ | 1990 |
|
RU2018816C1 |
| Ультразвуковой эхо-импульсный толщиномер | 1986 |
|
SU1350495A1 |
| Ультразвуковой дефектоскоп для контроля изделий зеркально-теневым методом | 1988 |
|
SU1559281A1 |
| Ультразвуковой дефектоскоп | 1983 |
|
SU1087884A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2044314C1 |
Изобретение относится к неразрушающему контролю ультразвуковыми методами и может быть использовано при ручном ультразвуковом контроле листовых изделий преимущественно малой толщины наклонными преобразователями. Целью изобретения является повышение достоверности контроля за счет последовательного временного стробирования приемного тракта широким и узким стробами. Принятый преобразователем 3 эхо-сигнал через аналогичный ключ 5 поступает на индикатор 6, При сканировании вдоль сварного шва формирователь 11 строба формирует широкий строб. При появлении зхо-сигнала триггер 14 под действием импульса с выхода компаратора 13 из-- менит состояние, и формирователь 9 начнет формировать узкий строб. Производя поперечное относительно шва сканирование, конкретизируют местоположение источника эхо-сигнала в зоне контроля. 1 ил. le сл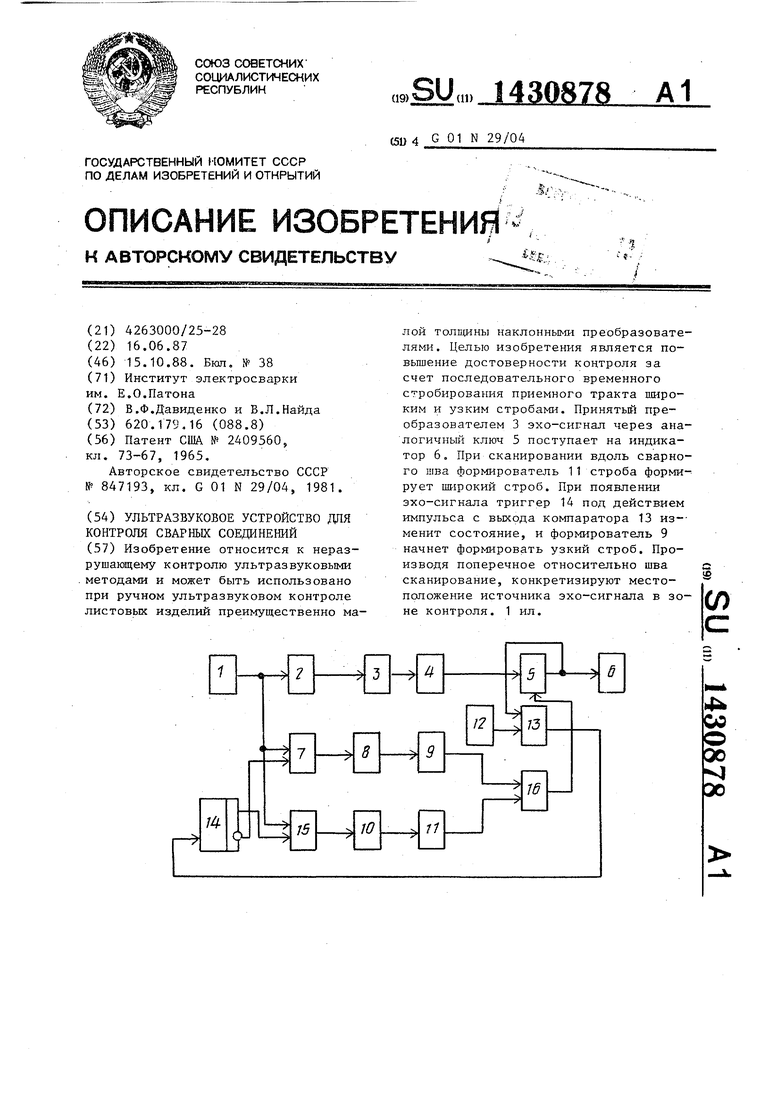
| СПОСОБ ПОЛУЧЕНИЯ 2,1-ДИАЗОНАФТАЛИНОН-ХЛОРИДА-5-СУЛЬФОКИСЛОТЫ | 2009 |
|
RU2409560C2 |
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
