(54) РАЗВЕРТКА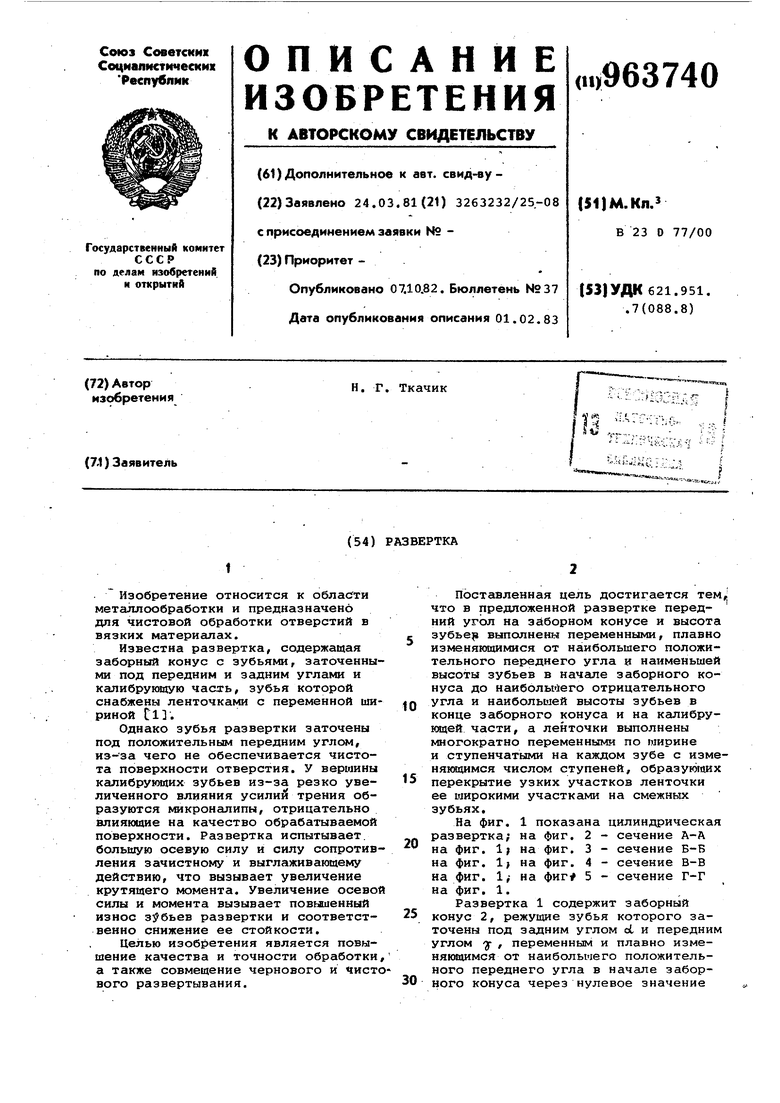
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2010 |
|
RU2460627C2 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| Круглая плашка | 1985 |
|
SU1278133A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| Инструмент для чистовой обработки отверстий | 1990 |
|
SU1764858A1 |
Изобретение относится к области металлообработки и предназначено для чистовой обработки отверстий в вязких материалах.
Известна развертка, содержащая заборный конус с зубьями, заточенными под передним и задним углами и калибрующую часть, зубья которой снабжены ленточками с переменной шириной .
Однако зубья развертки заточены под положительным передним углом, из-за чего не обеспечивается чистота поверхности отверстия. У вершины калибрующих зубьев из-за резко увеличенного влияния усилий трения образуются микроналипы, отрицательно влияющие на качество обрабатываемой поверхности. Развертка испытывает, большую осевую силу и силу сопротивления зачистному и выглаживающему действию, что вызывает увеличение крутящего момента. Увеличение осевой силы и момента вызывает повышенный износ развертки и соответственно снижение ее стойкости.
Целью изобретения является повышение качества и точности обработки, а также совмещение чернового и чистового развертывания.
