(54) СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТУГОПЛАВКИХ
МЕТАЛЛОВ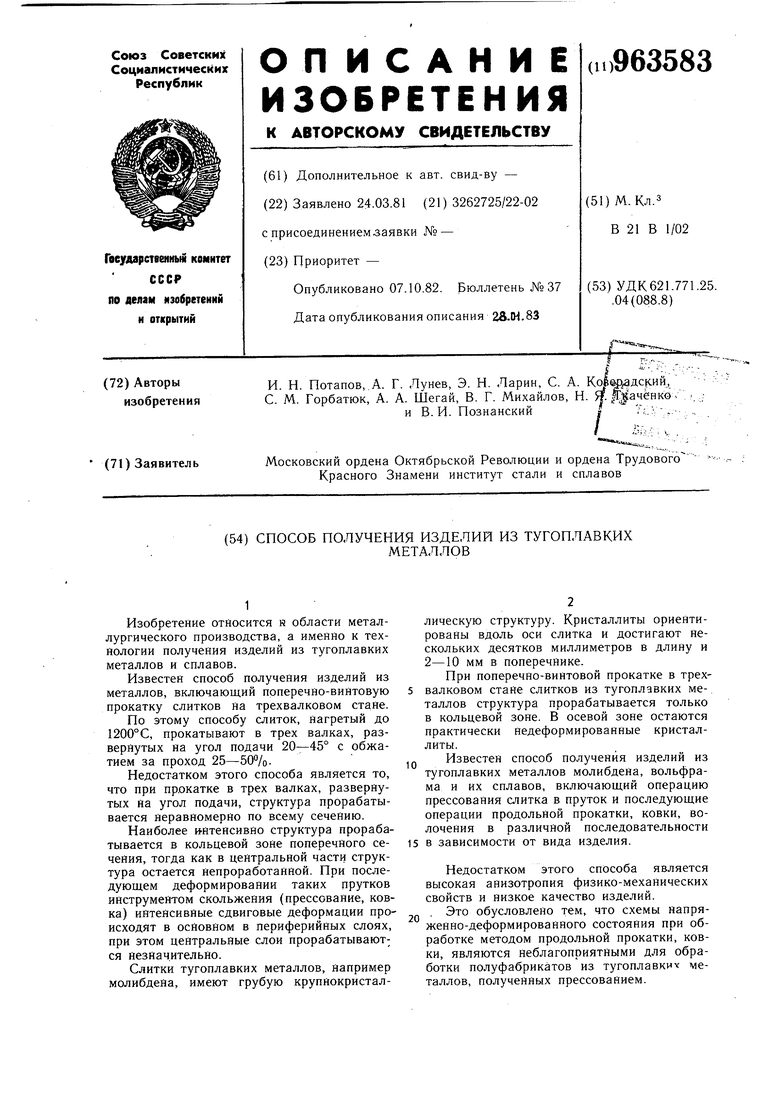
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий из тугоплавких металлов и сплавов | 1982 |
|
SU1068183A1 |
| Способ получения сплошных прутков | 1990 |
|
SU1776468A1 |
| Способ получения полой заготовки с дном | 1988 |
|
SU1563796A1 |
| Способ прокатки сортового металла | 1978 |
|
SU710679A1 |
| Способ поперечно-винтовой безоправочной прокатки | 1975 |
|
SU956079A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ И СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ ПРОВОЛОКИ ИЗ СПЛАВА СИСТЕМЫ НИКЕЛЬ-ТИТАН С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2013 |
|
RU2536614C2 |
| Способ получения прутков из сверхупругих сплавов системы титан-цирконий-ниобий | 2018 |
|
RU2692003C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛУФАБРИКАТОВ ИЗ ЗАЭВТЕКТИЧЕСКИХ СИЛУМИНОВ | 2004 |
|
RU2262997C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ ЗАГОТОВКИ С ОДНОРОДНОЙ СТРУКТУРОЙ | 2009 |
|
RU2412770C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОЙ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2563083C1 |
1
Изобретение относится к области металлургического производства, а именно к технологии получения изделий из тугоплавких металлов и сплавов.
