(54) АГРЕГАТНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПИЛОПРОДУКЦИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок для изготовления пилопродукции | 1983 |
|
SU1138318A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КОРОТКОМЕРНОЙ ПИЛОПРОДУКЦИИ | 1992 |
|
RU2050257C1 |
| АГРЕГАТНЫЙ СТАНОК ДЛЯ ПРОИЗВОДСТВА КОРОТКОМЕРНОЙ ПИЛОПРОДУКЦИИ | 1992 |
|
RU2041795C1 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2012 |
|
RU2547551C2 |
| Станок для производства короткомерной пилопродукции | 1986 |
|
SU1323384A1 |
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ ЛЕСОМАТЕРИАЛОВ С УДАЛЕНИЕМ СЕРДЦЕВИННОЙ ГНИЛИ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2466859C2 |
| Линия изготовления короткомерной пилопродукции | 1987 |
|
SU1502302A1 |
| Ленточнопильный станок | 1979 |
|
SU793757A1 |
| ФРЕЗЕРНО-ПИЛЬНАЯ МАШИНА ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 1994 |
|
RU2090357C1 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 1994 |
|
RU2060875C1 |
1
Изобретение относится к деревообрабатывающим станкам и может быть использовано в лесопильной и деревообрабатывающей промышленности.
Известен станок для изготовления пилопродукции, включающий механизм отпиливания, выносной транспортер и механизм подачи 1.