Поставленная цель достигается тем,; что в предложенной развертке передний угол на заборном конусе и высота зубьер выполнены переменными, плавно изменяющимися от наибольшего положительного переднего угла и наименьшей высоты зубьев в начале заборного конуса до наибольшего отрицательного угла и наибольшей высоты зубьев в
10 конце заборного конуса и на калибрующей части, а ленточки выполнены многократно переменными по ширине и ступенчатыми на каждом зубе с изменяющимся числом ступеней, образующих
15 перекрытие узких участков ленточки ее широкими участками на смежных зубьях.
На фиг. 1 показана цилиндрическая развертка; на фиг. 2 - сечение А-А
20
на фиг. 1) на фиг. 3
сечение Б-Б на фиг. Ij на фиг. 4 сечение В-В на фиг. 1,- на фиг 5 сечение Г-Г на фиг. 1.,
Развертка 1 содержит заборный
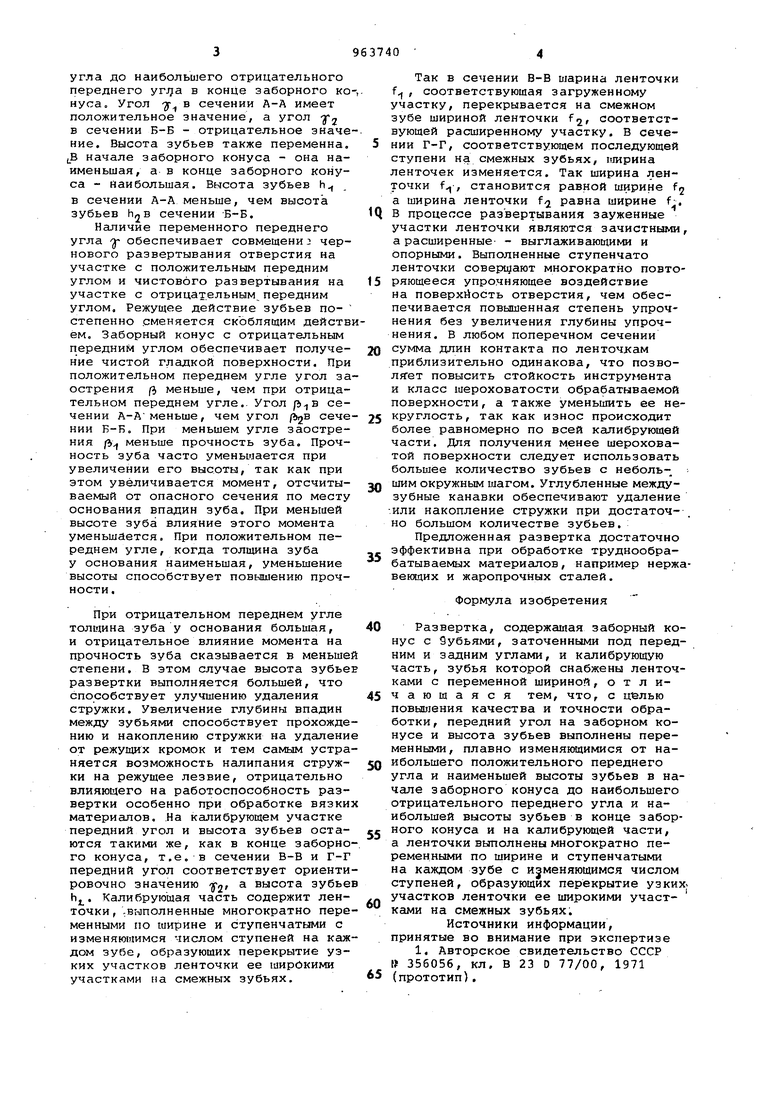
25 конус 2, режущие зубья которого заточены под задним углом d, и передним углом -у , переменным и плавно изменяющимся от наибольшего положительного переднего угла в начале забор30ного конуса через нулевое значение
угла до наибольи его отрицательного переднего yrjja в конце заборного конуса. Угол -у в сечении А-А имеет положительное значение, а угол в сечении Б-Б - отрицательное эначение. Высота зубьев также переменна, (В начале заборного конуса - она наименьшая, а в конце заборного конуса - Наибольшая. Высота зубьев h в сечении А-А меньше, чем высота зубьев сечении -Б-Б.