Известен способ получения изделий из металлов, включающий поперечно-винтовую прокатку слитков на трехвалковом стане.
По этому способу слиток, нагретый до 1200°С, прокатывают в трех валках, развернутых на угол подачи 20-45° с обжатием за проход 25-50%.
Недостатком этого способа является то, что при прокатке в трех валках, развернутых на угол подачи, структура прорабатывается неравномерно по всему сечению.
Наиболее интенсивно структура прорабатывается в кольцевой зоне поперечного сечения, тогда как в центральной части структура остается непроработанной. При последующем деформировании таких прутков инструментом скольжения (прессование, ковка) интенсивные сдвиговые деформации происходят в основном в периферийных слоях, при этом центральные слои прорабатываются незначительно.
Слитки тугоплавких металлов, например молибдена, имеют грубую крупнокристаллическую структуру. Кристаллиты ориентированы вдоль оси слитка и достигают нескольких десятков миллиметров в длину и 2-10 мм в поперечнике.
При поперечно-винтовой прокатке в трехвалковом стане слитков из тугоплавких металлов структура прорабатывается только в кольцевой зоне. В осевой зоне остаются практически недеформированные кристаллиты.
Известен способ получения изделий из
10 тугоплавких металлов молибдена, вольфрама и их сплавов, включающий операцию прессования слитка в пруток и последующие операции продольной прокатки, ковки, волочения в различной последовательности 15 в зависимости от вида изделия.
Недостатком этого способа является высокая анизотропия физико-механических свойств и низкое качество изделий. . Это обусловлено тем, что схемы напряженно-деформированного состояния при обработке методом продольной прокатки, ковки, являются неблагоприятными для обработки полуфабрикатов из тугоплавких металлов, полученных прессованием.
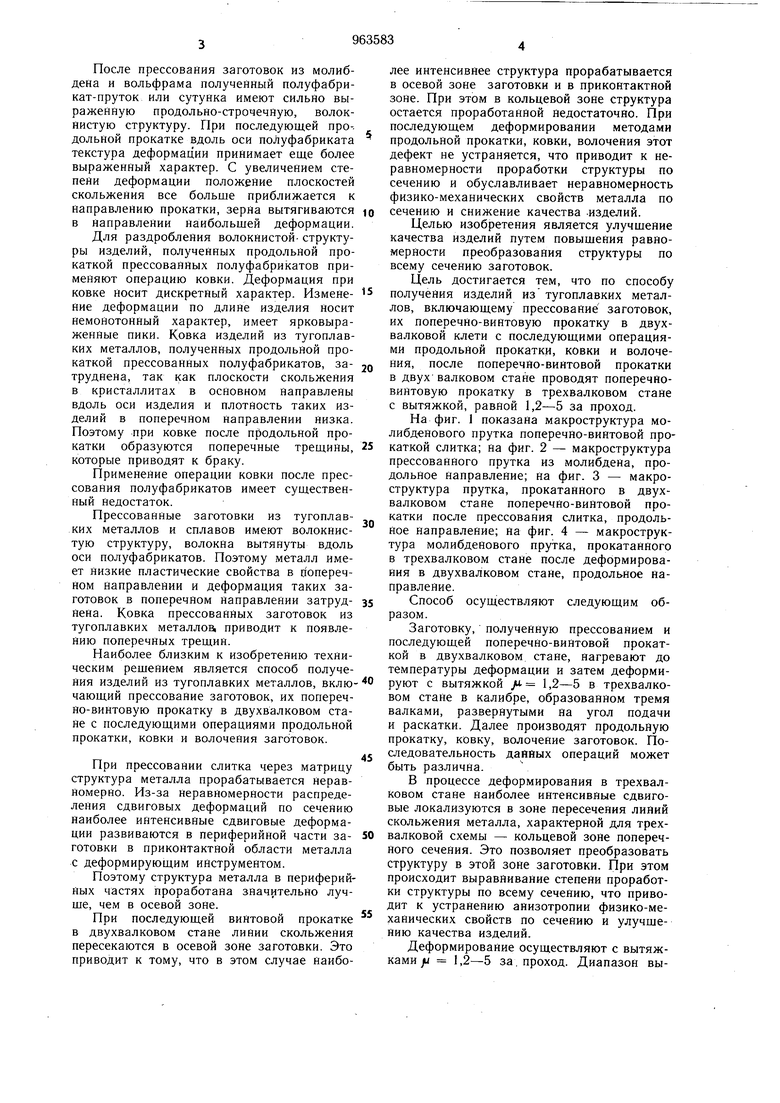