Известен также агрегатный станок для изготовления пилопродукции, включающий механизмы продольного надрезания и отпиливания, поперечный и выносной транспортеры, прижим, механизм подачи, приводы и стол 2.
Недостатком известных станков является их низкая производительность, обусловленная большим количеством вспомогательных операций.
Цель изобретения - повышение производительности.
Указанная цель достигается тем, что станок снабжен механизмом поперечного надрезания, ускорительным транспортёром и передающим конвейером, содержащим два вертикальных цепных контура с щарнирно установленными на них люльками, причем механизм подачи выполнен в виде
двух гусеничных конвейеров, ветви которых расположены- в одной горизонтальной плоскости, а рабочая ветвь одного из них снабжена прижимными роликами.
5При этом механизм отпиливания выполнен в виде горизонтальной ленточной пилы, а механизм поперечного надрезания - в виде блока круглых пил.
Причем стол станка имеет площадку с
10 устройством вертикального перемещения.
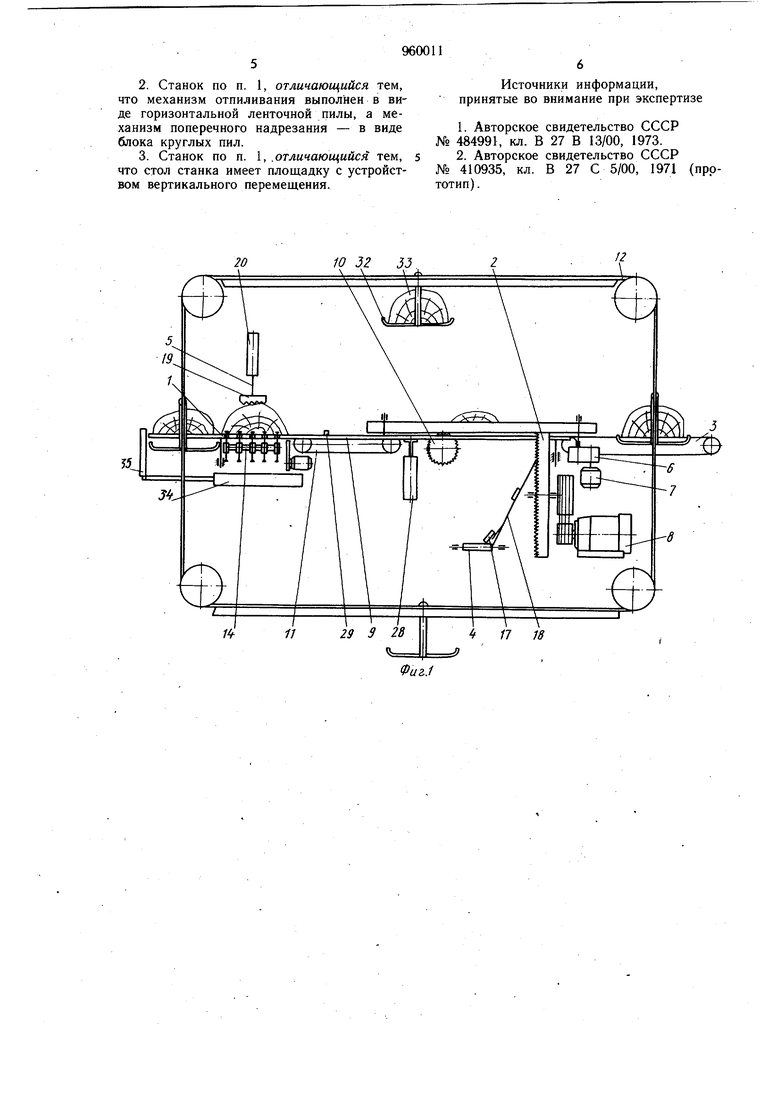
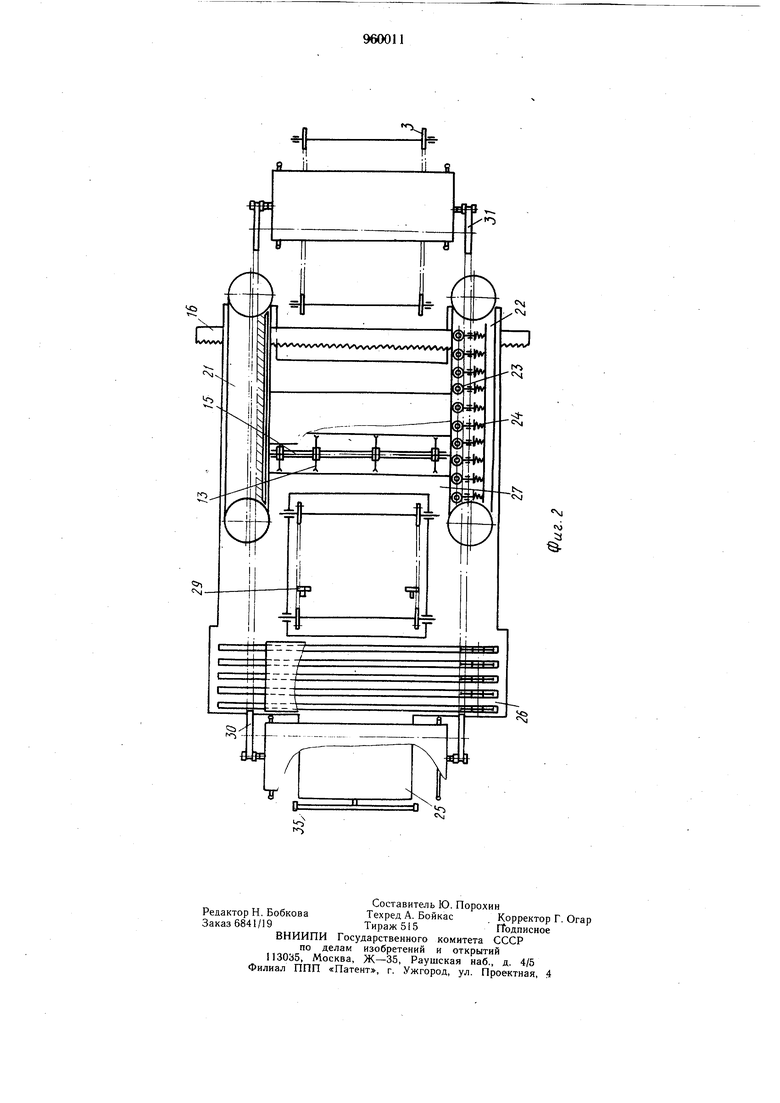
На фиг. 1 изображен предлагаемый агрегатный станок, общий вид; на фиг. 2 - то же, вид сверху.
Агрегатный станок для изготовления 15 пилопродукции включает механизм 1 продольного надрезания, механизм 2 отпиливания, поперечный и выносной транспортеры 3 и 4, прижим 5, механизм 6 подачи, приводы 7 и 8 и стол 9.
