(54) УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ПУТЕМ ПОГРУЖЕНИЯ ИЗДЕЛИЙ В ЖИДКОСТЬ .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления полимерных покрытий с поверхности окрасочной оснастки | 2021 |
|
RU2780075C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1972 |
|
SU352804A1 |
| Устройство для нанесения покрытий на изделия | 1985 |
|
SU1305790A1 |
| Устройство для нанесения покрытия | 1981 |
|
SU1015924A1 |
| СПОСОБ МОЙКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277981C2 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТИ ТРУБ | 2000 |
|
RU2170623C1 |
| Установка для химической обработки изделий | 1983 |
|
SU1196417A1 |
| РОТОРНО-ПЛЕНОЧНЫЙ ТЕПЛОМАССООБМЕННЫЙ АППАРАТ | 1999 |
|
RU2158393C1 |
| КЛАССИФИКАТОР ДЛЯ ИЗМЕЛЬЧЕННЫХ ОТХОДОВ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2338596C2 |
Изобретение относится к оборудованию для нанесения покрытий на изделия посредством погружения их в раствор покрывающего вещества и, в частности, касается конструкции ванн для растворов и дополняющего их оборудования, предназначенных для нанесения покрытия на рабочую поверхность чувствительных элементов в виде таблеток с определенной химической избирательной чувствительностью и с токопроводящими деталями на торцах.
Известно устройство для нанесения покрытия путем погружения изделий в жидкость, содержащее ванну с переливньЛм устройством, насос и трубопровод для создания рециркулируемого потока жидкости через ванну, на трубопроводе установлен регулятор пото-ка жидкости ll.
Недостатком этого устройства является то, что жидкость, поступающая в ванну, неизбежно несет с собой некоторое количество пузырьков воздуха, которые в ванне всплывают на поверхность жидкости..Часть из них при неполном погружении изделий прилипает к поверхности обрабатываемого изделия и нарушает его покрытие.
Кроме того, в результате уноса жидкости в виде покрытия на изделиях и вследствие улетучивания растворителя уровень раствора в ванне неизбежно падает, поэтомуего необходимо постоянно восстанавливать.
В этом устройстве происходит возмущение зеркала (поверхности) жидкости интенсивными рециркулирую10щими потоками, что совершенно неприемлемо при производстве чувствительных элементов, где погрешность поддержания уровня жидкости желательно уменьшить до порядка 0,1-0,2 мм.
15 Кроме того, установлено, что интенсивность омывающего Чувствительный элемент потока также влияет на индикационную характеристику элемента.
Недостаток этого устройства со20стоит также в том, что нестабильность напора и его пульсации, зависящие от насоса и его привода, приводят к непостоянству уровня жидкости, ряби (волнам) на.поверхности
25 жидкости.
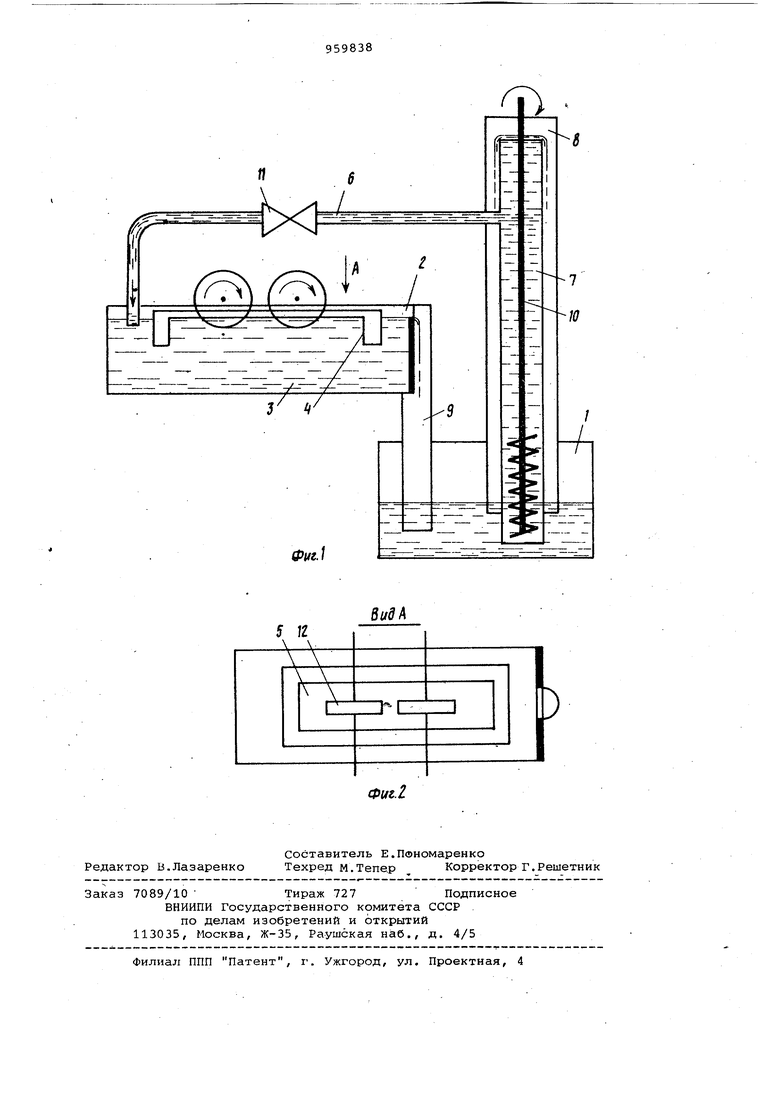
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для нанесения покрытия путем погру30жения изделий в жидкость, содержащее подпитывающую емкость, соединенную с ней через сливной порог ванну с перегородками, ограничивающими рабочую зону, и ycтaнoв leнный в подпитывающей емкости Hacod f2. Известное устройство осуществляет обработку изделий полным их погружением, поэтому задача поддержания стабильного уровня жидкости в нем не решена. Следует отметить, что для достиже ния желательной для производства чувствительных элементов точности положения и поддержания уровня жидкости необходимо