После прессования заготовок из молибдена и вольфрама полученный полуфабрикат-пруток или сутунка имеют сильно выраженную продольно-строчечную, волокнистую структуру. При последующей про-, дольной прокатке вдоль оси полуфабриката текстура деформации принимает еще более выраженный характер. С увеличением степени деформации положение плоскостей скольжения все больше приближается к направлению прокатки, зерна вытягиваются в направлении наибольщей деформации.
Для раздробления волокнистой-структуры изделий, полученных продольной прокаткой прессованных полуфабрикатов применяют операцию ковки. Деформация при ковке носит дискретный характер. Изменение деформации по длине изделия носит немонотонный характер, имеет ярковыраженные пики. Ковка изделий из тугоплавких металлов, полученных продольной прокаткой прессованных полуфабрикатов, затруднена, так как плоскости скольжения в кристаллитах в основном направлены вдоль оси изделия и плотность таких изделий в поперечном направлении низка. Поэтому при ковке после продольной прокатки образуются поперечные трещины, которые приводят к браку.
Применение операции ковки после прессования полуфабрикатов имеет существенный недостаток.
Прессованные заготовки из тугоплавких металлов и сплавов имеют волокнистую структуру, волокна вытянуты вдоль оси полуфабрикатов. Поэтому металл имеет низкие пластические свойства в поперечном направлении и деформация таких заготовок в поперечном направлении затруднена. Ковка прессованных заготовок из тугоплавких металлов приводит к появлению поперечных трещин.
Наиболее близким к изобретению техническим решением является способ получения изделий из тугоплавких металлов, вклю чающий прессование заготовок, их поперечно-винтовую прокатку в двухвалковом стане с последующими операциями продольной прокатки, ковки и волочения заготовок.
гт
При прессовании слитка через матрицу
структура металла прорабатывается неравномерно. Из-за неравномерности распределения сдвиговых деформаций по сечению наиболее интенсивные сдвиговые деформации развиваются в периферийной части заготовки в приконтактной области металла с деформирующим инструментом.
Поэтому структура металла в периферийных частях проработана значительно лучше, чем в осевой зоне.