Наличие переменного переднего угла У обеспечивает совмещение чернового развертывания отверстия на участке с положительным передним углом и чистового развертывания на участке с отрицательным,передним углом. Режущее действие зубьев постепенно сменяется скоблящим действием. Заборный конус с отрицательным передним углом обеспечивает получение чистой гладкой поверхности. При положительном переднем угле угол заострения ft меньше, чем при отрицательном переднем угле,. Угол сечении А-Аменьше, чем угол /Ъдв сечении Б-Н, При меньшем угле заострения ft меньше прочность зуба. Прочность зуба часто уменьшается при увеличении его высоты, так как при этом увеличивается момент, отсчитываемый от опасного сечения по месту основания впадин зуба. При меньшей высоте зуба влияние этого момента уменьшается. При положительном переднем угле, когда толщина зуба у основания наименьшая, уменьшение высоты способствует повышению прочности.
При отрицательном переднем угле толщина зуба у основания большая, и отрицательное влияние момента на прочность зуба сказывается в меньшей степени, В этом случае высота зубьев развертки выполняется большей, что способствует улучшению удаления стружки. Увеличение глубины впадин между зубьями способствует прохождению и накоплению стружки на удаление от режущих кромок и тем самым устраняется возможность налипания стружки на режущее лезвие, отрицательно влияющего на работоспособность развертки особенно при обработке вязких материалов, .На калибрующем участке передний угол и высота зубьев остаются такими же, как в конце заборного конуса, т.е, в сечении В-В и Г-Г передний угол соответствует ориентировочно значению j-j, а высота зубьев hj. Калибрующая часть содержит ленточки, выполненные многократно переменными по ширине и ступенчатыми с изменяющимся числом ступеней на каждом зубе, образующих перекрытие узких участков ленточки ее широкими участками на смежных зубьях.
Так в сечении В-В шарина ленточки f, соответствующая загруженному участку, перекрывается на смежном зубе шириной ленточки f, соответствующей расширенному участку, В сечеНИИ Г-Г, соответствующем последующей ступени на смежных зубьях, пшрина ленточек изменяется. Так ширина ленточки f, , становится равной ширине f а ширина ленточки f равна ширине Г,
Q В процессе развертывания зауженные участки ленточки являются зачистными, а расширенные- - выглаживающими и опорными. Выполненные ступенчато ленточки совершают многократно повторяющееся упрочняющее воздействие на поверхйость отверстия, чем обеспечивается повышенная степень упрочнения без увеличения глубины упрочнения, В любом поперечном сечении
0 сумма длин контакта по ленточ сам
приблизительно одинакова, что позвопяет повысить стойкость инструмента и класс шероховатости обрабатываемой поверхности, а также уменьшить ее не5 круглость, так как износ происходит более равномерно по всей калибрующей части. Для получения менее шероховатой поверхности следует использовать больи.1ее количество зубьев с неболь-
Q шим окружным шагом. Углубленные междузубные канавки обеспечивают удаление или накопление стружки при достаточ- . но большом количестве зубьев.
Предложенная развертка достаточно
эффективна при обработке труднообрабатываемых материалов, например нержавеющих и жаропрочных сталей,
Формула изобретения
0 Развертка, содержащая заборный конус с Зубьями, заточенными под передним и задним углами, и калибрующую часть, зубья которой снабжены ленточками с переменной шириной, о т л и5 чающаяся тем, что, с целью повышения качества и точности обработки, передний угол на заборном конусе и высота зубьев выполнены переменными, плавно изменяющимися от наQ ибольшего положительного переднего угла и наименьшей высоты зубьев в начале заборного конуса до наибольшего отрицательного переднего угла и наибольшей высоты зубьев в конце заборс ного конуса и на калибрующей части, а ленточки выполнены многократно переменными по ширине и ступенчатыми на каждом зубе с изменяющимся числом ступеней, образующих перекрытие узкихучастков ленточки ее широкими участками на смежных зубьях.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 356056, кл, В 23 О 77/00, 1971 65 (прототип),
f, f:.
n -1 11
J J JJ ,
A ff ff