учитывать -влияние на него даже мениска смачивания стенок жидкостью. Цель изобретения - повышение качества изделий за счет обеспечения точности установки и поддержания постоянного уровня жидкости в рабоче зоне ванны. Поставленная цель достигается за счет того, что в устройстве для нанесения покрытия путем погружения изделий в жидкость, содержащем подпитывающую емкость, соединенную с ней через сливной порог ванну с пе регородками, ограничивающими рабочую зону, и установленный в подпитываиице емкости насос, насос снабжен сообщаю щейся с ванной напорной емкостью со сливным порогом, расположеннь1м выше уровня жидкости в ванне, причем перегородки ванны выполнены в виде открытых сверху желобов. При этом корпус насоса и напорная емкость выполнены в виде одной трубы Особенность производства чувствительных элементов при нанесении по крытия заключается в том, что покрытие наносят в основном на цилиндрическую поверхность таблетки, которая служит чувствительной зоной. Нанесен ное на чувствительный элемент покрытие повышает его избирательные и эксплуатационные свойства. Ограничение разброса индикационных характеристик изделий получают, в частности соблюдением глубины погружения их в раствор, что достигается, в первую : очередь, стабилизацией уровня раствора в ванне для.нанесения покрытия, обеспечиваемой предлагаемой конструкцией устройства. На фиг. 1 схематично изображено предлагаемое устройство для нанесения покрытия, общий вид; на фиг. 2 вид А на фиг. 1.г Устройство содержит подпитывающую емкость 1, соединенную с ней через сливной порог 2 ванну 3 с перегородками 4, отделяющими рабочую зону 5. Перегородки 4 выполнены в виде.откры тых сверху желобов. Устройство включает также установленный в подпитывающей емкости 1 насос, снабженный сообщающейся при помощи напорного i трубопровода 6 с ванной 3 напорной емкостью 7 со сливным порогом, расположенным выше уровня жидкости в ванне 3. Напорная емкость 7 установлена вертикально в возвратной трубе б. Сливной порог 2 3 выполнен в виде выреза в стенке ее корпуса. К корпусу со стороны выреза примыкает сливная трубка 9 с продольным срезом примерно в диаметральной плоскости. Благодаря этому сливная трубка 9 охватывает вырез в стенке корпуса ванны 3. Нижний конец сливной трубки 9 помещен в подпитывающую емкость 1.. Рабочий орган 10 насоса выполнен в виде двух- или трехзаходного винта, установленного в нижней части напорной емкости 7. Размеры открытой части ванны с целью уменьшения улетучивания из жидкости растворителя выбраны минимальными. Так, например, для обработки чувствительных элементов ширина ванны принята равной 10-12 мм, а длина - 20 мм на каждый из одновременно обрабатываег их элементов. Ширина притупляющей плоскости на заостренном крае стенки и перегородки в рабочей зоне ванны .не должна превышать 0,3 мм. Глубина выреза встенке корпуса ванны (переливное устройство) составляет 1, мм. Напорная емкость 7 выполнена с напорным трубопроводом 6, на котором установлен вентиль 11 для точной регулировки рециркуляционного потока жидкости. Выходной конец напорного трубопровода 6 помещен в ванну 3 вне ее рабочей зоны 5 со стороны, противоположной сливному порогу 2. Этим обеспечивается постоянство концентрации раствора по длине рабочей зоны 5 ванны 3. Для погруядания, выдержки в ванне и извлечения из нее