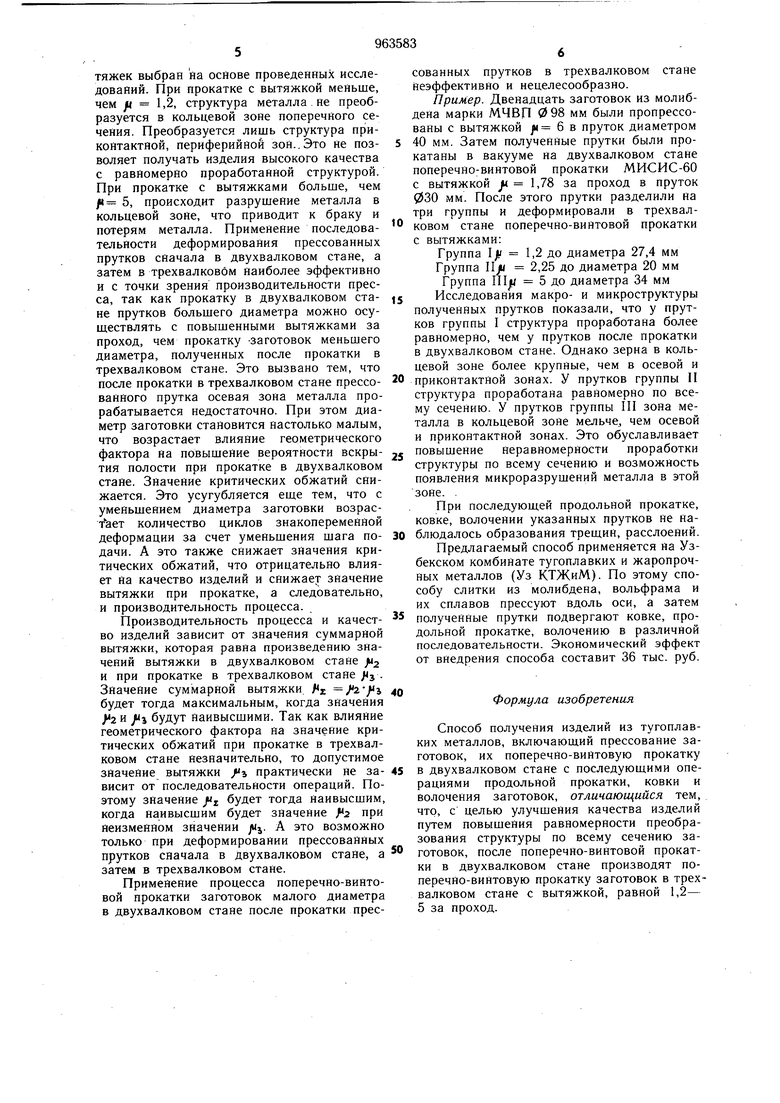
При последующей винтовой прокатке в двухвалковом стане линии скольжения пересекаются в осевой зоне заготовки. Это приводит к тому, что в этом случае наиболее интенсивнее структура прорабатывается в осевой зоне заготовки и в приконтактной зоне. При этом в кольцевой зоне структура остается проработанной недостаточно. При последующем деформировании методами продольной прокатки, ковки, волочения этот дефект не устраняется, что приводит к неравномерности проработки структуры по сечению и обуславливает неравномерность физико-механических свойств металла по сечению и снижение качества -изделий.
Целью изобретения является улучшение качества изделий путем повыщения равномерности преобразования структуры по всему сечению заготовок.
Цель достигается тем, что по способу получения изделий из тугоплавких металлов, включающему прессование заготовок, их поперечно-винтовую прокатку в двухвалковой клети с последующими операциями продольной прокатки, ковки и волочения, после поперечно-винтовой прокатки в двух валковом стане проводят поперечновинтовую прокатку в трехвалковом стане с вытяжкой, равной 1,2-5 за проход.