Станок снабжен также механизмом 10
20 поперечного надрезания, ускорительным транспортером 11 и передающим конвейером 12. Механизмы и 10 продольного и поперечного надрезания выполнены в виде блока 13 круглых пил, разделенных съемными кольцами 4 и втулками 15, чем обеспечивается получение продукции с различными размерами по длине и ширине. Механизм 2 отпиливания выполнен в виде горизонтальной ленточной пилы 16. .На выносной транспортер 4 продукция в виде дощечек 17 поступает по наклонному лотку 18. Прижим 5 снабжен гребенкой 19, установленной на штоке гидроцилиндра 20. Ме.ханизм 6 подачи выполнен в виде двух гусеничных конвейеров 21 и 22, ветви которых расположены в одной горизонтальной плоскости. Рабочая ветвь конвейера 22 снабжена прижимными роликами 23 с пружинами 24., Стол 9 включает приемную площадку 25, опорную поверхность 26 и выставочную площадку 27 механизма 10 поперечного надрезания. Стол снабжен устройством вертикального перемещения в виде гидроцилиндра 28, чем обеспечивается настройка на требуемый размер по толщине продукции. Ускорительный транспортер И имеет упоры 29 выполненные в виде поворотных, подпружиненных . Передающий конвейер 12 содержит два вертикальных цепных контура 30 и 31, на которых шарнирно установлены люльки 32 для переноса распиливаемого материала 33. Приемная площадка 25 снабжена гидроцилиндром 34 с толкателя.ми 35. Станок работает следующим образом. Распиливаемый материал 33 подают поперечным реверсивны.м транспортером 3, откуда он снимается люлькой 32 и переноситсй ею при движении конвейера 12 на приемную площадку 25. Люлька 32 мере опускания вниз оставляет распиливаемый материал 33 на площадке 25, при этом автоматически включается гидроцилиндр 34, который толкателями. 35 перемещает распиливаемый материал на опорную поверхность 26. Толкатели 3. возвращаются в исходное положение. Включаются гидроцилиндр 20 и механизм 1 продольного надрезания, круг.тые пилы которого при поступательном перемещении вдоль распиливаемого материала 33 выполняют в нем снизу продольные резы глубиной равной толщине вырабатываемой продукции. Это достигается за счет того, что круглые пилы, механизма продольного надрезания возвышаются над опорной поверхностью 26 на толщину продукции. После выполнения продольных резов механизм продольного надрезания включает переключатель, дающий команду на разжим распиливаемого материала и включение гидроцилиндра 34. Толкатели 35 перемещают очередной рас- пиливаемый материал 33 . на опорную поверхность 26, который сталкивает предыдущий материал на постоянно включенный ускорительный транспортер 11. Упоры 29 подают материал в механизм 6 подачи. При захвате материала конвейерами 21 к 22, скорость которых ниже скорости ускорительного транспортера 11, упоры 29 в результате взаимодействия с материалом поворачиваются и проходят под материалом, после чего возвращаются в исходное положение. Благодаря наличию ускорительного транспортера и исполнению конвейеров 21 и 22 без индивидуальных захватов обеспечивается высокая плотность их заполнения материалом независимо от его толщины. Механизм подачи перемещает распиливаемый материал на выставочную площадку 27 и Далее в механизм 10 поперечного надрезания и механизм 2 отпиливания, который отделяет от материала готовую пилопродукцию в виде дощечек 17. Дощечки 17 цо наклонному лотку 18 поступают на выносной транспортер .4. В процессе обработки материал опирается на поверхность стола 9 под действием собственного веса, благодаря чему требуемые размеры продукции получаются автоматически за счет предварительной установки стола 9 на определенную высоту относительно горизонтальной пилы 16 и блока 13 круглых пил, расстояние между которыми в блоке выбрано в соответствии с размерами продукции по длине. После обработки материал механизмом 6 подачи передается на поперечный транспортер 3, который останавливают для съема с него материала люльками 32. Последний вновь переносит материал на приемную площадку 25 и цикл повторяется. В процессе обработки на стенке одноврегленно находится несолько щтук обрабатываемый материалов. По мере заверщения обработки материала на станок поцеречным транспортером 3 подают соответствующее количество нового материала. Применение предлагаемого станка позволяет повысить производительность труда при изготовлении пилопродукции. Формула изобретения 1. Агрегатный станок для изготовления пилопродукции, включающий механизмы продольного надрезания и отпиливания, поперечный и выносной транспортеры, прижим, механизм подачи, приводы и стол, отличающийся тем, что, с целью повыщения производительности, станок снабжен механизмом поперечного надрезания, ускорительным транспортером и передающим конвейером, содержащим два вертикальных цепных контура с щарнирно установленными на них люльками, причем механизм подачи выполнен в виде двух гусеничных конвейеров, ветви которых расположены в одиой горизонтальной плоскости, а рабочая ветвь одного из них снабжена прижимными роликами.
Источники информации, принятые во внимание при экспертизе
№ 410935, кл. В 27 С 5/00, 1971 (прототип).