изделий 12, подлежащих обработке, выполнен механизм (не показан), Устройство работает следукядим образом. Рабочий орган 10 насоса поднимает жидкость из подпитывающей емкости до верхнего края йапорной емкости 7. Жидкость переливается через ее край и сливается обратно в подпитывающую емкость 1 по пространству между напорной емкостью 7 и возвратной трубой 8. Так как слива1бщаяся жидкость заполняет-лишь часть сечения межтрубного пространства, уровень жидкости, а следовательно, и высотный напор, создаваемый напорной емкостью на входе в напорный трубопровод б, сохраняется постоянным. Расход жидкости, поступающей в ванну, регулируется вентилем 11.
После того, как жидкость заполнит анну 3, она переливается через ливной порог 2 в стенке корпуса ваны и через сливную трубу 9 возвращатся в подпитывающую емкость 1. Поверхность жидкости в рабочей зоне 5 анны 3 всегда самоустанавливается т остркк кромок верхних краев стенок. При недостаточном поступлении ванну жидкости поверхность ее образует вогнутый мениск, начинающий- .О ся от острых кромок, а при избыточном - вьтуклый мениск. При этом перел $ва жидкости через ванны
3не происходит, так как некоторое повышение уровня жидкости приводит 15 к увеличению сечения потока через сливной порог 2 и сливную .трубку 9, т.е. происходит авторегулирование.
Вентилем 11 устанавливают такой расход жидкости, чтобы в рабочей зо- 20 не 5 ванны 3 пбверхность жидкости не имела ни выпуклого, ни вогнутого мениска. В этом случае уровень жид- . кости в ванне 3 Точно совпадает с ее краями и поэтому глубину погруже- 25 ния изделий 12 в жидкость можно ориентировать по положению их относител.ьно краев рабочей зоны ванны.
Практически погрешность установки уровня .жидкости относительно л краев рабочей зоны ванны не превышает 0,1-0,2 мм. Случайные пульсации
напора жидкости, изменение напора, попадающие в ванну пузырьки воздуха в жидкости гаснут в зоне поступления jj в ванну, т.е. вне рабочей ее зоны.
Желобообразная форма перегородки
4ванны 3 не дает возможности жидкости из этой зоны сомкнуться поверх перегородки с жидкостью рабочей зоны.
У сливного порога 2 обычно суще- ствует некоторый спад уровня жидкоси, поэтому рабочая зона 5 ванны 3 отделена такой же пере ородкой 4 и со стороны сливного порога.
Установка простых (одинарных) 5 ерегородок 4 с верхними краями выше уровня стенок ванны 3 не может обеспечить необходимой точности установки уровня в ней, так как мениск смачивания поднимает уровень жидкости50 около перегородок 4 выше краев корпуса ванны.
После создания в устройстве рециркулИрующего потока жидкости и выведения ее уровня в необходимое положение, изделия, например чувствительные элементы 12, закрепляются в механизме (не показан), который последовательно производит погружение изделий 12 в рабочую зону 5 ванны 3 на установленную глубину, выдерживает их там заданное время, а затем удсшяет из ванны для проведения сушки. Для получения ровного покрытия чувствительные элементы 12 после их закрепления приводятся во вращение с заданной скоростью в течение всей операции.
. Применение предлагаемого устройства позволяет повысить выход годных изделий, что обеспечит надежность систем, в которых используются чувствительные элементы.
Формула изобретения
в виде рдной трубы.
Источники информации, принятые во внимание при экспертизе