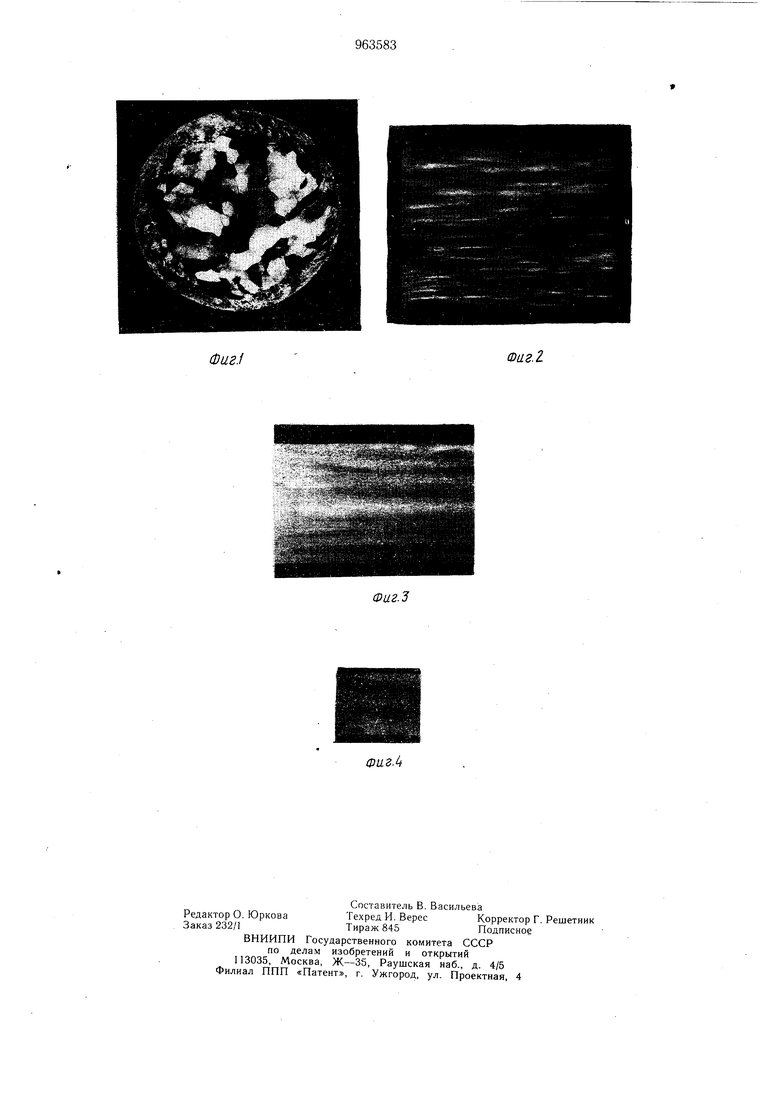
На фиг. 1 показана макроструктура молибденового прутка поперечно-винтовой прокаткой слитка; на фиг. 2 - макроструктура прессованного прутка из молибдена, продольное направление; на фиг. 3 - макроструктура прутка, прокатанного в двухвалковом стане поперечно-винтовой прокатки после прессования слитка, продольное направление; на фиг. 4 - макроструктура молибденового прутка, прокатанного в трехвалковом стане после деформирования в двухвалковом стане, продольное направление.
Способ осуществляют следующим образом.
Заготовку, полученную прессованием и последующей поперечно-винтовой прокаткой в двухвалковом стане, нагревают до температуры деформации и затем деформируют с вытяжкой 1,2-5 в трехвалковом стане в калибре, образованном тремя валками, развернутыми на угол подачи и раскатки. Далее производят продольную прокатку, ковку, волочение заготовок. Последовательность данных операций может быть различна.
В процессе деформирования в трехвалковом стане наиболее интенсивные сдвиговые локализуются в зоне пересечения линий скольжения металла, характерной для трехвалковой схемы - кольцевой зоне поперечного сечения. Это позволяет преобразовать структуру в этой зоне заготовки. При этом происходит выравнивание степени проработки структуры по всему сечению, что приводит к устранению анизотропии физико-механических свойств по сечению и улучшению качества изделий.
Деформирование осуществляют с вытяжками ju 1,2-5 за, проход. Диапазон вытяжек выбран на основе проведенных исследований. При прокатке с вытяжкой меньше, чем ft 1,2, структура металла . не преобразуется в кольцевой зоне поперечного сечения. Преобразуется лишь структура приконтактной, периферийной зон..Это не позволяет получать изделия высокого качества с равномерно проработанной структурой. При прокатке с вытяжками больше, чем /« 5, происходит разрушение металла в кольцевой зоне, что приводит к браку и потерям металла. Применение последовательности деформирования прессованных прутков сначала в двухвалковом стане, а затем в трехвалковом наиболее эффективно и с точки зрения производительности пресса, так как прокатку в двухвалковом стане прутков большего диаметра можно осушествлять с повышенными вытяжками за проход, чем прокатку -заготовок меньшего диаметра, полученных после прокатки в трехвалковом стане. Это вызвано тем, что после прокатки в трехвалковом стане прессеванного прутка осевая зона металла прорабатывается недостаточно. При этом диаметр заготовки становится настолько малым, что возрастает влияние геометрического фактора на повышение вероятности вскрытия полости при прокатке в двухвалковом стане. Значение критических обжатий снижается. Это усугубляется еше тем, что с уменьшением диаметра заготовки возрастает количество циклов знакопеременной деформации за счет уменьшения шага подачи. А это также снижает значения критических обжатий, что отрицательно влияет на качество изделий и снижает значение вытяжки при прокатке, а следовательно, и производительность процесса.
Производительность процесса и качество изделий зависит от значения суммарной вытяжки, которая равна произведению значений вытяжки в двухвалковом стане ft и при прокатке в трехвалковом стане /Ij Значение суммарной вытяжки Яг /2/«j будет тогда максимальным, когда значения 2 и JUj будут наивысшими. Так как влияние геометрического фактора на значение критических обжатий при прокатке в трехвалковом стане незначительно, то допустимое значение вытяжки ъ практически не зависит от последовательности операций. Поэтому значение будет тогда наивысшим, когда наивысшим будет значение при неизменном значении jWj. А это возможно только при деформировании прессованных прутков сначала в двухвалковом стане, а затем в трехвалковом стане.
Применение процесса поперечно-винтовой прокатки заготовок малого диаметра в двухвалковом стане после прокатки прессованных прутков в трехвалковом стане Неэффективно и нецелесообразно.
Пример. Двенадцать заготовок из молибдена марки МЧВП 098 мм были пропрессованы с вытяжкой JM 6 в пруток диаметром 40 мм. Затем полученные прутки были прокатаны в вакууме на двухвалковом стане поперечно винтовой прокатки МИСИС-60 с вытяжкой 1,78 за проход в пруток 030 мм. После этого прутки разделили на три группы и деформировали в трехвалковом стане поперечно-винтовой прокатки с вытяжками:
Группа Iju 1,2 до диаметра 27,4 мм
Группа llfi 2,25 до диаметра 20 мм Группа IIIu 5 до диаметра 34 мм
Исследования макро- и микроструктуры полученных прутков показали, что у прутков группы I структура проработана более равномерно, чем у прутков после прокатки в двухвалковом стане. Однако зерна в кольцевой зоне более крупные, чем в осевой и приконтактной зонах. У прутков группы II структура проработана равномерно по всему сечению. У прутков группы III зона металла в кольцевой зоне мельче, чем осевой и приконтактной зонах. Это обуславливает повышение неравномерности проработки структуры по всему сечению и возможность появления микроразрушений металла в этой зоне. .
При последуюшей продольной прокатке, ковке, волочении указанных прутков не наблюдалось образования треш,ин, расслоений.
Предлагаемый способ применяется на Узбекском комбинате тугоплавких и жаропрочных металлов (Уз КТЖиМ). По этому способу слитки из молибдена, вольфрама и их сплавов прессуют вдоль оси, а затем полученные прутки подвергают ковке, продольной прокатке, волочению в различной последовательности. Экономический эффект от внедрения способа составит 36 тыс. руб.
Формула изобретения
Способ получения изделий из тугоплавких металлов, включающий прессование заготовок, их поперечно-винтовую прокатку в двухвалковом стане с последуюшими операциями продольной прокатки, ковки и волочения заготовок, отличающийся тем, что, с целью улучшения качества изделий путем повышения равномерности преобразования структуры по всему сечению заготовок, после поперечно-винтовой прокатки в двухвалковом стане производят поперечно-винтовую прокатку заготовок в трехвалковом стане с вытяжкой, равной 1,2- 5 за проход.
